
Электроискровым способом вырезают детали из твердого сплава и шлифуют их с высокой точностью и качеством обработанной поверхности.
Сущность способа заключается в следующем. При прохождении импульса тока между электродом 1 и обрабатываемым изделием 2 возникает источник тепла, что приводит к плавлению и испарению металла. Расположение зон теплового воздействия показано на рис. 63. Величина зон определяется временем воздействия тепла, т. е. величиной и длительностью импульса. При нагреве разрушаются кобальтовые слои сплава и в поверхностном слое сплава образуются микротрещины. Таким образом, обработка сплава заключается в термическом воздействии искровых разрядов, проходящих между электродом-инструментом, причем температура достигает десятков тысяч градусов.
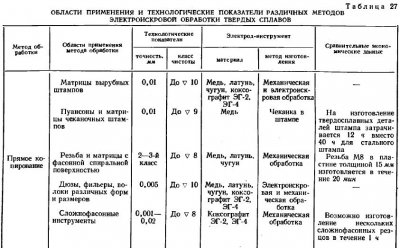
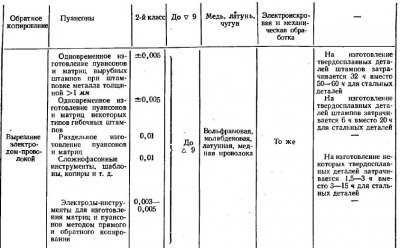
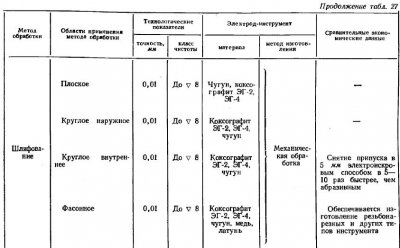
Области применения и технологические показатели электроискрового способа представлены в табл. 27.
Области применения способа по технологическим признакам подразделяют на:
а) обработку при поступательном движении электрода-инструмента и неподвижном изделии (аналогично строганию, долблению, протягиванию);
б) обработку при перемещающемся электроде-инструменте и вращении изделия (аналогично точению), а также при вращающемся электроде-инструменте и перемещении изделий (аналогично фрезерованию, растачиванию, плоскому шлифованию, разрезке);
в) обработку при вращающихся электродах (аналогично круглому шлифованию).
Обработка твердого сплава производится с использованием постоянного тока. Для этой цели применяют генераторы импульсов типа RC. Принцип действия электроискровой установки следующий. Конденсатор заряжается от источника постоянного тока через балластное сопротивление. Обрабатываемое изделие включают в качестве анода, а электрод — в качестве катода. При сближении электродов в момент пробоя межэлектродного промежутка накопленная конденсатором электрическая энергия разряжается кратковременным импульсом. Под действием импульса разрушаются частицы с поверхности твердого сплава.
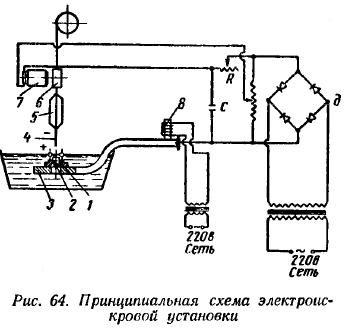
В качестве примера приведем принципиальную схему электроискровой установки для изготовления отверстий малого диаметра (рис. 64). Твердосплавную заготовку 1 устанавливают в соответствующее гнездо — латунной сменной шайбы 2, которая закреплена на столе 3 установки, причем ось посадочного гнезда для крепления за готовки совпадает с осью проволоки-инструмента 4. Проволока направляется кондуктором 5 и перемещается с помощью роликов 6, приводимых в действие регулятором прямого действия 7. Чтобы обеспечить удаление продуктов разрушения твердого сплава, стол вместе с заготовкой подвергается вибрации с частотой 50 или 100 гц с помощью электромагнитного вибратора 8 (амплитуда колебания стола 0,01—0,05 мм). Конденсатор С через сопротивление R заряжается от источника постоянного тока д.
Твердый сплав обрабатывают в жидкой диэлектрической среде, для чего оба электрода (инструмент и изделие) помещают в керосин или трансформаторное масло. Жидкость между электродами в процессе обработки должна находиться в движении, для чего ее прокачивают. Для этой цели применяют механизмы, работающие на принципе нагнетания отсоса или инжекции.
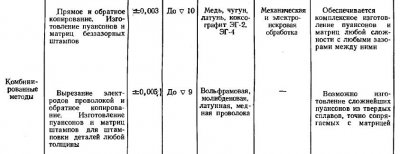
Величина износа электрода-инструмента влияет на все технико-экономические показатели электроискровой обработки. В свою очередь величина износа электрода предопределяется его материалом. Практикой установлено, что электроды, изготовленные из коксографитовой композиции марки ЭГ-2, имеют относительный износ 8—11%, из меднографитовой композиции 25%, из вольфрама 50%, вольфрамомедной 30%), молибденомедной металлокерамической композиции 40%. Наибольшая производительность достигается при использовании электродов из латуни, вольфрама, меднографитовой, вольфрамомедной, молибденомедной, коксографической композиций.
Наиболее рационально применение электродов-инструментов из латуни ЛС59, меди, чугуна, коксографита. Совершенно непригодны для изготовления электродов-инструментов при обработке твердых сплавов сталь, алюминий, графит. Электроды-инструменты готовят в виде проволоки, кругов и сложных деталей.
При использовании электроискрового способа обработки твердых сплавов применяют следующие методы:
1. Метод прямого копирования геометрических форм электрода-инструмента в обрабатываемой заготовке.
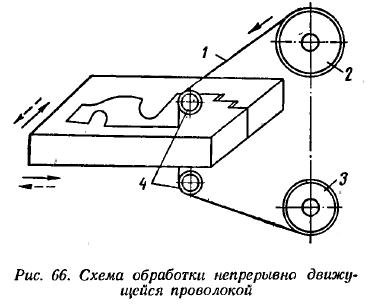
2. Метод вырезания детали непрофилированным электродом-инструментом (непрерывно движущейся проволокой).
3. Шлифование изделий твердого сплава.
4, Комбинированные методы.
Метод прямого копирования наиболее распространен при электроискровой обработке твердого сплава. Сущность метода заключается в том, что в обрабатываемую деталь внедряется электрод-инструмент, идентичный по своей геометрии требуемой форме. В качестве примера приведем изготовление сложнофасонного резца этим методом.
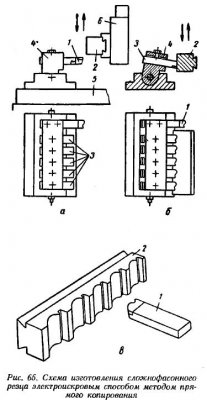
Сложнофасонный резец изготавливают на электроискровом станке типа ЭИ-ОЗИД-1 с питанием от генератора RC следующим образом (рис. 65): предварительно обработанную заготовку электрода-инструмента 2 из коксографитового материала закрепляют на рабочей головке 6 станка. В специальном резцедержателе 4, который устанавливают на столе 5, закрепляют профилирующий резец 1 для правки электрода-инструмента и обрабатываемые заготовки резцов 3 (рис. 65,а). Рабочей головке 6 задается возвратно-поступательное движение и профилирующим резцом I формируется профиль на электроде-инструменте (рис. 65,в). После профилирования обрабатывающего электрода начинается процесс электроискровой обработки резцов 3 на грубом режиме. После удаления основной массы державки резца и твердого сплава с пластинки стол -5 с обрабатываемыми резцами 3 перемещается к электроду-инструменту 2 на величину зазора между ними, после чего проводят обработку на мягком режиме. После окончательного образования профиля электроискровым способом обработанные резцы 3 подводятся вплотную к электроду-инструменту 2 и рабочей головке 6 сообщается возвратно-поступательное перемещение (рис. 65,б). Выполнение этой операции обеспечивает зачистку и доводку профиля обработанных резцов 3. На станке одновременно обрабатывают 15—20 резцов.
Методом прямого копирования проводят следующие операции: разрезание круглых и плоских заготовок, вырезание сложнофасонных заготовок, изготовление отверстий в детали, образование резьбового профиля в отверстиях детали, изготовление матриц чеканочных штампов, полостей ковочных штампов, пуансонов для высадки головок болтов, фильер и волок для волочения прутков круглого и фасонного сечений, рабочей полости пуансонов для высадки различных деталей, стружкозавивающих канавок.
Метод вырезания детали непрофилированным электродом-инструментом. При методе прямого и обратного копирования необходимо изготовлять сложнофасонные электроды-инструменты, поэтому рационально обрабатывать твердые сплавы электродом простой формы. В некоторых случаях рационально применять метод вырезания детали непрофилированным электродом-инструментом, т. е. электрод в виде проволоки.

Сущность метода состоит в следующем. Прошлифованную заготовку с укрепленным на ней копиром устанавливают па столе установки. Станок имеет устройства, с помощью которых электрод-проволока 1 перемещается относительно заготовки (рис. 66). Проволока перематывается с катушки 2 на катушку 3, проходя через направляющую систему, состоящую из роликов 4 и направляющей скобы. В процессе обработки изделие перемещается относительно непрерывно движущейся проволоки. Заготовки с шаблоном при этом находятся между направляющими элементами скобы, направление перемещения заготовки определяется размерами и формой копира, закрепленного на заготовке, причем копир изолирован от заготовки. Проволока одновременно служит электродом и щупом, задающим относительное перемещение проволоки и заготовки. Копир к заготовке крепится с помощью болтов, струбцин или клея. В качестве материала проволоки применяют латунь ЛС62.
По технологическим особенностям изготовления деталей проволочным электродом можно разбить инструменты на две группы:
а) инструменты без сопрягаемых по контуру деталей (высадочные матрицы, пуансоны, волоки, лекала, шаблоны);
б) инструменты с сопрягаемыми деталями (пуансоны и матрицы вырубных штампов).
При изготовлении изделий первой группы проволоку врезают в заготовку до конца, а дальше относительное перемещение осуществляется автоматически по копиру. При изготовлении изделий с внутренним контуром проволоку заводят через технологическое отверстие внутри контура.
Применение этого метода наиболее рационально при изготовлении изделий с криволинейным контуром.
Данным методом проводят криволинейное разрезание деталей, изготовляют пуансоны и матрицы гибочных, отрезных штампов, фасонные призматические резцы, резьбовые гребенки, стружкозавивающие канавки.
Электроискровое шлифование твердых сплавов находит все большее распространение.
Сущность способа состоит в том, что твердосплавную поверхность изделия шлифуют вращающимся электродом-инструментом, изготовленным в виде круга из чугуна, коксографита, меди. Периферия круга имеет профиль, обратно копирующий профиль обрабатываемого изделия. Для правки круга используют профилирующий круг из коксографита.
Электроискровое шлифование включает следующие операции: шлифование с помощью круга цилиндрических и конических поверхностей (внутренних и наружных), шлифование плоских поверхностей, снятие больших припусков непрерывно движущейся проволокой на цилиндрических и плоских поверхностях.
Качественная обработка твердых сплавов достигается при скоростях круга 15—20 м/сек.
Шлифовку твердых сплавов электроискровым способом обычно проводят в ванне с трансформаторным маслом. В качестве источника питания электротоком используют машиноимпульсные генераторы типа МИГ-3А и МИГ-ЗБ. Обработку твердых сплавов рационально проводить на трех режимах, характеризующихся значениями Iк.з: первый режим 28 а, второй режим 17 а, третий режим 9 а.
Электроискровое шлифование плоских и круглых поверхностей целесообразно для предварительной обработки твердосплавных деталей и снятия больших по размерам припусков. С целью получения чистоты обработанной поверхности выше 7—8-го классов по ГОСТ 2789—59 необходимо использовать в качестве окончательной операции алмазное шлифование или доводку пастой с карбидом бора. При этом под алмазное шлифование необходим размер зерна 0,1—0,12 мм, а под доводку карбидом бора — не более 0,05 мм.
Электроискровое шлифование рационально применять при изготовлении сложноконтурных деталей, например фасонных резцов.