Сравнительно хорошая термостойкость карбида титана улучшается присадкой цементирующей металлической связки. Первые опыты в этом направлении были проведены с добавкой кобальтовой и никелевой связки; дальнейшие опыты охватили большое число различных металлов и сплавов. Энгель изучал возможность связывания и легирования TiC некоторыми элементами, расплавляя их на весьма плотных (беспористых) образцах TiC. В углубление чашеобразного горячепрессованного образца карбида закладывали порошок связующего металла; затем образец, нагревали в атмосфере гелия точно до температуры плавления металла. Смачиваемость образца и проникновение в него расплавленного металла или образование новых фаз служили критерием поведения металла при связывании. Из исследованных элементов только никель, кобальт, хром и кремний смачивали карбид титана; не наблюдалось никакого смачивания или связывания карбида титана алюминием, бериллием, золотом, железом, свинцом, магнием, марганцем, ниобием, платиной, титаном и ванадием. Никель и кобальт образовывали ясно выраженную непрерывную сетку вокруг карбидных зерен, причем глубина проникновения никеля больше, чем кобальта (рис. 245 и 246). Хром также вначале слабо впитывается каркасом TiC, однако он не образует хорошей непрерывной цементирующей фазы. Кремний не проникает в тело карбидного каркаса. Однако на зернах TiC образуются новые фазы при пропитке как кремнием, так и хромом. В образцах, пропитанных никелем и кобальтом, в цементирующей металлической фазе наблюдались небольшие, не связанные одно с другим выделения угловатой формы, вероятно, кристаллики TiC.
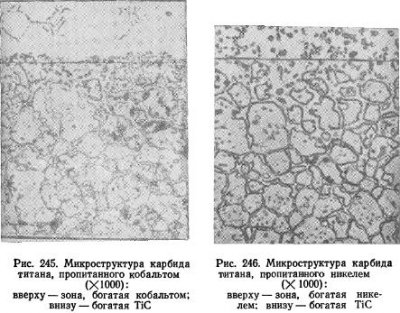
Из исследований Энгеля можно сделать вывод, что только никель, кобальт и при известных условиях хром пригодны в качестве связки для материалов на основе TiC. В эксперименты Энгеля небыли включены, однако, некоторые другие металлы, как, например, хорошо связывающие вольфрам и молибден и особенно упоминаемые ниже легированные связки. Мак-Брайд недавно сообщил об удовлетворительной прочности карбида титана, пропитанного сплавом никель-алюминий (прочность при изгибе при 980° равна 25,3 кг/мм2; при 1090° — 43,9 кг/мм2). Он употреблял также в качестве материала для пропитки 50%-ный ферросилиций; при этом образовывались новые, неизвестные фазы.
Дейч, Репко и Лидман исследовали механические свойства образцов TiC, изготовленных с применением кобальта, молибдена и вольфрама в качестве связки. Витман и Репко испытывали стойкость этих сплавов против окисления. Гофман с сотр. недавно определили при высоких температурах кратковременную прочность сплавов с 80% TiC и 20% Co, применяя разрывные образцы специальной конструкции (для хрупких материалов). Применяя аналогичные разрывные образцы, Дейч с сотр. исследовали при температурах 980 и 1200° прочность при растяжении сплавов карбида титана с 5, 10, 20 и 30% Co. При температурах 870, 1090 и 1315° была определена прочность при изгибе образцов, цементированных кобальтом, молибденом и вольфрамом (размеры образцов около 6х12х100 мм, расстояние между опорами около 90 мм, скорость нагружения 1,4 кг/мин). Прочность при растяжении и изгибе TiC-Co сплавов при повышенных температурах представлена в табл. 171. Для сравнения приведены значения прочности на изгиб при комнатной температуре по данным Редмонда и Смита.
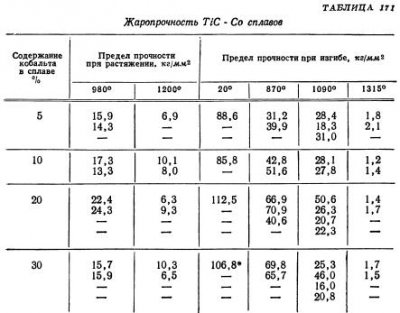
Из табл. 171 видно, что прочность образцов при изгибе для сплавов с 5, 10 и 20% Co в 2,2-2,5 раза, а для сплавов с 30% Co — в 3,6 раза выше, чем прочность при растяжении.
Исследованиями инженерной лаборатории университета штата Огайо экспериментально установлено, что для хрупких материалов значения прочности при изгибе в 1,67—2,5 раза выше значений прочности при растяжении. На основе этого соотношения Бобровский при помощи интерполяции и поправочного среднего множителя (0,5) вычислил значения прочности при растяжении для сплавов TiC-Co, TiC-Mo, TiC-W при высоких температурах, исходя из значений прочности при изгибе, приведенных Дейчем и сотрудниками, и сравнил их с известными высокотемпературными сплавами (табл. 172). Для учета различий в удельных весах полученные значения прочности были помножены на величину, обратную относительному удельному весу (за единицу в данном случае принят удельный вес литого сплава HS-30, т. е. 8,3 г/см3).
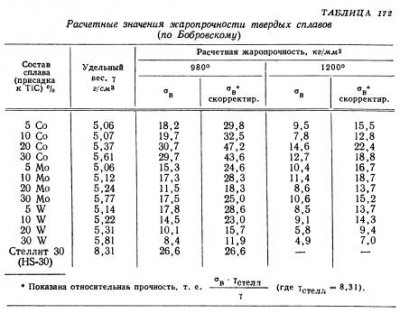
Из табл. 172 видно, что уже при 980° прочность при растяжении сплавов TiC с 20 и 30% Co выше прочности стеллита HS-30 и что другие сплавы, связанные кобальтом, так же как и сплавы с 10% Mo и 5% W, превосходят этот стеллит, если принять во внимание удельный вес. При 1200° все сплавы карбида титана по прочности превосходят известные высокожаропрочные материалы.
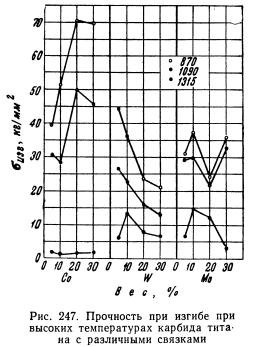
На рис. 247 сравниваются значения прочности при изгибе всех исследованных материалов при 870, 1090 и 1315°. В то время как до 1090° прочность сплавов, связанных кобальтом, чрезвычайно высока, при 1315° значения прочности очень малы. При таких высоких температурах прочность образцов, связанных молибденом и вольфрамом, намного выше.
Редмонд и Смит нашли, что прочность при изгибе при 980° сплавов 80% TiC, 20% Co и 80% TiC, 20% Ni соответственно равна 78 и 64 кг/мм2 (см. также рис. 254). Эти величины значительно выше приведенных Дейчем с сотр. (рис. 247). Причина этого, вероятно, в том, что Редмонд и Смит применяли при испытании на изгиб расстояние между опорами около 14 мм, в то время как Дейч с сотр. — в несколько раз большее. Кроме того, нужно учитывать, что прочность при изгибе имеет тенденцию расти с увеличением скорости нагружения. Поэтому трудно сравнивать между собой значения, полученные при различных условиях испытаний.
Термостойкость сплавов с 80% TiC и 20% Co была исследована Гофманом с сотр. в условиях, описанных выше. Образцы стойко выдерживали 25 теплосмен при 1315°, что показало их преимущество в сравнении с горячепрессованными окислами и карбидами титана и циркония без связки.
Витман и Репко испытывали сплавы TiC, связанные кобальтом, молибденом и вольфрамом, также на жаростойкость.
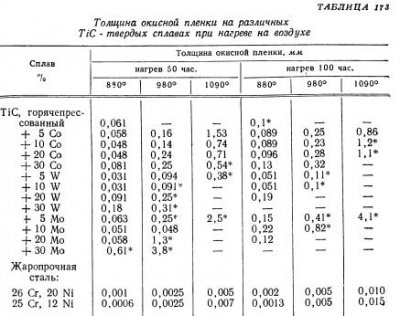
Образцы выдерживали различное время в атмосфере воздуха при 880, 980 и 1090°. Так как молибден при таких температурах образует летучие окислы, то для сравнимых измерений не определяли потерю веса образцов, а металлографически измеряли толщину окисной пленки, которая служила мерой для оценки окисляемости сплавов. Результаты частично приведены в табл. 173. Сплавы, связанные молибденом, уступают сплавам, связанным вольфрамом и кобальтом. Кобальт — значительно лучшая связка, чем вольфрам, вследствие образования более плотной и прочной пленки окислов. Сопоставление со свойствами высокожаропрочной стали показывает, что ни один из исследованных твердых сплавов не обладают стойкостью против окисления, сравнимой со стойкостью литых высоколегированных материалов.
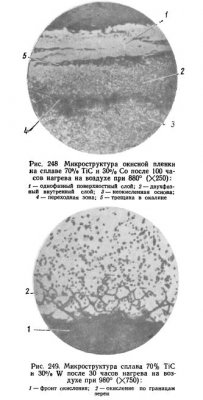
Окисная пленка TiC, связанного молибденом, пориста, напоминает мел и содержит TiO2. В пленках окислов сплавов, связанных вольфрамом и молибденом, были обнаружены трехокиси WO3 и MoO4. Пленки окислов на TiC, связанном кобальтом, имели сложное строение; внешняя окисная пленка состояла из CoO*Co2O3, внутренняя — из CoTiO3 (рис. 248).
Сплавы 70% TiC и 30% Co показали особенно сильное окисление при 880°, снижающееся при повышении температуры. Удовлетворительного объяснения это не получило. Из рис. 248 видно, насколько сложен механизм окисления. Проникновение окислов между зернами TiC, наблюдаемое в сплавах 70% TiC и 30% W (рис. 249), не обнаруживается в сплавах, связанных кобальтом. Поведение при окислении сплавов TiC-Co определяется образованием газонепроницаемой пленки окислов в зоне диффузии кислорода. Считают, что CoO*Co2O3 частично соединяется с образовавшейся во внешних слоях TiO2 и что соединение CoTiO3 в ней растворяется.
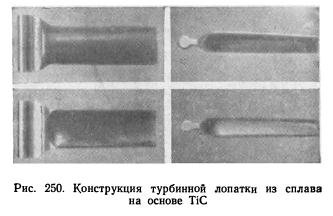
Учитывая механические свойства, термостойкость и поведение при окислении, можно считать, что сплав 80% TiC и 20% Co является наиболее перспективным из всех исследованных сплавов TiC, сцементированных кобальтом, молибденом или вольфрамом. Турбинные лопатки из этого материала были исследованы Гофманом с сотр. на опытной газовой турбине в рабочих условиях. Конструкцию лопатки можно видеть на рис. 250. Это типичная лопатка турбокомпрессора, ее конструкция ближе подходит к обычной форме металлической лопатки, чем та, которую Гартвиг с сотр. разработали для опытных керамических лопаток (рис. 251).

Испытания этих лопаток в турбинах проводились при начальных температурах газа до 1200° и при числе оборотов до 1700 в минуту. Разрушение лопаток вызывалось либо явлениями резонанса, либо перенапряжениями у места крепления лопатки. Прочие неполадки были связаны в основном с перегревом диска турбины из-за сравнительно высокой теплопроводности карбидных материалов. Анализ причин разрушения лопаток ясно указывает на необходимость изменения конструкции диска и лопаток, предназначенных для работы при высоких температурах. Хотя еще нельзя высказать окончательное мнение, однако практические результаты показывают, что сплавы TiC-Co с их более благоприятным отношением прочности к удельному весу можно применять при более высоких температурах, чем высокожаропрочные литые сплавы. По крайней мере это верно в условиях кратковременной службы. Однако ни один из исследованных до сих пор сплавов не имел достаточно хорошей стойкости против окисления, чтобы быть применимым в течение более десяти часов при температуре 1150° и выше. Улучшение жаростойкости является, таким образом, безусловно необходимой предпосылкой для работы при более высоких температурах. В этой связи в дальнейших исследованиях выявляются три различных направления: 1) изменение состава карбидной фазы; 2) выбор других связующих; 3) создание защитных покрытий.
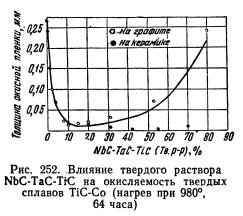
Изменение состава карбидной фазы в твердых сплавах на основе TiC. Сплавы TiC-Co, как указывалось ранее, недостаточно жароупорны. Редмонд и Смит нашли, что присадки к TiC-Co сплавам твердых растворов карбидов ниобия, тантала и титана значительно улучшают ока-линостойкость. На рис. 252 показано влияние присадок этого тройного сложного карбида на окисление TiC-Co сплавов с постоянной объемной долей кобальта, равной 12,3%. Приведенные результаты относятся к увеличению слоя окислов после 64-часового прокаливания при 980° на воздухе в муфельной печи. Особенно благоприятно влияет присадка сложного карбида в пределах 10—20%.
С увеличением содержания сложных карбидов прочность сплавов при изгибе (при комнатной и повышенных температурах) падает (рис. 253 и рис. 254). Однако это падение прочности для многих случаев применения является, повидимому, еще допустимым.

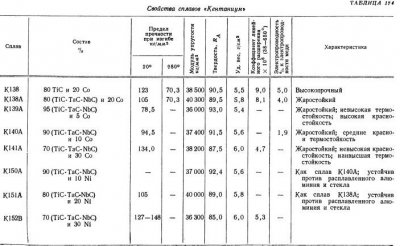
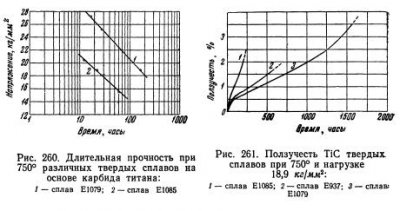
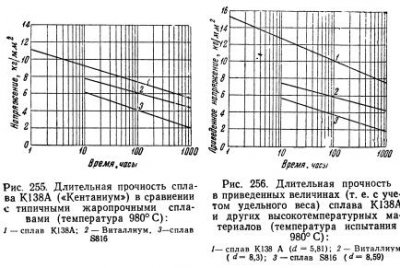
Сплав, состоящий из 65% TiC, 15% (NbC-TaC-TiC) и 20% Co, стал известен под промышленным названием «Кентаниум» К138А. Редмонд приводит для этого материала следующие данные: прочность при изгибе 70,3 кг/мм2 при 980° (это значение выше значения, приведенного на рис. 254 для аналогичного состава); длительная прочность более 31,6 кг/мм2 при 820°; модуль упругости 40 000 кг/мм2; удельный вес 5,8 г/см3; коэффициент линейного расширения (между 20° и 650°) 8,1*10в-6; теплопроводность 0,075 кал/сек*см*град. Редмонд приводит также данные по длительной прочности при 980°. Из рис. 255 видно, что длительная прочность материала К138А превосходит длительную прочность типичных высокожаропрочных сплавов. Это выявляется еще сильнее, если принять во внимание большое различие в удельных весах (рис. 256).
На основе своих экспериментов Редмонд сделал вывод, что сплав К138А (и аналогичные сплавы) можно использовать в тех случаях, когда требуются высокая жаропрочность, хорошая стойкость против окисления и термостойкость вплоть до 1200°. В частности, этот материал можно применять для статорных и роторных лопаток газовых турбин с рабочей температурой 1090°. Редмонд полагает, что твердые сплавы на основе TiC можно с успехом применять также там, где требуется высокая устойчивость формы детали и газонепроницаемость до температур порядка 1500°. Возможна также служба таких сплавов в условиях кратковременного соприкосновения с расплавленным металлом, с быстродвижущимися газами и т. д. при температурах до 2500°.
Редмонд сообщил об изготовлении специальной газовой турбины, основные детали которой сделаны из твердого сплава на основе TiC.
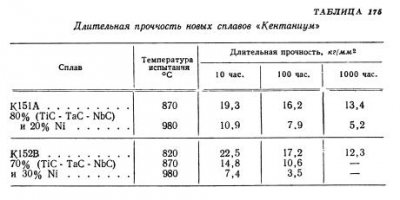
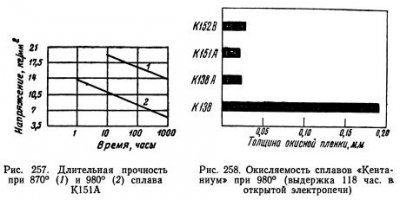
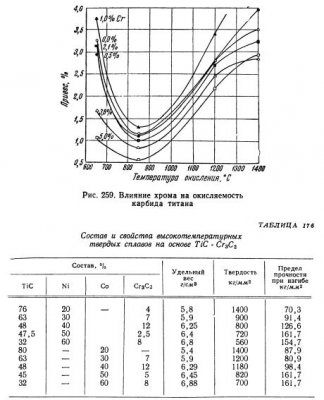
Позднее Редмонд и Грейхем исследовали механические и другие свойства различных сплавов на основе TiC-TaC-NbC (табл. 174 и 175) и детально проанализировали вопросы концентрации напряжений и те проблемы, которые возникают в результате этого явления. На рис. 257 приведены данные, характеризующие длительную прочность сплава К151А, а на рис. 258 приведено сравнение нескольких сплавов типа «Кентаниум» по их жаростойкости.
Сплавы типа «Кентаниум», содержащие в качестве связки 10—30% Ni (К150А, К151, К151А, К152 и К152В), судя по последним данным Редмонда и Грейхема, имеют прочность при комнатной температуре в пределах 56,2—70,3 кг/мм2; при 820° — 38,7; при 980° — 28,1; при 1090° — 21,1; при 1200° — 8,8 и при 1320° — 2,1 кг/мм2. Значения прочности сплавов K152В и K151А под нагрузкой при 820° составляют соответственно 125 и 170% от соответствующих значений для инконеля X.
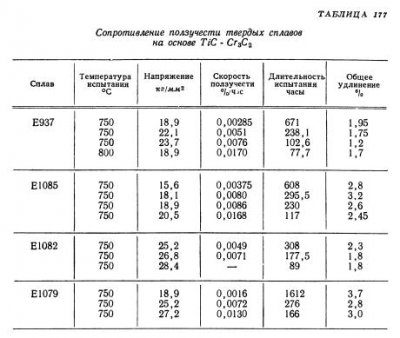
В связи с изложенным целесообразно рассмотреть результаты испытаний жароупорности карбида титана без связки, проведенных Роучем, так как они указывают другой путь улучшения жароупорности — изменением состава карбидной фазы. Несколько раньше Роуч сообщил о том, что карбид титана с повышенной твердостью, содержащий менее чем 0,2% графита, может быть получен при восстановлении двуокиси титана углеродом в присутствии небольшого количества Cr2O3. В дальнейшем Роуч прессовал при давлении 350 кг/см2 смеси карбида титана с порошкообразной окисью хрома в количествах, соответствующих содержанию хрома 0,5; 1,0; 2,0; 4; 6; 10 и 20%, при добавлении летучего связующего вещества. Прессованную заготовку укладывали в графитовый тигель с исходным TiC и прокаливали при 2200° в течение 25—30 мин. Спеченные образцы окисляли в муфельной печи в течение часа при 650, 850, 1200 и 1400° и определяли увеличение веса. Результаты, представленные на рис. 259, показывают, что наиболее высокая стойкость против окисления наблюдается при содержании хрома около 5%. При более низком (0,5—1 %) и более высоком (10—20%) содержании хрома жароупорность ухудшается. Объяснить такой результат трудно; наблюдая смещение линий TiC на рентгенограммах, Роуч сделал вывод об образовании твердых растворов карбидов. Однако вполне возможно, что частично восстановившийся металлический хром действует как связующий металл, так что опыты Роуча целесообразно рассматривать в связи с опытами Трента с сотр. и опытами по цементированию твердых сплавов хромом. Можно предположить, что во всех случаях защитное действие присадки сводится к образованию прочной газонепроницаемой поверхностной пленки, содержащей окислы хрома.
Высокожаропрочные сплавы на основе TiC-Cr3C2rNi и TiC-Cr3C2-Co исследовали Трент с сотр. Составы и физические свойства представлены в табл. 176. Содержание металлической связки (Co, Ni) изменялось в пределах 20—60% общего количества сплава, а содержание Сr3С2 в пределах 5—20% от количества карбидной фазы.
Для некоторых сплавов были определены модуль упругости (35 000 кг/мм2 при 20° и 27 000 кг/мм2 при 700°) и коэффициент линейного расширения (от 7,9 до 11,3*10в-6).
С увеличением содержания карбидной фазы уменьшаются: удельный вес, прочность в холодном состоянии и коэффициент линейного расширения. Одновременно повышаются твердость, модуль упругости и длительная прочность.
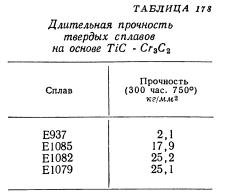
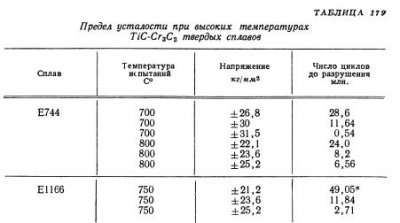
Механические свойства при высоких температурах ряда опытных сплавов представлены на рис. 260 и 261 и в табл. 177, 178 и. 179.
Поведение сплавов при окислении было исследовано определением привеса после 100-часового нагрева на воздухе при 900°. Привес составлял 0,004—0,018 г/см2 в зависимости от содержания хрома.
Установлено, что карбидная фаза состоит из сложного TiC-Cr3C2 карбида и небольшого количества свободного карбида хрома. Указывается, что растворимость карбида хрома в карбиде титана при 1700—1800° выше 40%- Кроме того, показано, что после затвердевания связующая металлическая фаза содержит хром, перешедший из карбида хрома или из сложного титано-хромового карбида.
Результаты своих исследований Трент с сотр. резюмировали следующим образом.
1. С увеличением содержания связующего металла длительная прочность уменьшается. Ползучесть и общее удлинение увеличиваются.
2. Сплавы, связанные кобальтом, имеют более высокую длительную прочность, меньшую ползучесть и более высокое общее удлинение, чем соответствующие сплавы, связанные никелем.
3. Присадка хрома к TiC-Ni и TiC-Co сплавам значительно повышает длительную прочность; однако имеется оптимальное содержание хрома в сплавах, выше которого их сопротивление ползучести снова уменьшается.
4. В ряде случаев получены высокие значения сопротивления ползучести при 800° и выше.
5. Разброс значений сравнительно мал, результаты испытаний воспроизводимы.
6. Длительная прочность сплавов того же порядка, что и для лучших современных высокотемпературных сплавов.
Изменение состава металлической связки в твердых сплавах на основе TiC. По Энгелю, хром может служить связующим материалом в твердых сплавах. Учитывая свойства Сr2O3, можно предполагать, что использование хрома в качестве связки приведет к получению высокотемпературных твердых сплавов, отвечающих требованиям техники по жароупорности и жаропрочности. Опыты Мак-Брайда с сотр. с применением в качестве связующего металла чистого хрома не привели к особенно хорошим результатам. Сплавы со связками Co-Cr, Ni-Cr, Co-Ni-Cr, предложенные Киффером, оказались лучшими. Подобные материалы уже производят в больших количествах (так называемые WZ сплавы).
Это новое направление основано на систематических исследованиях жароупорности твердых сплавов, проведенных Киффером и Кельблем. Составы, удельные веса, твердость и прочность при изгибе этих материалов представлены в табл. 180; табл. 181 содержит данные об окислении образцов размерами 8X8X20 мм при нагреве их в открытой муфельной печи в течение до 50 час. при температурах от 900 до 1100°. При сравнении этих значений с результатами окисления обычных твердых сплавов (табл. 168) ясно видно превосходство сплавов WZ.
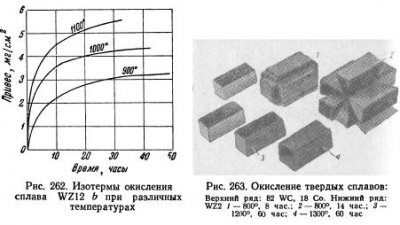
Результаты исследования окисления сплава WZ12b представлены на рис. 262 в виде кривых окисления при температурах 900, 1000 и 1100°; увеличение веса дано в зависимости от времени выдержки при нагреве. Окисление происходит по параболическому закону; следовательно, при окислении образуется прочная газонепроницаемая пленка окислов. Это же подтверждает внешний вид прокаленных образцов сплавов WZ при сравнении с образцами из других твердых сплавов (рис. 263).
Структура сплава WZ показана на рис. 264. Сплавы WZ при высоких температурах обладают большой стойкостью против окисления и высокой прочностью. Кратковременные испытания на изгиб показали прочность при комнатной температуре 123—158 кг/мм2, а при 1000° в пределах 88—105,5 кг/мм2 в зависимости от состава. В качестве примера на рис. 265 приведены значения длительной прочности сплава WZ1b. Этот сплав превосходит известные литые высокотемпературные сплавы (сравнение свойств этих сплавов возможно лишь до температуры не выше 820° — наивысшая допустимая рабочая температура литых сплавов).
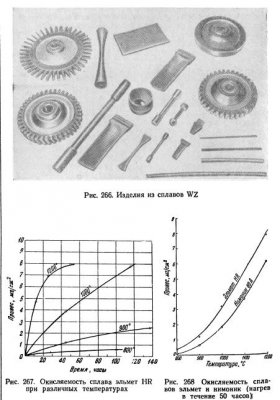
На испытании находится турбина, у которой лопатки, вал и ротор полностью изготовлены из сплава WZ. Детали из этого сплава, в том числе спеченные диски ротора, показаны на рис. 266.
Одним из последних достижений в рассматриваемой области является замена чистого карбида титана карбидной фазой, состоящей из твердого раствора карбидов на основе карбида титана. В соответствии с данными Редмонда и Смита обнадеживающие результаты были получены с твердыми растворами TiC-TaC-NbC (WZ3). Испытания твердых растворов TiiC-Mo2C, пропитанных сплавами Co-Cr и Ni-Сг, показали, что карбид молибдена при содержании выше 5% значительно понижает жароупорность.
Фирма Метрополитен-Виккерс в Англии производит сплавы аналогичные WZ под названием «Эльмет HR». На рис. 267 показаны кривые окисления сплава с 50% TiC, 25% Ni, 14,25% Cr и 10,75% Co при 800, 900, 1000 и 1200° при нагреве его в смеси паров парафина и воздуха.
Как видно из рис. 268, сплав «Нимоник 80А» лишь незначительно превосходит сплав эльмет по стойкости при окислении.
Испытания на термостойкость показывают, что сплавы эльмет выдерживают 3500—4000 теплосмен в сравнении с 2000 теплосмен (максимально) для сплавов Ni-Cr-Tl Жаропрочность и длительная прочность близки к аналогичным характеристикам для сплавов WZ.
Механизм, обусловливающий хорошую жаростойкость сплавов TiC со связкой, содержащей хром, неясен. Однако не вызывает сомнения, что окисная пленка преимущественно состоит из Cr2O3. Нельзя с уверенностью сказать, какую роль в образовании окисных пленок играют, кроме того, окислы никеля, кобальта, титана и их твердые растворы. Сейчас нельзя окончательно утверждать, переходят ли небольшие количества хрома из связки в решетку Ti|C при образовании твердых растворов карбидов. При нагреве на воздухе в пленке окислов могут появиться нитриды титана и хрома, потому что TilN с TiC и TiO образует твердые растворы.
С обсуждаемыми вопросами непосредственно связаны эксперименты Гетцеля, который готовил пористые заготовки из карбида титана и твердых растворов на базе карбида титана, а затем пропитывал эти пористые (в виде каркасов) заготовки жаростойкими сплавами. Для карбида титана, пропитанного сплавом «Виталлиум» (HS-21), прочность при изгибе при 980° находилась в пределах 56,9—101,2 кг/мм2, а привес образцов после выдержки в течение 100 час. в спокойном воздухе при 980° колебался от 0,0485 до 0,0925 мг/см2*час.
Несколько более низкие показатели жаропрочности и жароупорности, но более высокая пластичность при 980° (измеренная по максимальному прогибу при максимальной нагрузке) были отмечены у карбидов, пропитанных нержавеющей сталью.
Подводя итоги, можно считать, что высокотемпературные сплавы типа кентаниум, WZ и им подобные будут применяться для изготовления турбинных лопаток, работающих при температурах до 1100°, а может быть, и до 1200°.
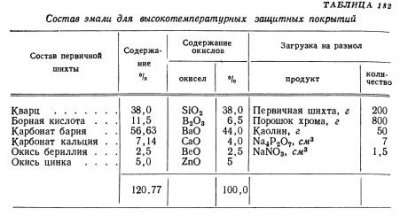
Керамические защитные покрытия. Недостаточное сопротивление окислению твердых сплавов на основе TiC без присадок других карбидов можно повысить созданием эмалеподобных керамических покрытий методом, предложенным для высокотемпературной защиты молибдена и вольфрама. Присадка к керамике металлического хрома способствует образованию слоя, обеспечивающего сцепление между покрытием и сплавом. 200 г бесщелочной массы, состав которой приведен в табл. 182,5 размалывали с 800 г порошка хрома и 50 г каолина для получения шликера, который наносили на пластинчатые образцы твердого сплава 80% TiC и 20% Co и обжигали при 1200° в течение 10 мин. в чистом водороде. Покрытия получались твердыми, гладкими и прочно сцепленными с поверхностью. Хорошо различимый промежуточный слой между эмалью и твердым сплавом содержал карбиды хрома. Покрытие имело хорошую термостойкость и при высоких температурах обладало достаточной способностью к изменению формы (при малых деформациях основного материала).
Испытания, проведенные с образцами защитного материала в виде стержней, показали, что при 820° они выдерживают деформацию в 1,3% без растрескивания. Можно думать, что срок службы лопаток из сплава с 80% TiC и 20% Co при температуре выше 820° будет значительно увеличен в результате применения защитных покрытий.