Комплексные россыпи колумбит-циркон-касситеритового состава — один из наиболее распространенных типов редкометалльных россыпей, неоднократно описанных в литературе. Классическим, по сути хрестоматийным, примером таких месторождений являлись россыпи плато Джое в Нигерии, связанные с так называемыми «молодыми» колумбитоносными гранитами, в отечественной литературе впервые подробно описанные Ф.Р. Апельциным и Л.Г. Фельдманом. Коренные источники этих россыпей — специфические по составу автометасоматические альбитизированные граниты (апограниты, редкометалльные граниты) и гранитоподобные кварц-полевошпатовые метасоматиты, хоть и различаются между собой как постмагматические и метаморфогенно-гидротермальные образования, но весьма близки по геохимической специализации, составу, типу редкометалльной минерализации, С ними связаны многие крупнейшие редкометалльные месторождения мира, в том числе на территории России — Катугииское, Улуг-Танзекское и Зашихинское месторождения.
Позиция рассматриваемых образований определяется их связью с консолидированными структурами земной коры континентального типа: древними платформами (щитами), срединными массивами и областями завершенной складчатости, подвергшимися тектоно-магматической активизации в протерозое, реже палеозое и мезозое. В пределах этих структур они тяготеют к глубинным разломам, располагаясь преимущественно в узлах их пересечения и сопряжения с участками усложненной складчатости. Щелочные рибекитовые, эгирин-рибекитовые, арфведсонитовые граниты и метасоматиты отличает богатая редкометалльная минерализация, среди которой россыпеобразующие минералы представлены главным образам колумбитом, касситеритом, тантал-пирохлором, цирконом; из других минералов в россыпях могут накапливаться в подчиненных количествах фергусонит, бастнезит, монацит, ксенотим и др.
Проблема россыпной минерализации, связанной с этим типом коренных источников, довольно детально изучалась в СССР в 50-60-е годы, однако можно назвать только два района, где были выявлены сколько-либо существенные россыпи колумбит-танталита щелочно-гранитного происхождения — Пержанский и Приазовский — оба в пределах Украинского щита, детально изучавшиеся С.И. Гурвичем, А.М. Болотовым, А.Я. Хатунцевой, Н.Ю. Левковской и др.
По современным оценкам все они представляют непромышленные месторождения, поэтому мы ограничимся лишь кратким описанием этих россыпей на примере наиболее хорошо изученной Сущано-Пержанской зоны, располагающейся на северном склоне Украинского щита, погружающемся под чехол мезо-кайнозойских образований Полесья. Так называемые пержанские граниты позднепротерозойского возраста представляют собой комплекс субщелочных гранитов, арфведсонитовых и эгириновых сиенитов, гранитоподобных кварц-полевошпатавых метасоматитов и сопровождающих их грейзенов с бериллиевой, тантал-ниобиевой, оловянной и циркониевой минерализацией. Пержанские редкометалльно-оловоносные россыпи расположенные в бассейне правого притока Припяти — р. Уборть с притоком р. Перга, образовались за счет перемыва рудоносной коры выветривания мощностью 10-100 м. Россыпи связаны с древней долинной сетью палеогенового (возможно, также и более древнего, позднеюрского-нижнемелового) возраста, залегают в базальной части харьковских слоев олигоцена и перекрыты неогеновыми и четвертичными (водноледниковыми) осадками Полесской равнины (рис. 91). Они залегают непосредственно на каолиновой коре выветривания и представлены каолинсодержащими песками с примесью хорошо окатанной, преимущественно кварцевой гальки. Это — типичные образования ископаемой формации погребенного пенеплена, сохранившегося во многих частях Украинского щита.
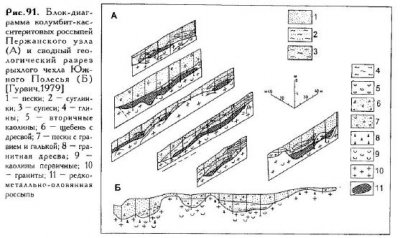
Россыпные залежи имеют ложковый и аллювиальный генезис и комплексный колумбит-касситеритовый состав при содержаниях колумбита — первые сотни г/м3, касситерита — от десятков грамм до нескольких кг/м3) и мощности пласта от 0.5-1 до 3-4 м. Колумбит-танталит в коре выветривания и в россыпи присутствует в виде зерен размером 0.05-1.3 мм (преобладает размер 0,1-0.2 мм), всегда вместе с касситеритом, в том числе в виде сростков, иногда в тончайшем прорастании. Обычны также его сростки с кварцем, реже с циртолитом. Изредка им сопутствует фергусонит. По сегодняшним критериям эти россыпи являются непромышленными.
К изученным ранее районам потенциального развития редкометальных россыпей в связи с формацией редкометалльных гранитов и гранитоподобных метасоматитов (Приазовье, Кокчетавский массив, Тарбагатай), следует отнести также Восточный Саян, Туву, Кузнецкий Алатау, Чукотский массив, где присутствуют постмагматические редкометалльные метасоматиты, Полярный Урал, Олекмо-Витимское нагорье, Кольский полуостров с метаморфогенно-гидротермальными метасоматитами и некоторые др. Несмотря на значительный масштаб коренной минерализации, достигающей уровня крупных промышленных месторождений (Катугин и др.), вопрос об их россыпеносности остается открытым.
Поскольку руды редкометалльных метасоматитов часто характеризуются весьма мелкими выделениями колумбита и циркона (0.001-0.1 мм, максимум 0.01-0.2 мм), представляется, что узловым вопросом в решении этой проблемы остается наличие (или отсутствие) условий, определяющих, с одной стороны, достаточную степень высвобождения редкометалльных минералов, а с другой, возможность их концентрации в рыхлых осадках. Между тем, большинство районов развития редкометалльных метасоматитов находится в пределах орогенных областей, испытавших интенсивное воздымание и расчленение в кайнозое (Катугин, Улуг-Танзек, Зашихинское) либо в областях развития ледового (Кейвы на Кольском полуострове) или перигляциального (Чукотский массив) литогенеза, в общем случае неблагоприятных для формирования и сохранности кор химического выветривания с необходимым уровнем высвобождения минеральных зерен и для устойчивой их сепарации в низкоэнергетических обстановках, каковыми, например, являются застойные фации медленно текущих рек, малые озерные водоемы и др. В полях известных редкометальных месторождений такие обстановки не известны (или не изучались).
В качестве примера можно привести современные условия Кейвских тундр в восточной части Кольского полуострова. По размерам выходов редкометалльных гранитов, занимающих в современном уровне среза площадь более 3000 км2 и слагающих ряд крупных и средних массивов, эта территория могла бы оцениваться как крупный потенциальный район развития редкометалльной россыпной минерализации. Наиболее крупные массивы гранитов (Западно-Кейвский, Понойский и др.) сосредоточены в Кейвском блоке, где они образуют лополитообразные и пластообразные тела со сложной конфигурацией кровли. За пределами указанного района, в более жесткой раннеархейской раме аналогичные граниты образуют концентрические плутоны центрального типа (Гремяхинский, Стрельнинский). Главным редкометалльным акцессорным минералом этих пород является циркон, присутствующий в отдельных массивах в количестве от 1 до 1,8 кг/м3, из других акцессориев характеры ильменит (0.5-4.2 кг/м3), в меньших количествах сфен (0.3-7.5 кг/м3). В эндоконтакте массивов содержание циркона возрастает до 4-30 кг/м3, а в жилах силектитов — до 9-56 кг/м3.
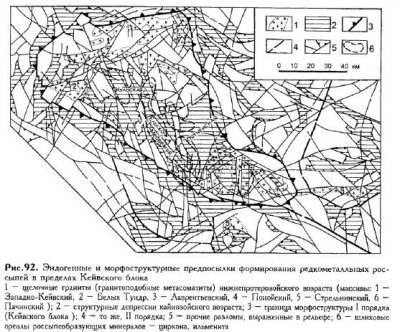
Блоковая морфоструктура, вмещающая щелочногранитный комплекс Кейв, изобилует многочисленными палеодепрессиями и потенциальными структурными ловушками, в которых могло бы происходить накопление металлоносного материала (рис. 92). В современном рельефе — это область господства выравненных сглаженных междуречий, слабоврезанных долин, обильных озерных ванн — потенциальных коллекторов мелкообломочного материала. Однако, эти эндогенные и морфоструктурные предпосылки оказались полностью нереализованными в связи с тем, что Кейвский блок длительное время перекрывался малоактивным ледниковым покровом, просуществовавшим вплоть до начала голоцена. Это привело к тому, что не только междуречья, но и долины практически лишены сколько либо сформированного чехла рыхлого материала, в котором могли бы происходить высвобождение и сепарация рудных минералов.

В последние годы проблема возможной сохранности кор выветривания в полях редкометалльных метасоматитов заинтересовала и геологов-рудников. В.В. Архангельской и С.В. Рябенко описаны коры выветривания в пределах рудных полей Катугинского и Зашихинского месторождений. На Зашихинском месторождении в Восточном Саяне, приуроченном к апикальной части небольшого по площади массива щелочных гранитов, коры выветривания развиты в основном по рудоносным альбититам и, частично, по слюдистым метасоматитам в пределах контура 1300×400 м. При мощности 2-5 м он заключает около 324 т прогнозных ресурсов Ta2О5 и 1700 т — Nb22O5, при среднем содержаниии колумбита 1.5 кг/м3, циркона (малакона) — 2.9 кг/м3. В логах, расчленяющих месторождение, развита переотложенная кора выветривания мощностью до 5-10 м с прогнознами ресурсами колумбита около 140 т при среднем его содержании 1.04 кг/м3 в зернистой части отложений, составляющей около 70% их объема. Предполагается, что несмотря на небольшие размеры, продукты переотложения коры выветривания, обогащаемые гравитационным способом, могут представлять самостоятельный интерес как объект старательской добычи или отрабатываться в комплексе с рудным месторождением.
На площади уникального по масштабу Катушнского месторождения в Северном Забайкалье, площадные рудоносные коры выветривания развиты, по данным В.B. Apхангельской и С.В. Рябенко, по всей площади выходов слюдяных, амфиболоных, эгирин-амфиболовых кварц-альбит-микроклиновых метасоматитов метаморфогенного происхождения. Последние обнажаются на площади 2.8 км2, однако наиболее богатыми являются эгирин-амфиболовые руды, характеризующиеся средними содержаниями основных рудных компонентов (%): Ta2O5 — 0.026, Nb2O5 — 0.354, ZrO2 — 1.36, суммы TR2O3 — 0.2, в том числе Y2O3 — 0.06, криолита — 2.64.
В центральной части месторождения на площади 1000×200 м развита переотложенния кора выветривания мощностью до 10-12 м, под которой предполагается наличие линейной коры. Кора выветривания и продукты ее переотложения представлены щебнисто-дресвяно-песчано-глинистым материалом, содержащим пирохлор в количестве 5,5 (до 10) кг/м3, циркон (нерадиоактивный) — 12.8 (до 34) кг/м3 в количествах, сопоставимых с запасами россыпей плато Джое. Предполагаемая схема обогащения включает додрабливание крупных классов с последующим обогащением по гравитационно-магнитно-электромагнитной схеме, позволяющей получать кондиционный цирконовый концентрат. В.В. Архангельской и С.В. Рябенко высказывается предположение, что даже до начала промышленного освоения Катугинского коренного месторождения рудоносные коры выветривания могут отрабатываться старательским способом или небольшим горным предприятием.