Подстропильные фермы. Первый опыт проектирования и производства подстропильных ферм с электротермическим натяжением стержневой арматуры относился к ферме типа ПФЭ-ЗА, конструкция которой разработана Промстройпроектом с участием ВНИИЖелезобетона. Силовая форма спроектирована ВНИИЖелезобетоном, выполнившим также испытания ферм. Впервые производство подстропильных ферм ПФЭ-3А было освоено на Московском заводе ЖБИ № 6 в 1959 г.
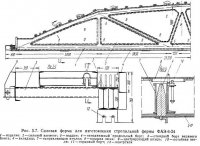
Подстропильная ферма ПФЭ-3А номинальной длиной 12 м (рис. 5.1,а) относится к предварительно напряженным железобетонным конструкциям третьей категории трещи постой кости, т. е. при нормативной нагрузке в бетоне допускаются трещины с шириной раскрытия не более 0,3 мм.
По условиям опирания стропильных ферм полная ширина их стоек и верхнего пояса принята 550 мм. Для удобства формования все элементы фермы сделаны такой же ширины (рис. 5.1 ,а). Расчет фермы выполнен для различных вариантов предварительного напряжения — от 0 до 6000 кГ/см2 и для бетона марок 300 и 400.
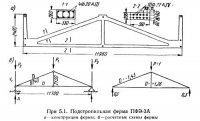
К подстропильной ферме стропильные примыкают таким образом, что на средний узел подстропильной фермы передаются полностью опорные давления двух стропильных ферм, а на крайние узлы — по половине этих сил. На рис. 5.1,б приведена схема фермы с указанием действующих на нее нагрузок и осевых длин элементов фермы. На рис. 5.1,б показаны усилия в элементах фермы при нагрузке на центральный узел P=1. Соответствующие усилия в элементах фермы приведены в табл. 5.1. Собственный вес подстропильной фермы также учтен в этих нагрузках и усилиях.
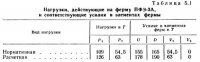
Из всех нагрузок, действующих на ферму, кратковременной является только снеговая: нормативная 100 кГ/м2 и расчетная 140 кГ/м2, составляющая 26,4% суммарной нормативной и 32% расчетной нагрузки.
Для растянутого нижнего пояса принята рабочая напрягаемая арматура из стали класса A-IV с расчетным сопротивлением Rа=5100 кГ/см2.
Необходимая по условиям прочности площадь поперечного сечения рабочей арматуры нижнего пояса фермы
Принимаем 10 ? 22 A-IV площадью Fa=38 см2, что на 8,9% больше требуемой площади. Сечение подкосов 55 X 26 см с арматурой 8 0 20 A-III площадью Fa=25,2 см2.
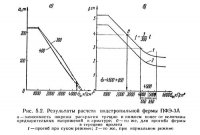
Результаты расчета фермы приведены в табл. 5.2 и 5.3



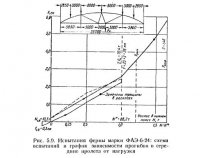
Из табл. 5.2 и 5.3 видно, что, несмотря на относительно большую высоту фермы (1:9 пролета), без предварительного напряжения прогиб ее недопустимо велик (1:253 пролета), ширина раскрытия трещин более 0,2 мм. Поэтому здесь предварительное напряжение следует считать обязательным. В то же время можно ограничиться относительно небольшим начальным предварительным напряжением арматуры. Уже при минимальном предварительном напряжении ?0 = 3000 кГ/см2 прогиб в середине пролета составляет 1:367, что меньше 1:300 пролета, а ширина раскрытия трещин в нижнем поясе 0,12 мм, при марке бетона 300. При ?0=5000 кГ/см2 обеспечивается полная трещиностойкость нижнего пояса. На рис. 5.2, а приведена зависимость ширины раскрытия трещин, а на рис. 5.2,б — зависимость прогибов от величины предварительных напряжений арматуры.
По местным условиям для первых партий ферм прочность бетона была принята 350 кГ/см2, а при передаче предварительных напряжений на бетон — 250 кГ/см2. Заданное начальное предварительное напряжение арматуры ?0 = 4500 кГ/см2 с допустимыми предельными отклонениями P = ±750 кГ/см2. При этом прогиб в середине пролета получается менее 1:500 пролета, а ширина раскрытия трещин — меньше 0,06 мм.
Высота нижнего пояса фермы 200 мм, верхних раскосов 260 мм. Сначала в течение нескольких лет для ферм применялась напрягаемая арматура класса A-IV марки 30ХГ2С, а в последнее время 80С. Общий расход стали на ферму 815 кг, в том числе напрягаемой арматуры 358 кг.
Силовая форма для изготовления подстропильных ферм ПФЭ-3А предназначена для стендового производства и применяется в двух модификациях: в виде парной формы для одновременного изготовления двух подстропильных ферм и в виде одиночной формы. Обе эти формы состоят из одинаковых деталей. В табл. 5.4 приведены показатели стальных силовых форм.
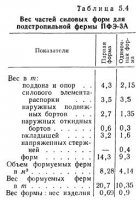
Отношение веса формы к весу изделия получилось 0,69 и 0,9.
На силовом элементе-распорке смонтирована установка для электронагрева напрягаемой арматуры.
Установка для электронагрева имеет неподвижный контакт на одном конце распорки, подвижный контакт с конечным выключателем на другом конце и промежуточные поддерживающие ролики. Одновременно на установке нагреваются два стержня.
Так как борт формы, образующий нижнюю часть нижнего пояса фермы (распорка), сделан неподвижным, то для возможности кантования готовой подстропильной фермы из положения «плашмя» в рабочее положение необходимо, чтобы наружный борт, образующий верхнюю поверхность подкосов фермы, а также борта для образования крайних стоек перемещались, освобождая изделия перед кантованием.
При перемещении борта по наклонной плоскости он несколько прижимается к поддону при установке в проектное положение.
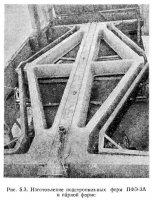
Порядок изготовления ферм до известной степени вытекает из конструкции силовой формы. В начале смены снимают крышку с камеры, когда достигнута прочность бетона 250 кГ/см2. Затем открывают торцовые борта, освобождают фиксаторы закладных деталей, отодвигают ломаный борт при помощи винтов (рис. 5.3) и снимают торцовые гребенки. Все эти операции продолжаются 25—30 мин. Когда ферма освобождена от деталей формы и может свободно перемещаться, перерезают электродом напряженные стержни, сделав предварительно засечки электродом в трех нижних (при формовании) рядах стержней на глубину 3—4 мм. Потом перерезают последовательно верхние два ряда арматуры. При этом нижние ряды натянутой арматуры так перегружаются, что они могут порваться. Сделанные ранее насечки обеспечивают разрыв стержней в определенных местах вне габаритов изделия. Рекомендуется отрезать стержни с двух сторон поочередно; это уменьшает перегрузку оставшейся натянутой арматуры.
Стержни двух ферм перерезают два сварщика в течение 20—25 мин. В это время остальные рабочие бригады подготовляют ферму к кантованию и арматуру к следующей зарядке.
Ферму стропят за верхний средний узел и кантуют с небольшим перемещением крана в сторону нижнего пояса. Ферму, поставленную в рабочее положение, транспортируют на выкатную тележку или на пост ОТК. Хранятся фермы на двух деревянных подкладках и, благодаря большой ширине, не нуждаются в дополнительных креплениях.
После освобождения формы ее очищают и заряжают арматурой, т. е. нагревают и укладывают напрягаемую арматуру, устанавливают ненапрягаемую арматуру и закладные детали и собирают форму.
Заряженную форму принимает ОТК, который дает разрешение на бетонирование, что фиксируется в журнале работ. Бетонную смесь укладывают при помощи координатного бетоноукладчика и уплотняют подвешенными к нему глубинными вибраторами. Через 1—2 ч после окончания формования извлекают краном треугольные вкладыши и ставят стопкой в камеру или рядом с пей.
Работы на парной форме продолжаются 6—7 ч, а на одиночной форме 3—3,5 ч. В обоих случаях обеспечивается суточный технологический цикл.
Две подстропильные фермы марки ПФЭ-3А в начале освоения производства были испытаны по схеме, изображенной на рис. 5.4.
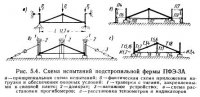
Фермы устанавливались на две опоры: шарнирно неподвижную и шарнирно подвижную с расстоянием между ними 11,7 м.
Учитывая, что в здании крайние стойки фермы закреплены вверху приваркой закладных деталей опирающихся на них стропильных ферм, при испытаниях верх стоек сварной петлей и тягой соединили с анкером, закрепленным в силовой плите. Тяга была сделана в виде полиспаста, и на крайнем витке ее троса были установлены стяжная муфта и динамометр.
Нагрузка на ферму осуществлялась двумя домкратами ДГ-200, передающими давление на верхний узел через каток. При загружении центрального узла фермы крайние ее стойки наклонялись к середине фермы. Горизонтальные перемещения верха стоек замерялись прогибомерами, после чего стяжными муфтами подтягивали полиспасты и возвращали стойки в первоначальное вертикальное положение. Каждая из крайних стоек нагружалась одним домкратом ДГ-100.
В приведенном ниже описании опытов без скобок указаны данные для первой из испытанных ферм, а в скобках — для второй.
Каждую ферму нагружали дважды. Сначала до нормативной нагрузки, чему соответствовала сила, приложенная к среднему верхнему узлу 104 Т. Такая нагрузка выдерживалась в течение 16 (13) ч, после чего форму разгружали и выдерживали без нагрузки 5 (8) ч. Нагрузка на крайние стойки при нормативной на среднем узле доводилась до 30 Т.
Прочность бетона при передаче предварительных напряжений была 256 (243) кГ/см2, а при испытаниях — 356 (298) кГ/см2.
При нормативной нагрузке прогиб фермы в середине пролета был 10,4 (11) мм, или 1:1130 (1:1068) пролета. После выдержки под нормативной нагрузкой прогиб увеличился на 1,5 (0,5) мм; таким образом, суммарный прогиб составил 11,9 (11,5) мм. После разгрузки остаточный прогиб был 1,2 (2) мм, после выдержки без нагрузки он уменьшился до 1 (0,8) мм.
Затем фермы вновь загружали. Во время вторичного загружения прогиб при нормативной нагрузке был равен 10,6 (12,2) мм, что вместе с остаточным прогибом составляет 11,6 (13) мм. Зависимость прогиба в середине пролета фермы от приложенной испытательной нагрузки иллюстрируется графиком рис. 5.5.

При появлении первых трещин в нижнем поясе фермы нагрузка на ее верхний центральный узел составляла 126 (104) Т, т. е. 1,15 (0,95) нормативной нагрузки, чему соответствует усилие растяжения в нижнем поясе 170 (148) Т.
По усилию в нижнем поясе, вызвавшему появление первых трещин, можно приближенно определить величину предварительных напряжений в арматуре, пользуясь формулой
откуда
Полученные таким образом предварительные напряжения арматуры с учетом проявления части потерь оказались равными ?0 = 3580 (3000) кГ/см2.
Расстояние между трещинами в нижнем поясе фермы в конце испытаний было от 9 (5) до 24 (26) см, в среднем 15,2 (13,2).
При нагрузке 160 (120) T появились первые косые трещины на опорных участках, после чего повысилась интенсивность нарастания прогибов фермы.
Первая ферма разрушилась при нагрузке на верхний средний узел 270 Т. Отношение разрушающей нагрузки к расчетной с учетом собственного веса фермы

и отношение этой нагрузки к нормативной

На второй ферме центральная нагрузка была доведена до 274 Т, причем ферма не была разрушена. Следовательно, для второй фермы

Первые трещины в нижней части крайних стоек появились со стороны, обращенной к ферме, при нагрузке на средний узел 58 (80) Т, т. е. меньше нормативной. При этом горизонтальное усилие вверху стойки было 4,3 (4,2) Г и в дальнейшем почти не увеличивалось.
Удовлетворительные результаты испытаний подстропильных ферм марки ПФЭ-3А послужили основанием для организации их массового производства.
Стропильные фермы. В качестве характерного примера рассмотрим стропильную ферму ФАЭ-6-24 для скатной кровли пролетом 24 м и условия изготовления таких ферм на московском заводе ЖБИ № 18, на котором фермы Обходятся дешевле, чем на других аналогичных предприятиях.
Конструкция фермы показана на рис. 5.6. Толщина всех элементов, т. е. размер, перпендикулярный плоскости фермы (высота при формовании), одинакова и равна 220 мм. Верхний пояс и решетка фермы армированы пространственными сварными каркасами с продольными стержнями из стали класса A-III и поперечными — класса A-I.
Длина каркасов верхнего пояса около 7 м. Каждый узел фермы дополнительно армирован двумя сварными отогнутыми П-образными сетками, из которых одна укладывается в форму раскрытой стороной вверх, а другая накрывает ее, образуя замкнутый контур. В предшествующих конструктивных решениях ферм в большом количестве использовались отдельные «шпильки». Переход на пространственные каркасы и согнутые сварные сетки в узлах значительно сократил длительность работы на форме и трудоемкость изготовления ферм.
Напрягаемая арматура 10 0 18 A-IV с предварительным напряжением ?0 = 5000+500 кГ/см2. Нa концы напрягаемых стержней надеты проволочные спирали для предохранения бетона от раскалывания при передаче на него предварительных напряжений.
Большая часть узлов фермы имеет прямоугольную форму по фасаду, что позволило сделать в них сварные сетки относительно простой формы. Объем бетона фермы 4,28 м3, вес 10,7 т.
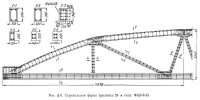
Силовая форма (рис. 5.7) предназначена для изготовления ферм в положении «плашмя» по гибкой стендовой схеме. Она состоит из поддона, повторяющего очертания фермы, с приваренным к нему продольным бортом нижнего пояса, откидных наружных бортов верхнего пояса, двух съемных торцовых бортов и семи вкладышей, образующих решетку фермы.
Силовой частью формы является элемент поддона, расположенный непосредственно под нижним поясом фермы. На форму передается усилие от натяжения арматуры порядка 200 Т.
Нижний силовой элемент формы представляет собой предварительно напряженную конструкцию. Под его сварной коробкой расположены два стержня, натянутых с усилием 80 Т. Сварная коробка силового элемента выполнена из двутавров № 30, вертикальных листов и бортового швеллера № 30. Снизу выступают ребра жесткости с прорезями для напрягаемых тяжей. Остальная часть поддона имеет сверху лист толщиной 6 мм, прикрепленный к ребрам из швеллеров № 16 и вертикальных 10-мм листов.
Решетка фермы образуется семью вкладышами с очертанием в плане, близким к треугольнику.
Вкладыш представляет собой цельную жесткую конструкцию. Это намного сокращает работы по сборке и разборке формы по сравнению с контуром из шести отдельных элементов, применяемых в конструкциях форм на длинных стендах.
С нижней стороны треугольного вкладыша к поперечным швеллерам приварены три трубки, которыми вкладыш надевается на соответствующие три штыря поддона. В форме было вначале предусмотрено, кроме того, болтовое крепление вкладыша к поддону, препятствующее его всплыванию. Однако опыт показал, что и без крепления вкладыши не всплывают. В последующем от крепления отказались.
Вкладыши при подъеме стропят за петли, сделанные впотай, вытягивая их из внутренней полости вкладыша. Во время бетонирования петли утоплены и закрыты сверху задвижкой.
На участках глухого борта нижнего пояса, находящихся вблизи концов фермы, предусмотрены окна для установки опорных закладных деталей после укладки напрягаемой арматуры. Элементы откидного борта верхнего пояса закрепляются нормализованными винтовыми замками па шарнирах.
Упоры на форме сделаны так, что технологические отходы напрягаемой арматуры, выступающей за габариты фермы, не превышают 4%.
Вес формы 18,3 т, в том числе поддон весит 13,8 т. Отношение веса формы к весу изготовляемой в пей фермы 18,3:11,5=1,59.
Рассмотрим данные об изготовлении ферм, полученные в результате хронометража, проведенного в 1966 г.
Бригада в составе четырех человек изготовляет в течение одной семичасовой смены две стропильные фермы длиной по 24 м, причем каждая силовая форма технологически независима и находится в отдельной секции ямной пропарочной камеры с верхними крышками. Обслуживание мостового крана также входит в обязанности бригады: один из рабочих имеет квалификацию крановщика, выполняя при необходимости и другие работы.
В начале смены снимают крышки с одной из камер, открывают наружные и торцовые борта формы, расположенной в камере, отрезают электродами напрягаемую арматуру, кантуют ферму и крапом доставляют ее на пост OTK или непосредственно на тележку для отправки на склад. Для строповки при кантовании в двух местах под верхним поясом выдвигают задвижки и в образовавшиеся пустоты просовывают тросовую петлю, охватывающую верхний пояс фермы, в которую вставляют крюк траверсы.
После этого двое рабочих начинают указанные операции во второй секции камеры, а двое других чистят форму, смазывают ее и вкладыши, находящиеся в камере рядом с формой, собирают форму и ставят вкладыши на свои места. Затем устанавливают каркасы ненапрягаемой арматуры, приваривая их в стыках, нагревают и укладывают напрягаемую арматуру. Для нагрева напрягаемой арматуры используют контейнер — нагревательную установку, описанную ранее. На второй силовой форме выполняются те же операции с отставанием примерно на 1,5 ч. Заряженную форму, подготовленную к бетонированию, принимает мастер ОТК, делая отметку в журнале о том, что разрешено бетонирование.
Бетонную смесь укладывает портальный бетоноукладчик, перемещающийся по рельсам на продольных стенках камеры. Бункер бетоноукладчика может перемещаться и поперек камеры (формы). Таким образом, можно так координировать движения рамы бетоноукладчика вдоль формы и бункера поперек формы, что лоток, подающий бетонную смесь, будет перемещаться строго вдоль бетонируемого элемента фермы.
На бетоноукладчике закреплены глубинные вибраторы, наконечниками которых на гибком шланге уплотняют бетон. Затем заглаживают его верхнюю поверхность. После окончания бетонирования извлекают треугольные вкладыши и складывают их возле формы в камере.
Когда вкладыши вынуты, оправляют обнаженные боковые поверхности свежего бетона, закрывают крышки камер и начинается ускоренное твердение бетона, продолжающееся 14—18 ч. Затем приносят арматурные сетки для работы следующего дня, заготовляют смазку и чистят бункер бетоноукладчика. График работы бригады приведен на рис. 5.8.

Режим твердения бетона: выдержка — 3 ч при температуре цеха, подъем температуры до 80—85° С в течение 3—4 ч, выдержка при этой температуре 7—8 ч и остывание 3 ч.
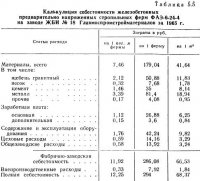
Высокая производительность труда при изготовлении ферм и небольшая длительность технологического цикла привели к сравнительно небольшой себестоимости изделий 68 р. 37 к. за 1 м3. Направления затрат видны из отчетной калькуляции себестоимости за 1965 г., приведенной в табл. 5.5. Такая себестоимость получена при высокой стоимости привозного гранитного щебня — 13 р. 17 к. за 1 м3.
Рассмотрим результаты испытаний одной из стропильных ферм ФАЭ-6-24 пролетом 24 м по серии Е-818, изготовленной по описанной выше технологии.
Опытную ферму изготовили 10 октября 1962 г. и испытали 18 октября 1962 г. Прочность бетона при передаче предварительных напряжений была 303 кГ/см2 и ко времени испытаний — 396 кГ/см2.
Испытания фермы проводились в рабочем положении на силовой плите при пролете между неподвижной и подвижной шарнирными опорами 23,7 м (рис. 5.9).
Нагрузка осуществлялась домкратами и прикладывалась в пяти местах: в трех верхних узлах и в серединах приопорных панелей верхнего пояса. Каждые две крайние силы создавались одним домкратом ДГ-200 через траверсу, а над средним верхним узлом был установлен домкрат ДГ-100.
Напрягаемая арматура состояла из 16 ? 14 A-IV марки 30ХГ2С. Средняя величина начальных предварительных напряжений по замерам на 13 стержнях была 4760 кГ/см2.
Вначале ферму загрузили до 12-го этапа, затем разгрузили и вновь загрузили. После вторичного приложения нормативной нагрузки ее выдерживали в течение 12 ч, после чего ферму разгрузили и снова нагрузили до разрушения.
Первые трещины появились в растянутых раскосах на третьем этапе нагрузки, т. е. при суммарной нагрузке, включая собственный вес фермы, 49,4 + 11,7 = 61,1 Т. Ширина раскрытия этих трещин при нормативной нагрузке составляла 0,1 мм, одна трещина раскрылась до 0,15 мм.
В нижнем поясе фермы при нормативной нагрузке не было трещин от растягивающего усилия. В элементах U1 и U3 были обнаружены незначительные трещины вблизи средних узлов, проходящие на одну треть высоты нижнего пояса, появившиеся, вероятно, под воздействием местных изгибающих моментов. После 18-го этапа нагрузки наблюдения за трещинами не велись. До этой нагрузки трещин в нижнем поясе не было. По расчету, выполненному с учетом фактических данных испытанной фермы, трещины в нижнем поясе должны были появиться в элементе U2 на 18-м, 19-м этапах, а в U1 и U3 на 21-м, 22-м этапах.
Прогиб фермы в середине пролета при нормативной нагрузке (8-й этап) с учетом прогиба от Собственного веса фермы составил 28 мм, т. е. 1:850 пролета. После разгрузки остался прогиб 2 мм. Наибольший замеренный прогиб перед разрушением был 59 мм. При этом усилие в нижнем поясе было 1,63 N». На рис. 5.9.б приведен график зависимости прогиба в середине пролета фермы от нагрузки.
Разрушение фермы произошло между 22-м и 23-м этапами нагрузки вследствие разрушения верхнего сжатого пояса вблизи среднего узла. Суммарная приложенная нагрузка на ферму при ее разрушении была 131,5 Т, чему соответствует усилие в верхнем поясе в месте разрушения 165,2 Т, а с учетом собственного веса фермы — 175,8 Т. Отношение фактического суммарного усилия в верхнем поясе к нормативному усилию Сн = 174,8/94,5=1,86 и отношение его к расчетному усилию С = 175,8/111,6 = 1,6.
В момент разрушения фермы растягивающее усилие в нижнем поясе было 163,35 Т. При этом разрушения нижнего пояса не произошло, следовательно, для нижнего пояса С?163,35/117,2?1,4. Соответственно для растянутого раскоса С?22,9/15,9?1,44.
В течение всего испытания не было зарегистрировано перемещения арматуры относительно торца фермы.
Результаты испытания свидетельствуют о том, что принятые конструкция и технология изготовления фермы обеспечивают соответствие изделий техническим требованиям.
Положительный опыт работы московского завода ЖБИ № 18 в течение нескольких лет по изготовлению стропильных ферм позволил рекомендовать для широкого применения, в том числе на типовых заводах, более совершенную конструкцию силовой формы, универсальной по типу изготовляемых ферм, по напрягаемой арматуре и по методу натяжения.
Фермы для девяти разных нагрузок по типовой серии ПК-01-129 можно изготовлять в формах двух типов: для нагрузок 3; 4 и 5 и для нагрузок 6, 7, 8, 9, 10 и 11. В первой форме использован один дополнительный комплект вкладышей и откидных бортов приопорных участков верхнего пояса, а во второй — два комплекта. При этом унифицированы внешние размеры ферм.
Универсальность формы по виду напрягаемой арматуры достигается размещением всех видов напрягаемых элементов в сечении нижнего пояса на одинаковых расстояниях между вертикальными рядами, являющимися горизонтальными при формовании. В качестве арматурного элемента приняты: один арматурный стержень, пара прядей или пакет из 12—16 проволок.
Универсальность формы по методам натяжения получается благодаря тому, что один из торцовых упоров силовой формы сделан неподвижным, а другой при электротермическом натяжении неподвижен, а при натяжении домкратами подвижен.
Силовая форма состоит из поддона с неподвижным бортом нижнего пояса и торцовыми упорами, откидных бортов верхнего пояса, вкладышей для образования решетки фермы и торцовых бортов (рис. 5.10).

Усилия натяжения арматуры воспринимаются частью поддона, находящейся вблизи нижнего пояса. В нее входит сварной коробчатый борт нижнего пояса, который через стальной лист и решетку связан с другим продольным элементом, расположенным под листом так, что линия, соединяющая его центр тяжести с центром тяжести сечения неподвижного борта, проходит через точку приложения равнодействующей усилий натяжения, т. е. через центр тяжести напрягаемой арматуры. С этой точкой совмещается ось захвата, что обеспечивает работу силовой части формы на преимущественное сжатие. Поэтому упорные траверсы располагаются под некоторым углом к горизонту.
Подвижное захватное устройство включает захват для установки в нем технологических анкеров арматурных элементов, винтовую тягу и три гайки, одна из которых закрепляет тягу на подвижной траверсе, другая — на неподвижной траверсе, а третья используется для возврата поршней домкратов в исходное положение после натяжения.
Откидные борта верхнего пояса сделаны из сравнительно крупных звеньев. Шарниры откидных бортов ломаного очертания располагают па одной прямой. Торцовые борта — гребенки из листов с прорезями для выхода напрягаемой арматуры — различны для разных видов арматуры.
Вкладыши для образования решетки фермы по конструкции аналогичны описанным выше.
Для строповки готовой фермы в целях ее кантования из положения «плашмя» в рабочее положение предусмотрены щели со вставными планками под верхним поясом в двух местах.
В проекте форма сделана на 10 мм больше проектной длины фермы, что должно компенсировать укорочение нижнего пояса фермы под влиянием предварительного напряжения.
Конструкция формы обеспечивает сближение противоположных ее упоров не более чем на 25 мм.