Массовое производство изделий из песчаного бетона требует тщательной поэтапной организации технологического процесса, и уплотнение — один из этих этапов.
При изготовлении тяжелых бетонов по традиционным схемам формования контроль качества уплотнения обычно не производится. Изготовитель довольствуется органолептическими признаками уплотнения, например, появлением цементного молока на поверхности изделия. Практика изготовления подтверждает достаточность этих признаков, в первую очередь, из-за запасов по удобоукладываемости, закладываемых при проектировании состава для упрощения этапа формования. Платой за повышение удобоукладываемости является увеличение расхода цемента, однако руководство предприятий охотно идет на это, считая, что качественное уплотнение при использовании нестабильных по свойствам заполнителей является достаточной компенсацией за перерасход цемента.
При изготовлении конструкций из песчаного бетона, где цементного теста всегда больше, чем в тяжелых бетонах, появление цементного молока на поверхности формуемого изделия уже недостаточный признак качественного уплотнения.
В «Рекомендациях по изготовлению конструкций из песчаных бетонов» указывается, что достаточным признаком качественного уплотнения цементно-песчаных смесей является получение коэффициента уплотнения Ку≥0,97.
Контролем коэффициента уплотнения должно сопровождаться как проектирование состава, так и изготовление конструкций. Это особенно важно для песчаных бетонов, где недоуплотнение — основной дефект при массовом производстве мелкоштучных изделий из особо и сверхжестких смесей.
Применение способов интенсивного уплотнения цементно-песчаных смесей
В последние годы как в зарубежной, так и в отечественной практике все более широко применяются способы интенсивного уплотнения бетонных смесей.
При интенсивном уплотнении используются жесткие, особо и сверх-жесткие смеси, что позволяет не только сократить расход цемента, но и принципиально изменить схему производства — исключить формы из технологического процесса.
Качественно уплотненные жесткие бетонные смеси способны самостоятельно удерживать форму, а особо и сверхжесткие — допускают немедленное перемещение свежеотформованных изделий непосредственно либо на поддоне.
В мировой практике используются следующие основные способы интенсивного уплотнения: вибропрессование, полусухое прессование, роликовое формование, пресспрокат, экструзия, антиэкструзия, виброформование с пригрузом и др.
Вибропрессование
В России наиболее широко применяется вибропрессование; имеется как многолетний опыт применения способа, так и отечественные разработки в области технологии и оборудования.
Выпускаются новые типы вибропрессов и автоматизированных линий, хорошо зарекомендовавших себя в процессе длительной эксплуатации. Показано, что вибропрессованием можно получать качественные изделия из цементно-песчаных смесей, причем не только отказаться от использования форм и сократить время тепловлажностной обработки, но и снизить требования к качеству песка-заполнителя, предъявляемые поставщиками зарубежного оборудования. Вибропрессование также обеспечивает получение калиброванных размеров и высококачественной поверхности изделий.
Анализ конструкций вибропрессов ведущих мировых и отечественных производителей с многолетним опытом их изготовления и эксплуатации в России и за рубежом показал, что в лучших вариантах оборудования матрица устанавливается на виброплощадку так, что на пуансон передаются вибрационные воздействия, близкие к воздействиям на бетонную смесь в матрице. Это позволяет сократить сроки формования изделий и увеличить жесткость формуемых смесей.

На рис. 5.7 приведена схема формовочного комплекса, включающего вибропресс с подъемной матрицей. Вибропресс состоит из трех основных узлов: формующий агрегат, механизм подачи поддонов и механизм подачи бетона. Формующий агрегат включает несущие колонны 1, верхнюю траверсу 2, нижнюю опорную плиту 3. На колоннах установлены кронштейны с амортизаторами, на которых располагается виброплощадка 4 с вибраторами 5. Матрица 6, состоящая из каркаса и вкладыша, передвигается по колоннам с помощью гидро- или пневмоцилиндров.
На верхней траверсе смонтирован цилиндр 7 пуансона 8, к которому крепятся штампы.
Механизм дозировки бетона представляет собой сварную раму 9, на которой укреплен бункер 10.
По направляющим системой рычагов 11 и привода 12 передвигается мерный ящик 13 с толкателем. На передней стенке ящика установлено устройство для очистки штампов пуансона от остатков бетона.
Механизм подачи поддонов включает накопитель 14, установленный на раме 15, по которой гидроцилиндром возвратно-поступательно движется тележка с откидными упорами. Вибропресс снабжен приемным столом 16, гидронасосной станцией 17 и системой управления 18.
Порядок работы вибропресса:
— поддон при очередном шаге конвейера устанавливается на виброплощадку;
— матрица опускается вниз и прижимает вкладыш к поддону, тогда верхняя ее плоскость совпадает с опорной базой перемещения мерного ящика. Пуансон находится в верхнем положении;
— в бункер механизма дозировки подается бетон. Толкатель находится в исходном положении, т. е. прижат к задней стенке мерного ящика;
— мерный ящик устанавливается над матрицей, включаются вибраторы, бетонная смесь из мерного ящика распределяется по всем гнездам матрицы;
— после прекращения вибрации мерный ящик возвращается в исходное положение;
— на бетонную смесь, находящуюся в ячейке матрицы, опускается пуансон, включаются вибраторы. Происходит уплотнение бетонной смеси совместным воздействием вибрации и пригруза;
— после окончания процесса уплотнения включаются цилиндры подъема матрицы. Пуансон продолжает оставаться в нижнем положении, удерживая изделия от подъема вместе с матрицей до полного их освобождения. Дальнейший подъем матрицы происходит вместе с пуансоном;
— поддон со свежеотформованными изделиями выталкивается из-под формующего устройства, а на его место поступает следующий поддон;
— матрица вместе с пуансоном опускаются, матрица прижимает поддон к виброплощадке, пуансон поднимается в исходное положение. Формующий агрегат готов к следующему циклу.
Сам процесс объемного вибропрессования может быть разделен на 3 этапа:
Предварительное уплотнение.
Этап обычно совмещается с объемным вибродозированием: бетонная смесь укладывается в матрицу под действием вибрации. При этом происходит распределение смеси по площади матрицы, частичное удаление воздуха и предварительное уплотнение смеси за счет сближения частиц.
Частицы заполнителя, покрытые цементным тестом, в процессе вибрации автоматически занимают оптимальное положение — мелкие размещаются между крупными, снижая пустотность смеси.
Поскольку в процессе предварительного уплотнения производится дозирование смеси «на изделие», существенно обеспечить равномерность заполнения матрицы бетонной смесью, для чего практикой вибропрессования разработан ряд приемов:
— вибродозирование. Дозирование смеси производится при включенной виброплощадке, что приводит к частичному удалению воздуха из бетонной смеси и, следовательно, к большей равномерности засыпки;
— мультивибрация. При движении мерного ящика по матрице происходит резкая его остановка в начале и конце движения, что приводит систему в колебания с низкой частотой и большой амплитудой (при вибродозировании высокая частота и низкая амплитуда). Такое движение мерного ящика производится 3-5 раз;
— «заход» мерного ящика. Остановка передней грани мерного ящика происходит за передней гранью матрицы;
— увеличение объема мерного ящика. Объем мерного ящика в 1,5-2 раза превышает объем матрицы вибропресса, что обеспечивает постоянное наличие столба бетонной смеси над матрицей;
— установка «ворошителя». Ворошитель в процессе мультивибрации осуществляет дополнительное направленное перемешивание смеси. Конфигурация ворошителя, как правило, зависит от вида формуемого изделия. Перемещение мерного ящика заставляет ворошитель совершать низкочастотные колебания, с одной стороны, препятствующие уплотнению бетонной смеси в мерном ящике, с другой, улучшающие заполнение ячеек матрицы. Ряд зарубежных фирм стал снабжать вибропрессующее оборудование активными (имеющими собственный привод) ворошителями.
Экспериментально подтверждено положительное влияние активного ворошителя на качество заполнения ячеек матрицы, особенно для изделий, включающих высокие тонкие стенки.
К числу мероприятий, обеспечивающих качественное заполнение матрицы вибропресса, также относятся:
— регулирование влажности смеси как фактора, существенно влияющего на ее реологические характеристики;
— тщательное перемешивание смеси, обеспечивающее ее однородность в соответствии со стандартом;
— при габаритных размерах матрицы, в плане близких к квадрату и превышающих 1,0 м, — использование двух бункеров и двух мерных ящиков, засыпающих каждый свою половину матрицы;
— поставка заполнителей и цемента от одного производителя, в том числе песка со стабильным гранулометрическим составом и бездобавочного цемента фиксированной активности с постоянной нормальной густотой цементного теста.
Все эти проблемы имеют место и в зарубежной практике, хотя и в меньшей степени, в связи с использованием в технологии мытых, сухих, фракционированных заполнителей и чистоклинкерных цементов.
Обычно в цементно-песчаной смеси, поступающей в матрицу, содержится до 60 % воздуха. В результате проведения мероприятий по предварительному уплотнению его количество снижается до 20-25%, и воздух этот достаточно равномерно распределен по объему смеси.
Формообразование.
При правильно подобранных составе бетона, параметрах вибрационных воздействий и величине давления со стороны пуансона обеспечивается разжижение цементного теста, т. е. частицы заполнителя сближаются, вокруг них образуются тонкие структурированные оболочки из цементного теста. В результате цементно-песчаная смесь приобретает свойства текучести, что обеспечивает практически полное удаление защемленного воздуха.
Эта стадия формования в лучших образцах вибропрессующего оборудования характеризуется пульсирующим характером взаимодействия смеси и пуансона. В процессе вибрации пуансон периодически отрывается от бетонной смеси с последующим ударным воздействием на формуемое изделие.
Суммарное воздействие от пуансона (собственный вес, гидравлическое (пневматическое) давление) и характер вибрационных воздействий назначаются так, чтобы инерционные силы отрыва смогли создать условия пульсирующего режима во взаимодействии «виброплощадка — уплотняемое изделие — пуансон».
Окончательное уплотнение.
Полученное на предварительных этапах уплотнение можно считать близким к требуемому — на этой стадии видимого перемещения пуансона практически не происходит, а осуществляется лишь удаление (частично более равномерное распределение по объему) остатков защемленного воздуха.
Чтобы исключить деструктивные процессы в свежеотформованном изделии и подсос воздуха, на пуансон в этой стадии уплотнения подается добавочное усилие, обеспечивающее замкнутость вибрирующей системы «пуансон — изделие — виброплощадка».
Целесообразно одновременно с увеличением давления повысить частоту колебаний виброплощадки, например, до 100 Гц, что вводит в резонанс мелкие частицы заполнителя, способствуя уплотнению бетонной смеси.
Приведенный выше механизм формования жестких и особо жестких смесей является результатом многолетних исследований и положен в основу алгоритма работы подавляющего большинства зарубежных и отечественных вибропрессов.
Однако вибропрессование в существующих моделях оборудования успешно реализуется при изготовлении конструкций либо имеющих форму толстых плоских пластин, либо изделий, имеющих постоянную высоту и сечение в направлении формования.
При изготовлении конструкций переменной толщины или разновысоких в направлении формования или тонких пластин указанная выше схема формования не обеспечивает качественного уплотнения.
Ухудшение качества уплотнения не только влияет на прочностные характеристики бетона изделий, но и делает плохо предсказуемыми характеристики, зависящие от структуры материала — морозостойкость, водопоглощение, водонепроницаемость.
Ниже приведены способы получения вибропрессованием изделий переменной толщины и изделий фиксированной высоты.
Вибропрессование, как технология в ее классическом варианте, предполагает изготовление изделий постоянной высоты в направлении формования. Обычно это плиты или блоки сплошные либо включающие вертикальные каналы. Эти изделия — классический вариант формования на плоском поддоне.
Получение изделий переменной толщины на поддонах сложной конфигурации, как правило, признается нецелесообразным из-за чрезмерно высокой их стоимости, которая и при плоских поддонах близка к стоимости формовочного оборудования.
Придание изделию иной конфигурации с помощью пуансона гораздо более широко используемый прием.
Так изготавливаются лотки, желоба, крышки колодцев, камни накрывные для цоколей и др.
Однако практика формования изделий переменной толщины способами, применяемыми для изделий постоянной толщины, приводят к недоуплотнению в них отдельных участков. Действительно, при формовании на плоском поддоне мерный ящик смесью постоянной высоты заполняет весь объем матрицы. В результате под фигурным пуансоном уплотняется только самый тонкий участок изделия. При формовании «разновысоких» изделий из смесей с высокой удобоукладываемостью последняя перемещается под пригрузом, а в жестких, особо и сверхжестких смесях этого не происходит, поэтому изделие оказывается неуплотненным.
Разработан технологический прием, включающий дополнительную операцию перед вибропрессованием: после засыпки бетонной смеси мерным ящиком при непрекращающихся вибрационных воздействиях смесь пригружают пуансоном усилием, составляющим -20% усилия формования. Таким образом, бетонная смесь, перемещаясь под воздействием вибрации в замкнутом пространстве, приобретает в верхней ее части форму, соответствующую конфигурации пуансона.
Следующий этап формования — традиционное вибропрессование, однако уплотнение в изделии, содержащем участки разной высоты, в этом случае будет более качественным.
Многолетний опыт работы с особо и сверхжесткими бетонными смесями, формуемыми с использованием методов интенсивного уплотнения показал, что при Ку≥0,97 получается качественный бетон с высокими физико-механическими характеристиками, и что получение более высокого Ку, как правило, не оправдано экономически из-за увеличения затрат на уплотнение бетонных смесей и снижения производительности оборудования.
Таким образом, несмотря на сложившуюся практику, становится очевидной недопустимость недоуплотнения бетона в изделиях с невысокой прочностью, например, в стеновых блоках.
Другой путь получения требуемого уплотнения в изделиях переменной толщины — увеличение удобоукладываемости смеси до уровня, позволяющего на конкретном оборудовании вибрационными воздействиями на бетонную смесь перевести ее в вибросжиженное состояние. Это обеспечит свободное ее перемещение в матрице, причем давление от пуансона не должно этому препятствовать.
Однако при повышении удобоукладываемости бетонной смеси в процессе уплотнения появляется цементное молоко на поверхности свежеотформованного изделия. Цементное молоко может появиться также в результате некачественного перемешивания, когда отдельные объемы смеси имеют повышенное водосодержание, либо от неравномерности амплитудного поля виброплощадки или пуансона. Тогда цементное молоко может выступать не но всей поверхности формуемого изделия, а в отдельных его точках. В результате бетонная смесь прилипает к пуансону, образуя после его подъема вырывы на поверхности изделий.
При повышении удобоукладываемости смеси до уровня, приводящего к появлению цементного молока на всей поверхности формования, происходит прилипание изделия к пуансону, причем ван-дер-ваальсовые силы сцепления так велики, что свсжеотформованное изделие, даже освобожденное от матрицы, поднимается вместе с пуансоном при его возвращении в исходное положение.
Технические решения, исключающие прилипание к пуансону, были получены при разработке технологии вибропрессования цементно-песчаной черепицы — тонкой пластины переменной (10-25 мм) толщины.
Размещение полимерной пленки между изделием и пуансоном полностью исключило прилипание, формуемая поверхность получалась идеально гладкой. Разработан механизм непрерывной протяжки пленки после каждого формования.
Еще более качественный результат был достигнут при формовании черепицы нагретым до 110-120 °C пуансоном. В этом случае между ним и формуемым изделием образовывалась паровая прослойка. В результате черепица не прилипала к пуансону, а ее поверхность после формования была зеркальной. Кроме того, черепица после вибропрессования оказывалась горячей. Было показано, что аккумулированного изделием тепла достаточно для прохождения смесью периода структурообразования, что соответствует времени предварительной выдержки в режиме тепловлажностной обработки.
He менее важным является разработка способа получения вибропрессованием изделий фиксированной высоты и, в первую очередь, стеновых блоков — одной из наиболее массовых конструкций, выпускаемых по технологии вибропрессования.
Калибровка блоков по высоте позволяет не только применить схему кладки «на клей», но и улучшить теплозащитные свойства стен за счет уменьшения толщины горизонтальных мостиков холода.
Схема уплотнения цементно-песчаных смесей в технологии вибропрессования предусматривает опускание жестко связанных между собой элементов пуансона в ячейки матрицы, что предполагает равномерную засыпку бетонной смеси в каждую из ячеек.
Засыпка смеси в матрицу производится мерным ящиком, т.е. производится объемная дозировка смеси, причем в худшем ее варианте. В результате, даже при реализации мероприятий по улучшению засыпки, как правило, количество смеси в каждой ячейке оказывается различным и, следовательно, по-разному уплотненным. В действительности только одно из изделий либо одна из стенок изделия, оказываются качественно уплотненными, все остальные — в той или иной мере недоуплотнены.
Какова мера этого недоуплотнения, и насколько это значимо для свойств бетона? По данным, каждый процент недоуплотнения приводит к снижению прочности на 5-7 %. В целом эту оценку можно считать правильной. Однако это интегральная оценка. Суть недоуплотнения — это несформированная структура бетона: наличие неудаленного из бетонного изделия стихийно расположенного воздуха. Этот воздух может оказаться, например, в зоне главных растягивающих напряжений, и тогда речь уже идет не о процентах снижения прочности — разрушающаяся нагрузка может уменьшиться в несколько раз. Воздух может оказаться близко от граней изделия (так часто бывает при изготовлении тротуарных плит), и тогда эти грани раскрашиваются, обламываются уже в процессе транспортных операций или пакетировки, что ухудшает долговечность и товарный вид изделий.
Ho это еще не самый худший результат недоуплотнения. Для изделий, к которым предъявляются требования по морозостойкости, наличие в них каверн «неорганизованного» воздуха приводит к заполнению их водой. Замерзание-оттаивание этой воды разрушает изделия в течение 1-2 сезонов.
Анализ практики изготовления мелкоштучных бетонных изделий показывает, что достаточным (в том числе и по долговечности) является коэффициент уплотнения Kу = 0,97, т. е. в свежеотформованном бетоне допускается наличие около 3% воздушной фазы. Точность дозировки цементно-песчаной смеси на изделие оценивается в 4-6 %, т. е. суммарный объем воздушной фазы может достигать 9%. Это также означает появление в параллельных формовках разновысоких изделий, что недопустимо, в первую очередь, для стеновых и отделочных материалов.
В практике вибропрессования для получения изделий постоянной высоты используется прием остановки пуансона вибропресса на фиксированной высоте. Это может быть механическая фиксация — упор, либо движение пуансона прекращается под влиянием сигнала от датчика положения.
Очевидно, что при этом недоуплотняются все изделия. Выходом из противоречия является предлагаемый способ использования бетонов с воздухововлечением. Существо способа во введении в бетонную смесь воздухововлекающей добавки в количестве, обеспечивающем до 10% воздухововлечения.
При вибропрессовании изделий с фиксированной высотой опускания пуансона это будет означать, что вовлеченный воздух в разном количестве будет в каждом изделии. Однако этот воздух уже оказывается не случайно размещенным в виде крупных пор, а равномерно распределенным по массе в виде мелких пор воздухововлечения по всему объему изделия. Известно, что такой воздух для бетонов, изготовленных из особо жестких цементно-песчаных смесей, в количестве 5-6% практически не снижает несущей способности изделий, значительно увеличивая их морозостойкость.
Кроме того, воздухововлечение пластифицирует бетонную смесь, и, с учетом этого обстоятельства, прочность бетона может даже вырасти.
Таким образом, механизмом реализации способа формования изделий калиброванной высоты является использование в особо жестких бетонных смесях слитной структуры (т. е. при избытке цементного теста) воздухововлекающей добавки, обеспечивающей воздухововлечение до 10 % и фиксация пуансона вибропресса на уровне требуемой стандартом высоты изделия.
Тогда при правильно подобранном составе бетона одно из уплотняемых изделий будет иметь Ку≥0,97, а остальные Ку = 0,97—0,93, причем разброс прочностных характеристик бетона не будет превышать нормативных требований.
Роликовое формование
Производство мелкоштучных бетонных изделий в отечественной и мировой практике осуществляется, главным образом, вибропрессованием. Преимущества способа настолько значимы, что разработкой других механизмов уплотнения занимаются явно недостаточно.
Однако у вибропрессования имеются и серьезные недостатки: очень «шумная» и «вибрационная» технология, размеры изделий, изготавливаемых вибропрессованием, ограничены.
При габаритах матрицы свыше 1,0 м оборудование становится громоздким, металлоемким. Нагрузки на оборудование возрастают многократно. Нет опыта массового изготовления вибропрессованием железобетонных конструкций.
В значительной мере с целью исключения указанных недостатков был разработан безвибрационный способ уплотнения бетонных (в первую очередь, цементно-песчаных) смесей — роликовое формование.
Сущность способа — послойное уплотнение цементно-песчаной смеси катками, создающими необходимое для уплотнения давление реакцией в катучих опорах.
Был разработан опытный образец агрегата и проведены исследовательские работы на экспериментальной линии для изготовления крупноразмерных неармированных тротуарных плит 1000х1000х100 мм.

Эти исследования позволили определить основные параметры установки (диаметр катков, их длину, число двойных ходов), позволяющие получить качественное уплотнение и исключить такие специфические недостатки роликового формования, как слоистость, трещины разрыва и др. Схема агрегата роликового формования приведена на рис. 5.8, где 1 — форма, 2 — балка, 3 — прессующие ролики, 4 — опорные ролики, 5 — изделие.
На Кретингском заводе строительных конструкций по этой технологии организовано промышленное производство дорожных изделий широкой номенклатуры.
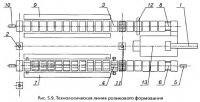
На рис. 5.9 приведена схема технологической линии, включающей 2 горизонтально расположенных транспортных потока с формовочным агрегатом 1 и перекладчиком 2. Формовка производится на поддонах 3, формовочное пространство образуется поперечными перегородками поддона и продольными бортами установки.
Процесс термообработки изделий разделен на 3 ступени:
— предварительная выдержка в камере 7 при температуре 25-30 °С в течение 4-5 ч (изделия находятся на поддонах);
— изотермический прогрев в камере 9 при температуре 70 °С в течение 4-5 ч (изделия находятся на поддонах);
— выдержка изделий в камере 7 без поддонов с транспортировкой их на свежеотформованных изделиях, находящихся на поддонах.
Затвердевшие изделия в процессе транспортировки остывают до 25-30 °С в течение 4-5 ч.

Такая схема тепловлажностной обработки позволила создать компактную высокопроизводительную линию.
Порядок работы линии: поддон со свежеотформованными изделиями 4 толкателем 5 устанавливается на рольганг 6 камеры 7, в которой проходит первая ступень термообработки. Затем поддон с изделиями перекладчиком 2 передается на рольганг 8 камеры 9 для проведения второй ступени ТВО. Поддоны перемещаются толкателем 10. После прохождения камеры 9 затвердевшие изделия распалубщиком 11 снимаются с поддона и устанавливаются на свежеотформованные изделия, находящиеся на рольганге 6, для прохождения третьей ступени термообработки. Освобожденные от изделий поддоны через механизм чистки и смазки 12 направляются на формовочный стол 13.
Перекладчик выполняет две функции: пакетирует изделия, прошедшие полный цикл термообработки, и переносит поддоны с рольганга 6 на рольганг 8.
Роликовое формование позволяет одновременно выпускать различную номенклатуру изделий. Так, на указанной линии из 87 поддонов, имеющихся в технологическом потоке, 40 % предназначены для изготовления магистральных бортовых камней, 11 % — газонных камней, 49 % — тротуарных плит.
Разовый цикл формования составляет 3 мин. Предложенная технология по сравнению с вибропрессованием расширяет возможности производства изделий с отделанной поверхностью, в том числе при использовании для поддонов рельефных листов промышленного изготовления, использовании вместо смазки поддонов замедлителя твердения и др.
Замедлитель твердения позволяет получить декоративную поверхность типа «шагрень», образуемую после «отмывки» поверхностного слоя бетона в изделиях, прошедших тепловлажностную обработку.
Показана принципиальная возможность изготовления роликовым формованием крупноразмерных железобетонных конструкций из песчаного бетона, в том числе дорожных плит 3,0х1,75 м.
Пресспрокат, полусухое прессование
Пресспрокат — весьма ограничено применяемая технология, используемая в России практически только для изготовления цементно-песчаной черепицы.
Черепица изготавливается на фигурных литых поддонах, непрерывной лентой подающихся под формующее устройство.
Из бункера формующего агрегата на поддон высыпается порция особо жесткой цементно-песчаной смеси, которая затем прокатывается (уплотняется) профилированными роликами. Нижняя (профильная, с нерегулярными выступами) поверхность черепицы формуется по профилю поддона, верхняя (продольные волны, элементы замкового соединения) — роликовым устройством.
Преимущества способа: малошумность, высокая производительность, хорошая геометрия изделий, возможность использования особо жестких смесей.
Недостатки: дороговизна поддонов, плохое перераспределение цементно-песчаной смеси под формующим роликом, необходимость использования качественных, преимущественно подготовленных заполнителей, возможность изготовления ограниченного числа конструктивных форм изделий.
Отечественная практика производства черепицы пресспрокатом сталкивается с серьезными проблемами по обеспечению водонепроницаемости изделий.
Отсутствие четких требований к качеству песка-заполнителя, использование карьерных, речных песков без переработки приводит к постоянно меняющимся реологическим характеристикам цементно-песчаной смеси. В результате смесь оказывается неравномерно распределенной по плоскости поддона и, следовательно, по разному уплотненной в различных частях изделий. При принятой схеме формования смесь не имеет возможности, как это происходит, например, при вибропрессовании, перемещаться по поддону под воздействием вибрации. Неравномерность засыпки и связанная с этим неоднородность уплотненного материала приводит не только к снижению прочности, но и к невозможности гарантировано обеспечить водонепроницаемость черепицы. Невозможно проверить каждую черепицу — водонепроницаемость должна обеспечиваться технологией. Ряд фирм, в течение нескольких лет ставивших целью выйти на российский рынок кровельных материалов, несмотря на значительные инвестиции, так и не смогли довести до конца решение этой задачи.
Попытки стабилизировать характеристики сырьевых материалов поставкой песков с определенных карьеров также не привели к необходимым результатам, а попытки использования сухих смесей для выпуска черепицы настолько повысили стоимость изделий, что она приблизилась к стоимости металлочерепицы.
В результате производители стали наносить на поверхность затвердевшей черепицы полимерный слой, который не только исключил протечки в кровле, fio и украсил ее. В рекламном проспекте, однако, потребителю предлагается не только цветная с нанесенным покрытием черепица, но и черепица без покрытия. Целесообразно было бы нанесение на свежеотформованную черепицу цветного коллоидно-цементного клея (результат совместного помола цемента с пигментом), обеспечивающего кольматацию пор поверхностного слоя. Кроме того, это позволило бы сэкономить краситель и исключить возможность отслоения полимерного слоя.
Имеются сведения об использовании технологических линий пресспро-ката для изготовления тротуарных плит — изделий, пользующихся гораздо более высоким спросом, чем черепица. Тротуарные плиты — толстые плоские пластины постоянной толщины, и их формование пресспрокатом более простая задача, чем изготовление черепицы.
Формование тротуарных плит происходит на плоском поддоне, представляющем собой металлический лист толщиной 4 мм, что делает изготовление поддонов весьма несложной задачей.
Высота тротуарных плит (обычно это 70-80 мм) позволяет перемещение смеси под уплотняющим роликом и, следовательно, более качественное их формование.
К недостаткам технологии следует отнести возможность получения в тротуарных плитах рельефа только в виде продольных полос и фаски только в направлении перемещения плит по конвейеру.
Из литературных источников неясно, удалось ли получить фаску в направлении, перпендикулярном движению, при резке непрерывной ленты формуемой плиты на изделия. Предполагалось, что образование поперечной фаски может быть организовано одновременно с разрезкой.
Полусухое прессование — технология, предусматривающая разовое интенсивное силовое воздействие прессующего органа на бетонную смесь без вибрации. Очевидны как недостатки способа, так и его преимущества.
К последним относятся малошумность, возможность использования смесей более высокой подвижности, чем при вибропрессовании, в первую очередь, из-за отсутствия вибрации, приводящей к прилипанию пуансона к изделию. Технология полусухого прессования позволяет обеспечить увеличение производительности формующего оборудования, возможность расширить диапазон удобоукладываемости формуемых смесей, а также получать изделия с декоративной поверхностью. При полусухом прессовании цементно-песчаных смесей получается поверхность типа «шагрень», потому что цементное молоко не выступает на поверхность изделия, «замазывая» заполнитель.
Основной недостаток полусухого прессования — сложно только давлением без вибрации качественно уплотнить бетонную смесь. Поэтому, как правило, технология применяется при производстве тонких ненесущих либо малонагруженных изделий, например, отделочных материалов.