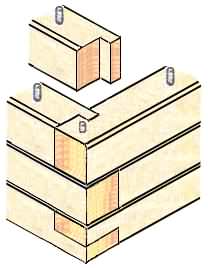
Общие сведения. Нагелями называют стальные или деревянные вкладыши в форме цилиндра или пластинки, препятствующие смещению соединяемых элементов без распора последних. К цилиндрическим нагелям относятся болты и штыри (стержни из круглой стали), а также проволочные гвозди (рис. II—47,в). Значительно реже в строительстве встречаются цилиндрические дубовые нагели, трубки (обрезки газовых труб), гвозди фасонных профилей крупных диаметров и большой длины со специальной заточкой конца, глухари и шурупы. Общий вид соединений с помощью цилиндрических нагелей (болтов, штырей и гвоздей) представлен на рисунке II—48.
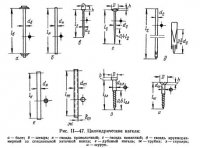
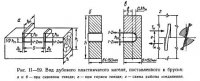
Пластинчатые нагели (пластинки) имеют форму тонкого прямоугольного параллелепипеда (рис. II—49). Пластинки делают из твердой сухой древесины (обычно из дуба) или из стали. Пластинчатые нагели применяют для соединения брусьев в составных балках.
В зависимости от способа постановки нагелей различают: нагели, закладываемые в приготовленные для них отверстия, соответствующие их полному размеру, — болты, штыри, трубки, дубовые цилиндрические и пластинчатые нагели;
нагели, забиваемые или завинчиваемые без предварительной подготовки гнезд, — гвозди проволочные диаметром до 6 мм, некоторые виды стальных пластинок и тонкие шурупы диаметром не более 4 мм;
нагели, забиваемые или завинчиваемые в отверстия, подготовленные для них не на полную глубину и не на полный диаметр, например гвозди диаметром более 6 мм, глухари и шурупы диаметром более 4 мм, а также гвозди, забиваемые в древесину твердых пород.
В зависимости от способов загружения соединения бывают симметричные (рис. II—50) и несимметричные. В зависимости от количества плоскостей, по которым может произойти смещение (сдвиг) соединяемых элементов, различают соединения односрезные, двусрезные и многосрезные.

Характер работы нагельных соединений представлен на рисунке II—51. При сдвиге соединяемых элементов стальные нагели в основном работают на изгиб, а древесина элементов — на смятие. При больших сдвигах древесина скалывается. Скалывание может произойти и при небольших сдвигах, но при жестких нагелях и при относительно малых расстояниях между их осями вдоль волокон. Процесс скалывания осложняется раздиранием (расклиниванием) древесины под влиянием сил смятия, направленных нормально к цилиндрической поверхности отверстия. При малом расстоянии между нагелями поперек волокон древесина может разорваться в поперечном сечении или по косо расположенным поверхностям.
При сдвиге соединяемых элементов нагель (стержень) не только изгибается, но и немного растягивается, так как смещению стержня вдоль гнезда препятствуют силы трения. Особенно эффективно проявляется работа нагеля на растяжение в болтовых соединениях, если последние были туго стянуты (рис II—51,б).
Защемление стержня болта у головки и гайки и его растяжение уменьшают деформации стержня от изгиба, способствуют более равномерному распределению сминающих напряжений по длине гнезда и в результате сокращают сдвиг соединения. Растягиваясь, болты прижимают соединяемые элементы друг к другу, что создает между ними значительные силы трения и уменьшает дальнейшие деформации в соединении. Работа болтов на растяжение повышает предельную разрушающую нагрузку и при соблюдении надлежащих расстояний между осями нагелей придает характеру работы болтового соединения большую вязкость.
Работа нагелей весьма сложна и в некоторой мере напоминает работу клепаного соединения. Подобно клепаным соединениям стальных конструкций в нагельных соединениях деревянных элементов принято говорить о нагрузке, приходящейся или допускаемой на один «срез» (шов) нагеля. В применении к деревянным конструкциям это выражение весьма условно, так как нельзя срезать стальной нагель деревянными брусками.
При расчете нагельных соединений, так же как и клепаных, пренебрегают неравномерностью распределения сминающих напряжений по цилиндрическим поверхностям в направлении поперек оси нагеля и учитывают условные напряжения смятия, отнесенные к диаметральному сечению и распределенные по нему равномерно.
В отличие от клепаных соединений при расчете нагельных нельзя пренебрегать неравномерностью сминающих напряжений вдоль гнезд и работой стержня нагеля на изгиб. Эти обстоятельства вносят большие осложнения в теорию нагельных соединений.
Работа нагеля в начальный момент загружения соединения представляет собой работу упругой балки, лежащей на упругом основании и нагруженной упругой же средой, то есть типичный пример так называемой контактной инженерной задачи, в которой теснейшим образом взаимодействуют опоры, балки и нагрузки.
Довольно быстро (при тонких нагелях в пределах допускаемой нагрузки) в древесине соединяемых элементов начинаются остаточные деформации, и соединение вступает в состояние упругопластической работы. С дальнейшим ростом нагрузки влияние пластических деформаций увеличивается весьма быстро.

Если расстояния между нагелями не чрезмерно малы, а диаметр нагеля не слишком велик по сравнению с толщиной соединяемых элементов, разрушение соединения сопровождается столь большими пластическими деформациями, что расчет таких соединений по стадии упругой работы был бы очень далек от действительности.
На рисунке II—52,а представлен характер изменения эпюры сминающих напряжений вдоль гнезда нагельного соединения из элементов постоянной толщины при уменьшении жесткости нагеля (за счет уменьшения диаметра), а на рисунке II—52,б, в — то же, при постоянной жесткости нагеля и меняющейся толщине соединяемых элементов.
Точный расчет симметричного, только двусрезного соединения с деревянными накладками, даже при условии большого числа упрощающих допущений, представляет статически неопределимую задачу, решение которой приводит к чрезвычайно громоздким формулам, неприемлемым для практического проектирования.
Обычно авторы исследуют работу нагеля как балки, лежащей на однородном упругом основании и нагруженной на одном конце сосредоточенной силой (что соответствует односрезному соединению) или двумя сосредоточенными силами на обоих концах (что соответствует симметричному двусрезному соединению). Такие расчетные схемы приближаются к случаям соединения деревянных брусьев с тонкими металлическими накладками и очень далеки от действительной работы соединений деревянных элементов между собой. Кроме того, предположение об упругой работе соединения справедливо лишь для начальной стадии загружения, сам же характер упругой работы весьма изменчив и неопределен.
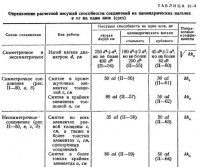
Определение несущей способности соединений на цилиндрических нагелях. На основании многочисленных теоретических и экспериментальных исследований в лаборатории деревянных конструкций ЦНИПС (ныне ЦНИИСК) разработан практический метод расчета соединений на цилиндрических нагелях, принятый СНиП II—В.4—62.
Формулы для определения расчетной несущей способности цилиндрического нагеля в соединениях элементов из сосновой и еловой древесины при направлении усилий, передаваемых стальными или дубовыми цилиндрическими нагелями вдоль волокон древесины и гвоздями под любым углом, при расчете защищенных от увлажнения и перегрева конструкций на совместное воздействие постоянной и временной нагрузок приведены в таблице II—3.
Расчетную несущую способность нагельного соединения в рассматриваемом шве принимают равной наименьшему из значений, определенных по условиям изгиба нагеля и смятия соприкасающихся по шву элементов.
В случае применения древесины других пород (не сосны и ели), а также иных условий работы к расчетной несущей способности соединения, определенного по таблице II—3, вводят поправочные коэффициенты k, предусмотренные таблицами 1—3 (в графе смятие), 1—4, 1—5 и 1—6.
В случае передачи усилия под углом а к волокнам соединяемых элементов к формулам таблицы II—3 вводят поправочный коэффициент ka, значения которого приведены в таблице II—4. Для соединений на гвоздях диаметром не более 6 мм принимают при любых углах kа=1.
При расчете нагельных соединений по смятию вводят произведение коэффициентов kk?, по изгибу—?kk? (см. последнюю колонку табл. II—3).

Расчетную несущую способность нагельного соединения в несимметричных двусрезных соединениях при различной толщине элементов определяют с учетом следующих дополнительных указаний:
— для определения несущей способности соединения по изгибу нагеля толщину крайнего элемента а принимают не более 0,6с;
— для определения несущей способности соединения по смятию в промежуточном элементе при толщине крайнего а?0,5с пользуются формулой 35 cd, вводя Коэффициент 0,7; для значений толщины а от 0,5 с до 1 с величину коэффициента находят интерполированием между 0,7 и 1; если а?с, то пользуются формулой 35ad.
Стальные накладки и прокладки в нагельных соединениях допустимы при условии плотной постановки нагелей в гнезда, например при постановке в предварительно-просверленные в накладках отверстия односрезных гвоздей, винтов или глухих стальных нагелей. Последние должны быть заглублены в древесину не менее чем на 4 их диаметра.
Несущую способность нагельного соединения со стальными накладками и прокладками определяют в соответствии со сделанными выше указаниями; при этом в расчете по изгибу нагеля принимают наибольшее значение несущей способности,, то есть для гвоздей 400 d2, а для нагелей 250 d2. В стальных накладках и прокладках необходимо проверить прочность на растяжение по ослабленному сечению и прочность на смятие стенок отверстий.
Ставить нагели разных видов в растянутых стыках и учитывать их совместную-работу не рекомендуется.
При необходимости в этом суммарную несущую способность нагелей разных видов снижают не менее чем на 10%.
Размещение нагелей. Способ расчета нагельных соединений, принятый в практике нашего проектирования и изложенный в предыдущем параграфе, предусматривает проверку прочности соединений на смятие и прочности нагеля на изгиб.
Работа древесины на скалывание вдоль волокон или на раскалывание (раздирание) при передаче усилия под углом к волокнам этим расчетом не учитывается. Прочность древесины на скалывание или раскалывание должна быть обеспечена надлежащим порядком размещения нагелей в соединениях.
При назначении расстояния между нагелями необходимо учитывать способ постановки нагелей и допускаемую интенсивность смятия древесины соединяемых элементов.
Выше отмечалось, что нагели ставят в отверстия, заранее рассверленные на полный диаметр и полную глубину, в отверстия, рассверленные не полностью, или забивают без предварительной подготовки отверстий.
Сверлить отверстия рекомендуется электросверлом с направляющей рамой. Диаметр сверла обычно назначают равным диаметру нагеля. Вследствие упругих свойств древесины фактический диаметр отверстия оказывается немного меньше диаметра сверла, что и обеспечивает достаточную начальную плотность соединения.
Увод сверла сокращает расстояние между соседними отверстиями, что особенно существенно сказывается при толстых пакетах.
Для достижения прочности древесины соединяемых элементов на скалывание при нагелях, вставляемых в заранее рассверленные отверстия, расстояния вдоль волокон между осями стальных нагелей s1 (рис. II—53, а) и от оси крайнего нагеля до торца S2 должны быть не менее 6 d. В пакетах толщиной более 10 диаметров нагеля, учитывая возможность косого просверливания отверстий, эти расстояния следует увеличить до 7 d.
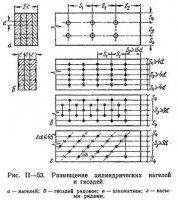
Расстояния поперек волокон между осями соседних стальных нагелей s3 (рис. II—53, а) в пакетах толщиной ?c?10d назначают не менее 3,5 d, а от оси крайнего нагеля до кромки s4 — не менее 3 d. В тонких пакетах при ?c?10 d эти расстояния можно уменьшить на 0,5 d, то есть принять S3=3d и S4=2,5 d.
Нагели размещают по двум или четырем продольным рядам. Располагать нагели в один или три продольных ряда не допускается вследствие часто образующихся усушечных трещин посредине ширины брусьев (досок). Исключение составляют нагели в брусках небольших поперечных сечений, в которых нет сердцевины. Размещать нагели в шахматном порядке не рекомендуется.
Допускаемая нагрузка на дубовые нагели значительно меньше, чем на стальные (того же диаметра). Это позволяет в соединениях на дубовых нагелях при ?с?10 d уменьшить расстояния вдоль волокон s1 и s2 до 5 d, а расстояния поперек волокон S3 до 3 d и S4 до 2,5 d. При ?с?10 d назначают s1=s2=4 d, a s3=S4=2,5 d.
При назначении минимального расстояния между гвоздями необходимо учитывать опасность раскалывания древесины, которое тем более вероятно, чем больше диаметр забиваемого гвоздя и чем тоньше пробиваемая доска. Поэтому наименьшее расстояние s1 вдоль волокон между осями соседних гвоздей (рис. II—53, б) принимают в зависимости от соотношения между толщиной с наиболее тонкого из пробиваемых элементов и диаметром гвоздя d, а именно при с?10d s1=15d; при с=4d s1=25d. Значения s1 для промежуточных соотношений с:d находят при помощи интерполяции. Для элементов, не пробиваемых гвоздем насквозь, независимо от соотношения с: d можно принимать расстояние s1=15 d. Расстояния s2 вдоль волокон от крайнего гвоздя до торца во всех случаях должны быть не меньше 15 d, а расстояния поперек волокон s3 между рядами гвоздей и от крайнего ряда до кромки — не меньше 4 d. При размещении гвоздей в шахматном порядке или косыми рядами (рис. 11—53, в, г) с углом ??45° расстояние s3 между соседними рядами гвоздей может быть уменьшено до 3 d.
Особенности проектирования соединений на стальных цилиндрических нагелях. Диаметр нагелей в соединении рекомендуется назначать с таким расчетом, чтобы допускаемые на один срез нагрузки по прочности древесины на смятие и по прочности стержня на изгиб были примерно одинаковы. В этом случае работоспособность древесины соединяемых элементов и стали нагелей наибольшая. Соотношение между толщиной крайних элементов а или средних с, с одной стороны, и диаметром нагеля d, с другой, при котором допускаемые нагрузки по расчету на смятие и изгиб одинаковы, называют оптимальным соотношением.
Оптимальное соотношение между толщиной промежуточного элемента и диаметром нагеля в симметричном соединении, передающем усилие вдоль волокон, находят, приравнивая наибольшую несущую способность нагеля по изгибу несущей способности соединения по смятию (формулы II—55, 56 и 57): 250 d2 = 50 cd и 250 d2 = 80 ad, откуда получается соответственно

При проектировании рекомендуется пользоваться следующими диаметрами нагелей из круглой стали: 12, 16, 18, 20, 22 и 24 мм.
Особенности проектирования соединений на проволочных гвоздях. Работа соединений на гвоздях существенно отличается от работы соединений на нагелях из круглой стали:
— значительно меньшим диаметром поперечного сечения гвоздей (4—6 мм против 12—24 мм у нагелей);
— более высоким пределом текучести материала гвоздей (5600— 8000 кг/см2 против 2300—3000 кг/см2 у круглой стали);
— забивкой гвоздей без предварительной подготовки отверстий.
Благодаря малому диаметру гвоздей величина разрушающей нагрузки в гвоздевых соединениях почти не зависит от угла между направлениями усилия и волокон. Размер деформаций в соединениях, передающих усилие поперек волокон, примерно на 30—50% больше, чем в соединениях с усилием вдоль волокон.
Несущая расчетная способность гвоздевых соединений не зависит от угла встречи усилия и волокон.
Когда забивают гвозди, в древесине образуются трещины, которые повышают деформируемость соединения и могут быть причиной преждевременного разрушения. С другой стороны, при забивке гвоздей древесина значительно уплотняется, особенно в направлении, перпендикулярном к волокнам. Это уплотнение устраняет начальные («рыхлые») деформации в гвоздевых соединениях и обеспечивает высокую начальную плотность их. Однако местные напряжения значительно превосходят предел пластического течения древесины и могут быть причиной ранних пластических деформаций гвоздевых соединений. Малая жесткость проволочного гвоздя обусловливает большую неравномерность в распределении напряжений смятия вдоль гнезда и быстрое достижение древесиной пластического состояния у краев соединяемых элементов.
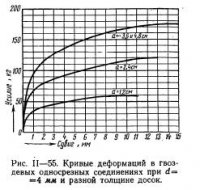
Многочисленные испытания показали, что диаграммы работы гвоздевых соединений имеют криволинейный характер от начала загружения (ЦНИПС, рис. II—55). Поэтому несущую способность гвоздевых соединений назначают с таким расчетом, чтобы не только обеспечить необходимый запас прочности, но и чтобы сдвиг в соединении не превышал определенной величины.
Допускаемая величина сдвига в гвоздевых соединениях принята меньшей, чем в соединениях на стальных нагелях; причина — ползучесть гвоздевых соединений, то есть возрастание деформаций с течением времени в соединениях, находящихся под постоянной нагрузкой.
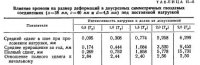
Опыты Ю.М. Иванова, проведенные в ЦНИПС над двусрезными гвоздевыми соединениями под постоянной нагрузкой, показали, что полный сдвиг в швах по истечении года в среднем в 2,5 раза превышал сдвиг, замеренный непосредственно после приложения нагрузки. Абсолютный размер деформаций, получаемых с течением времени, зависит от величины нагрузки, но на относительной величине их нагрузка не отражается (см. табл. II—5).
Снижением допускаемых нагрузок нельзя устранить ползучесть в соединениях на гвоздях, а лишь уменьшить абсолютный размер пластических деформаций. Щели сильно влияют на размер пластических деформаций. Сдвиги под расчетной нагрузкой в лабораторных образцах со щелями оказались в 3 раза больше, чем в целых образцах. Влияние щелей на величину разрушающей нагрузки значительно меньше (по опытам ЦНИПС снижение нагрузки составило всего 12%).
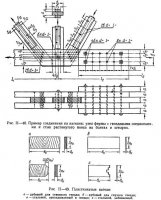
В соединениях поясов со сплошной перекрестной стенкой расчет гвоздей ведут в предположении монолитности стенки, расчетную толщину которой принимают равной суммарной толщине ее досок. В этом случае, несущую способность на один шов (срез) гвоздя, исходя из прочности на смятие стенки и пояса, определяют по формулам таблицы II—3 с введением поправочного коэффициента 0,8, учитывающего составной характер стенки.
Для соединения элементов строительных конструкций обычно применяют гвозди диаметром d=4 мм, длиной l=100 и 120 мм; d—5 мм, l=120 и 150 мм и d = 6 мм, l=150 и 200 мм.
Для забивания гвоздей диаметром более 6 мм нужно предварительно рассверлить гнездо. В древесине твердых пород (дуб, бук и т. п.) также следует предварительно высверливать отверстия около 0,9 диаметра гвоздя и глубиной около половины его длины. Применение лиственницы в гвоздевых конструкциях не допускается из-за сильного растрескивания. Некоторые сорта пихты также подвержены растрескиванию.
Расчет гвоздевых соединений при d?6 мм ведут по правилам, установленным для соединений на нагелях из круглой стали. Последнее нельзя признать вполне правильным, так как круглая сталь малых диаметров имеет повышенный предел текучести по сравнению со сталью крупных диаметров, а сталь проволочных гвоздей — тем более. Кроме того, уплотнение древесины, происходящее при заколачивании в нее гвоздей в предварительно рассверленные не на полный диаметр отверстия, обеспечивает лучшее использование работы древесины на смятие при передаче усилия под углом к волокнам.
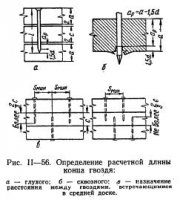
При определении расчетной длины защемления конца проволочного гвоздя ар (рис. II—56,а) заостренную часть гвоздя (пирамидку) не учитывают. Длину этой части принимают равной 1,5 d. Кроме того, учитывая возможность существования щелей между досками или колебания в размерах самих досок, на каждый пройденный гвоздем шов из длины гвоздя вычитают по 2 мм. Таким образом, расчетную часть конца гвоздя определяют по формуле:
аp = lг — а — nс — (n+1) 2 — 1,5 d,
где lг — длина гвоздя, мм;
а — толщина крайнего, насквозь пробитого элемента;
nс — сумма толщин промежуточных элементов, насквозь пробитых гвоздем; n — число промежуточных, насквозь пробитых элементов;
n+1 — число швов, пройденных гвоздем.
Если длина защемления конца гвоздя окажется меньше 4 d, то работу такого конца расчетом не учитывают.
При свободном выходе конца гвоздя из пакета расчетная толщина последнего из пробиваемых элементов уменьшается на 1,5 d вследствие часто наблюдаемого в таких случаях откола (отщепления) части древесины (рис. II—56,б).
Во избежание растрескивания следует назначать толщину досок не менее 4 диаметров гвоздя.
При заглублении забиваемых навстречу друг другу гвоздей большем чем 2/3 толщины элемента нужно соблюдать наименьшее допустимое расстояние sмин в среднем элементе, что приводит к увеличению шага гвоздей, забиваемых с одной стороны, в 2 раза. На эту деталь следует обращать внимание как при проектировании, так и при возведении гвоздевых конструкций. Малое расстояние между встречными гвоздями в средней доске может привести к растрескиванию последней и к потере гвоздевыми соединениями их несущей способности. Этот дефект особенно неприятен тем, что при внешнем осмотре его нельзя обнаружить.
Для прикрепления отдельного элемента желательно ставить не менее 4 гвоздей. Во всех узлах, осуществленных с помощью гвоздей, нужно ставить хотя бы один стяжной болт диаметром не менее 12 мм.
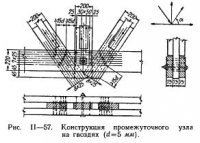
Учет совместной работы болтов (нагелей) и гвоздей допустим при относительно небольшом диаметре болтов (12—16 мм) и при условии плотной постановки их. В узловых соединениях необходимо внимательно следить за тем, Чтобы правила расстановки гвоздей (шаг и ширина дорожек) были соблюдены для каждого элемента (рис. II—57), то есть как по отношению волокон пояса, так и по отношению волокон раскосов и стоек.
Делать стыки растянутых элементов на гвоздях не следует, так как ползучесть гвоздевых соединений неблагоприятно сказывается на работе всей конструкции.
При определении площади ослабления гвоздями соединяемых элементов диаметр отверстий принимают равным диаметру гвоздей.
Для разметки положения гвоздей рекомендуется пользоваться шаблонами из кровельного железа или фанеры. Гвозди, приходящиеся по шаблону на сучки или трещины, немного смещают.
Головки забитых гвоздей должны быть заподлицо с поверхностью древесины. Чрезмерное углубление головок в древесину, так же как и неполное, не допускается.
Чтобы устранить зазоры между соединяемыми элементами в многослойных пакетах, гвозди забивают после обжатия их болтами или специальными сжимами.
При помощи гвоздевых соединений у нас в стране выполнено огромное количество инженерных конструкций — балки, сегментные фермы, арки и своды-оболочки. Последние были впервые в мире предложены и осуществлены советскими инженерами. Пролеты этих оболочек достигли рекордных в мировой строительной практике размеров — 100 м.
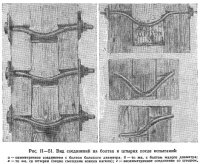
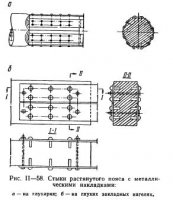
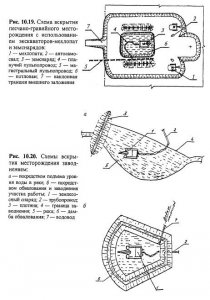
Особенности проектирования соединений на глухих цилиндрических нагелях. При возведении деревянных мостов из бревен системы инж. Боровика на Мурманской дороге в 1914—1917 гг. были успешно осуществлены стыки в растянутых поясах при помощи металлических накладок, прикрепленных винтами (рис. II—58,а). Накладки размещали по сторонам правильной шестиугольной призмы. Большая площадь для размещения связей и высокая начальная плотность обеспечили хорошую работу такого вида соединения. Передача усилия большим числом мелких, относительно слабо нагруженных вкладышей устраняла опасность скалывания.
В указанных конструкциях на практике с успехом был осуществлен принцип дробности передачи усилий в растянутых стыках и принцип концентрации усилий в мощных монолитных элементах. К сожалению, в последующие годы этот тип стыка не получил распространения.
В годы Отечественной войны проблема растянутого стыка в мощных поясах деревянных мостовых ферм вновь встала перед строителями. Вследствие применения недостаточно высушенного лесного материала и по ряду других причин типовые стыки на металлических призматических шпонках в процессе эксплуатации показали малоудовлетворительную работу.
В связи с этим были внесены новые предложения по конструированию растянутых стыков. В частности, для соединения металлических накладок с древесиной использовали глухие цилиндрические нагели большого диаметра (до 50 мм). Для уменьшения длины стыка накладки размещали по четырем сторонам соединяемых брусьев. Работа толстых и коротких цилиндрических вкладышей по своему характеру приближалась к работе шпонок. Испытания, проведенные ЦНИИ МПС, установили, что такие стыки не имеют больших преимуществ перед типовыми стыками с металлическими шпонками.
Тогда же В.А. Росновский предложил стыки с металлическими накладками и с защемленными в них относительно тонкими (d= 16-24 мм) цилиндрическими вкладышами (рис. II—58,б). Такие вкладыши, защемленные в древесине на глубине 2,5 d и в стальных накладках толщиной ?н=d, работают как нагели. Испытания сжатых и растянутых полустыков в натуральную величину с числом нагелей 26 и 40 выявили надежность этих соединений и относительно малую их деформируемость. Разрушающая нагрузка, приходящаяся на один нагель диаметром 20 мм, составила в сжатых стыках 2,7 т, а в растянутых — 2,65 т. Это послужило основанием для предложения определять величину несущей способности глухого нагеля по формуле, принятой для обычных стальных нагелей при проверке их прочности на изгиб:

где d — диаметр нагеля, см.
Такой расчет обеспечивает примерно трехкратный коэффициент запаса по отношению к разрушающей нагрузке и величину сдвига под расчетной нагрузкой около 1 мм.
При указанной допускаемой нагрузке возможно принять следующие расстояния: вдоль волокон между нагелями и от крайнего нагеля до торца — 5 d; поперек волокон — (2,5-3) d.
Винты и глухари в качестве нагелей допустимо использовать только в односрезных соединениях со стальными накладками. Их завинчивают в предварительно просверленные гнезда в накладках и древесине. Расстояния между винтами и глухарями назначают при этом по нормам для нагелей из круглой стали.
Несущую способность винта или глухаря на один срез определяют так же, как и для нагелей из круглой стали. Заглубление ненарезанной части винтов и глухарей в древесину должно быть не менее 2 диаметров сечения, не ослабленного резьбой. При несоблюдении этого условия расчет винтов и глухарей на сдвиг следует вести с учетом диаметра в ослабленном резьбой сечении.
Особенности проектирования соединений на пластинчатых нагелях. Пластинчатые нагели (пластинки) можно делать из сухой твердой древесины (обычно из дуба) с влажностью не более 15% или из стали. Первые были предложены В.С. Деревягиным, вторые — Н.Ф. Котовым (рис. II—59). Еще ранее И.И. Куликов и Г.В. Ефремов (ЦНИИВТ) предложили и испытали «плоские шпонки» — стальные пластинки высотой от 5 до 12 толщин. Инженер Н.Ф. Котов работал с тонкими стальными пластинками, специально обработанными с одного края так, чтобы забивать их без предварительной заготовки гнезд. Позднее кафедрой мостов МИИТ было предложено использовать для соединения брусьев мостовых пакетов стальные пластинки, закладываемые в заранее пропиленные для них гнезда. Испытания таких пакетов дали очень хорошие результаты.
Пластинчатые нагели применяют только для соединения брусьев составных балок и верхних (сжато-изогнутых) поясов ферм. К достоинствам их относится возможность механизации почти всего процесса изготовления балок.
При соблюдении определенных соотношений между толщиной ?п и высотой hп пластинки она, подобно цилиндрическому нагелю, оказывается защемленной в гнезде (рис. II—59,г). При загружении пластинка работает на изгиб и смятие, а древесина соединяемых брусьев — на смятие в гнезде и на скалывание на участках между гнездами. Вследствие защемления пластинок в гнездах процесс скалывания в древесине соединяемых брусьев ухудшается явлением отдирания волокон.
Толщину дубовых пластинок ?п назначают 12 или 16 мм, в зависимости от имеющегося оборудования для изготовления гнезд. Обычно принимают ?п=12 мм, что соответствует ширине ленты наиболее часто встречающихся отечественных электродолбежников. Глубина защемления дубовой пластинки в обоих брусьях должна быть одинаковой и не менее двух ее толщин, для чего высота пластинки hп должна быть не менее 4?п. Как правило, рекомендуется принимать hп = 4,5 ?п.
Глубина гнезда в каждом брусе должна быть на 1—2 мм более половины высоты пластинки (рис. II—59) для возможности обжатия брусьев после их усушки и устранения зазоров. Зазоры между брусьями очень вредно влияют на работу пластинок, значительно увеличивая деформации. Глубина гнезда hвр должна быть не более 1/5 высоты отдельного бруса.
Третий размер пластинки, ее длину ?п, назначают в соответствии с размером гнезда. Если гнезда делают электрическим цепным долбеж-ником, то длина пластинки должна быть не более 150 мм, так как максимальное погружение цепи в древесину составляет 150 мм плюс стрелка направляющей дуги. Последняя равняется примерно 0,3 hп. При толщине брусьев более 150 мм гнезда для пластинок получаются глухими, а сами пластинки с одной стороны — многоугольными (рис. II—59,б). Применять глухие гнезда нежелательно из-за невозможности проверить заполнение их пластинками.
Расстояние s между осями пластинок назначают по требованию прочности соединяемых брусьев на скалывание. На основании большого числа экспериментов можно принять

Такое расстояние обеспечивает примерно равную прочность пластинки и брусьев (последних на скалывание). Если расстояние между пластинками меньше указанного, разрушение наступает от скалывания при неполном использовании мощности пластинки, причем резко снижаются общая грузоподъемность и надежность шва.
Несущую способность одного дубового пластинчатого нагеля в сосновых или еловых брусьях определяют по формуле:

где hп — высота пластинки, см; bп — длина пластинки, см.
Если высота пластинки hп?4,5 ?п, то в расчет по формуле (II—67) вводят hп = 4,5 ?п.
В случае применения березовых пластинчатых нагелей расчетную несущую способность снижают умножением на коэффициент 0,8. Если брусья из древесины других пород (не сосны или ели) — поправочный коэффициент принимают по таблице I—3 для скалывания, но не более 1,0 при дубовых пластинках и не более 0,8 при березовых. Коэффициенты условий работы для учета влияния повышенной влажности древесины и других факторов принимают по таблицам I—4, 5 и 6.
Стальные пластинки, закладываемые в заранее приготовленные гнезда, должны входить в каждый из соединенных брусьев на половину своей высоты и иметь следующие размеры: толщину ?п = 4-8 мм, высоту hп = (10-12) ?п; длину bп равную ширине соединяемых брусьев.
Расчетную несущую способность пластинки можно определить по формуле:

При этом расстояние s между пластинками следует назначать s?2,5 hп или при hп=(10-12)?п s?(25-30)?п.
Расчетную несущую способность стальной пластинки можно увеличить сверх получаемой по формуле (II—68), однако это автоматически повлечет увеличение расстояния между пластинками, то есть уменьшение числа пластинок на протяжении шва. Общая грузоподъемность шва не увеличится, а надежность его снизится, так как, с увеличением длины площадок скалывания между гнездами возрастает неравномерность скалывающих напряжений. Кроме того, у более интенсивно нагруженных пластинок сильнее сказывается эффект отдирания волокон.
Рекомендованные выше соотношения размеров стальных пластинок и формула для определения допускаемой нагрузки на стальную пластинку не нормированы и выражают точку зрения автора. Соединения на стальных пластинках меньше деформируются, чем соединения на дубовых пластинках.









")
")
")
")