
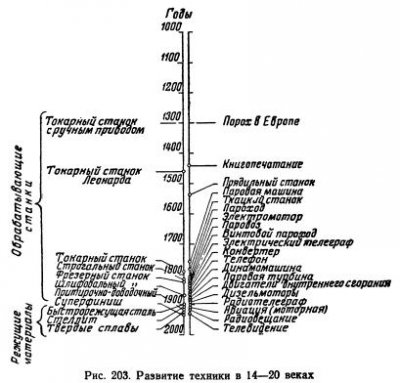
Прогресс техники тесно связан с развитием таких средств производства, как инструменты и станки. Эту связь отчасти иллюстрирует рис. 203.
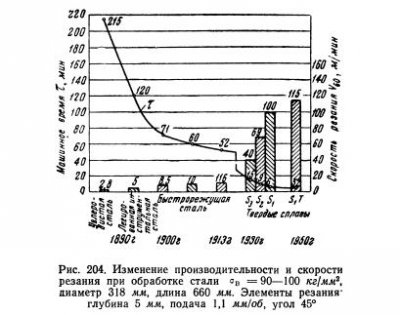
Существенное значение в развитии технологии производства имели точность, скорость и производительность. Если точность могли повышать путем усовершенствования станков и введения все более чувствительных методов измерения, то скорость и производительность лимитировались имевшимися режущими материалами. В начальный период развития техники скорость резания составляла едва несколько метров в минуту, так как режущие инструменты из углеродистой стали не допускали более высоких скоростей. Лишь разработка и внедрение высоколегированной инструментальной стали, а позднее (Тейлором и Уайтом около 1900 г.) быстрорежущей стали создали необходимую предпосылку для повышения скорости резания до 20—40 м/мин. Решающий прогресс в современной технологии принесла разработка металлокерамических твердых сплавов, предшественниками которых были литые стеллиты. С введением спеченных вольфрамокобальтовых твердых сплавов (1926 г.) и твердых сплавов WC-TiC-Co и WC-TiC-TaC-Co (1931—1937 гг.) скорость резания при обработке чугуна, стали и других металлических материалов значительно превысила 100 м/мин, а при резании легких металлов даже 1000 м/мин. На рис. 204 наглядно показано это развитие. Показано также, как в ходе развития режущих материалов сильно изменилось чистое машинное время, например при обточке стали. При применении твердого сплава время обработки уменьшилось по сравнению с обработкой быстрорежущей сталью приблизительно в 10 раз.
Появление твердых сплавов привело к обстоятельному исследованию их свойств. Особенно следует отметить работы испытательных лабораторий Высших технических школ в Аахене и Мюнхене. В последней были разработаны первые руководящие данные для точения твердосплавными резцами, причем критерием периода стойкости резца, введенным Валлихсом и Хунгером в 1936 г., служила ширина ленточки износа.
Развитие твердосплавных инструментов оказало сильное влияние на станкостроение. В связи с возросшими скоростями резания необходимо было существенно увеличить мощности, которые у современных станков достигли 100 квт и больше. Привод необходимо было сделать свободным от вибрации, всю конструкцию станка — более прочной и жесткой.
Наряду со станками для обработки изделий необходимо было создать специальные станки для заточки твердосплавных инструментов.
Лишь одновременное развитие режущих материалов и металлорежущих станков сделало возможным полное использование режущих свойств высокопроизводительных твердых сплавов и обусловило небывалый рост мощности станков, повышение качества и снижение себестоимости изделий во второй четверти XX столетия.
