Резервуары и газгольдеры относятся к категории листовых конструкций с прочноплотными швами. Резервуары предназначены для хранения нефти, нефте- и химпродуктов, а также других жидких и некоторых сыпучих веществ.
Существует много типов и конструкций резервуаров и газгольдеров, различающихся как по форме, так и по объему (например газгольдеры габаритные, шаровые, каплевидные и т.д.). Габаритные газгольдеры и резервуары (или цистерны) представляют собой цилиндрические баллоны диаметром 3,3 м, со сферическими или плоскими днищами. Такие резервуары и газгольдеры изготовляют в целом виде или из двух-трех частей. Монтаж их очень прост и заключается в установке резервуара на опоры с помощью кранов или накаткой по наклонной плоскости. Наиболее распространены во всем мире резервуары вертикальные стальные (PBC) объемом до 200 тыс. м3. В нашей стране разработаны типовые проекты стальных резервуаров объемом от 100 до 100 тыс. м3. По способу изготовления и монтажа конструкции резервуаров разделяются на рулонируемые и нерулонируемые.
Широко применяется рулонная технология изготовления листовых конструкций различного назначения — резервуаров, газгольдеров, силосов, бункеров и др. Такая технология создает условия для индустриализации строительства листовых конструкций при минимальных затратах на их изготовление, транспортирование и монтаж. Чаще всего рулонную технологию применяют при изготовлении резервуаров и газгольдеров. Конструкции рулонных резервуаров изготовляют на специализированных заводах концерна «Стальконструкция» в основном по типовым проектам.

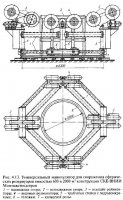
Широко приняты следующие конструктивные схемы рулонируемых резервуаров: I — резервуары малого и среднего объемов с коническими крышами; JJ — резервуары большого объема со сферическими крышами; III — резервуары с плавающими крышами; IV — резервуары траншейного типа для подземного хранения продукта (рис. 14.1). Резервуары I и II типов могут быть оборудованы понтоном, уменьшающим испарение хранимого продукта. Сущность рулонной технологии изготовления заключается в том, что отдельные листы вертикальной стенки корпуса резервуара сваривают на заводе-изготовителе в одно полотнище, ширина которого равна высоте резервуара, а длина — длине развертки стенки резервуара. Автоматическую сварку полотнища производят на специальном двухъярусном механизированном стане (рис. 14,2), по мере сварки полотнище резервуара сворачивается в рулон, подобный рулону толя (обязательно габаритный). В такой рулон могут сворачиваться сваренные полотнища вертикальной стенки корпуса резервуара, ломаного или круглого очертания днища (рис. 14.3), центральные части плавающих крыш и понтонов. На один рулон может быть навернуто от одного до четырех полотнищ (например днища). Сворачивают полотнища на специальный каркас для рулонирования, конструкция которого обеспечивает получение качественной цилиндрической формы рулона и сохранность этой формы при выполнении погрузочно-разгрузочных работ и транспортировании.

Более рационально использование в качестве каркаса для рулонирования шахтной лестницы или центральной стойки резервуара. Конечная кромка навернутого полотнища закрепляется к рулону с помощью приваренных удерживающих планок, которые обеспечивают надежную упаковку рулона. Масса рулона в зависимости от объема резервуара может достигать 60—65 т.
Рулонная технология изготовления принята в нашей стране основной при сооружении цилиндрических резервуаров, при котором стенки, днища, центральные части плавающих крыш и понтонов изготовляют и поставляют на монтажную площадку в виде рулонированных полотнищ, а покрытия, короба понтонов и плавающих крыш, кольца жесткости и другие конструкции — укрупненными элементами.

Все резервуары монтируют на песчаном основании, диаметр которого должен быть на 1,4 м больше диаметра днища. Для отвода атмосферных осадков основание устраивают на 0,4-0,5 м выше уровня земли с откосами по краям не круче 11,5. От разрушения откосы предохраняют каменной отмосткой.
Перед монтажом резервуара его основание принимают по акту с проверкой: правильности разбивки осей; наличия обозначенного центра основания (в центре должен быть забит знак из трубы — 40 мм на глубину 500—600 мм); соответствия уклона основания проекту; обеспечения отвода поверхностных вод от основания; соответствия толщин и технологического состава гидроизолирующего слоя проектному; правильности устройства фундамента под шахтную лестницу.
Отклонение фактических размеров основания и фундаментов резервуаров от проектных не должны превышать следующих величин.
Допускаемые отклонения при устройстве оснований резервуаров, мм
Отклонение отметки центра основания от проектной при основании:
плоском — +30;
с подъемом к центру — +50;
с уклоном к центру — -50.
Отклонение от проекта отметок периметра основания, определяемых в зоне расположения окраек не реже, чем через 6 м, и не менее, чем в восьми точках — ±10.
Разность отметок любых несмежных точек основания — не более 20 мм.
Отклонения от проекта отметок поверхности кольцевого фундамента, определяемых не реже, чем через 6 м, и не менее, чем в восьми точках — +5 мм.
Разность отметок любых несмежных точек кольцевого фундамента — не более 10 мм.
Отклонение наружного диаметра кольцевого фундамента от проектного — +50; -30 мм.
Отклонение толщины гидроизолирующего слоя на бетонном кольце в месте расположения стенки резервуара — не более 5 мм.
Днища типовых резервуаров любого объема и стенки резервуаров объемом до 30 тыс. м3 изготовляют в виде рулонов; стенки резервуаров объемом более 30 тыс. м3 — отдельными листами.
Обычно рулонированные конструкции транспортируются на четырехосных железнодорожных платформах грузоподъемностью 60 т. Разгружают рулоны с железнодорожной платформы в зависимости от массы и высоты рулона, а также наличия грузоподъемных средств следующими способами: с помощью грузоподъемного крана (при этом учитывается положение центра тяжести рулона, обозначенное на рулоне заводом-изготовителем) или тракторов. При разгрузке тракторами железнодорожную платформу закрепляют тормозными башмаками. Устанавливают две разгрузочные банки, а под край платформы подставляют специальные поддерживающие стойки. Рулон обматывают по центру тяжести несколькими ветками тормозного каната, закрепленного к удерживающему трактору. На расстоянии 500—800 мм от торца со стороны толстых листов рулон обматывают несколькими витками другого каната, закрепленного к тяговому трактору, который располагается в стороне от пути скатывания рулона. После снятия элементов крепления рулона к платформе тяговым трактором рулон плавно накатывают на разгрузочные балки, а удерживающий трактор тормозит его при самопроизвольном скатывании по балкам (рис. 14.4).

Разгружать с железнодорожной платформы рулоны массой свыше 50 т и высотой более 12 м необходимо с помощью трех тракторов. Транспортировать рулоны можно и автотранспортом, В этом случае могут применяться прицепы грузоподъемностью 60 т, оборудованные поворотной седловиной, совместно с двухколесным прицепом — роспуском грузоподъемностью 25 т, а также прицеп с удлиненной платформой (ЧМЗАП-5530) или трейлеры.
Для разгрузки рулонов с железнодорожных платформ устанавливают земляную насыпь или эстакаду (металлическую или деревянную), но чаще используют две разгрузочные балки, как описано выше.
От места разгрузки к месту монтажа рулоны перевозят автотранспортом или на санях зимой, а в отдельных случаях и летом в условиях бездорожья. При небольших расстояниях и наличии ровной поверхности возможна перекатка рулона тракторами (рис. 14.5). Направление вращения рулона при перекатке должно быть противоположно направлению его сворачивания при изготовлении, так как только при этом условии обеспечивается целостность планок, предохраняющих рулон от упругого раскручивания.
Днища резервуаров объемом до 2000 м3 и диаметром до 12 м полностью сваривают на заводе-изготовителе и сворачивают в рулон, который перекатывают на основание так, чтобы середина рулона располагалась по оси основания.

Днища резервуаров большего объема, диаметр которых превышает 12 м, и которые по этой причине не могут быть погружены целиком на платформу длиной 13,66 м, выполняют из нескольких частей, укладываемых одна на другую при сворачивании в рулон.
Рулон с днищем, состоящим из двух частей, располагают на основании так, чтобы первая половина днища, составляющая внешнюю оболочку рулона, заняла после разворачивания проектное положение. При этом вторая половина днища окажется на первой.
Перед разворачиванием рулон скрепляют петлей из каната, конец которого закрепляют на тракторе или лебедке, используемых для перекатки рулона на основание.
Планки, скрепляющие рулон, перерезают кислородом и, ослабляя петлю каната, позволяют рулону разворачиваться. Если самопроизвольного (под действием упругих сил) разворачивания рулона полностью не произошло, дальнейший разворот производят тем же трактором или лебедкой. Когда рулон будет полностью развернут, к середине круговой кромки верхнего полуднища приваривают скобу, к которой закрепляют конец каната для перемещения второй половины днища трактором или лебедкой в проектное положение.
Далее собирают под сварку стык двух половин днища, выполняемый всегда внахлестку. Его закрепляют прихватками от центра днища к краям с предварительным плотным прижатием обоих полотнищ друг к другу.
Если днище монтируют из трех полотнищ, последовательно свернутых в рулон, то после разворачивания в проектное положение первого полотнища рулон с двумя оставшимися вновь грузят на сани и трактором перемещают так, чтобы можно было развернуть в проектное положение второе полотнище. Затем последний рулон снова грузят на сани и перевозят на другую сторону основания для разворачивания третьего полотнища (рис. 14.5,б).
Следующим этапом является монтаж стенки резервуара, также свернутой в рулон на заводе-изготовителе. При наличии на площадке стрелового крана необходимой грузоподъемности (гусеничного или на пневмоходу) рулон стенки разгружают на днище. В случае отсутствия крана рулон трактором или лебедкой перекатывают на днище по брусьям (из шпал или бревен), скрепленным строительными скобами. Чтобы обеспечить сохранность днища от повреждения и возможность подведения под рулон опорного шарнира для подъема рулона из горизонтального в вертикальное положение, необходимо между рулоном и днищем иметь зазор 450—500 м за счет увеличения высоты накаточных путей.
Рулон располагают на днище так, чтобы низ его находился недалеко от края, а свободная (замыкающая) кромка — сверху. Это позволяет с помощью крана уложить рулон вдоль замыкающей кромки и приварить к ней временную (монтажную) стойку жесткости с лестницей для подъема монтажников на верх стенки резервуара. Затем на днище укладывают стальной лист — поддон (толщиной 6—8 мм), на который рулон стенки будет опираться после его установки в вертикальное положение. Поддон способствует сохранению сварных швов днища и нижней кромки рулона от повреждения при его разворачивании. Более толстый поддон из-за большой жесткости не гарантирует сохранности сварных нахлесточных соединений днища.
Совместное движение рулона и поддона при разворачивании обеспечивают уголки-ограничители, которые приваривают к поддону по окружности с таким расчетом, чтобы после подъема рулона эти уголки оказались внутри него. Подъем рулона из горизонтального положения в вертикальное осуществляют методом поворота при помощи шевра аналогично подъему башен.
Специальный шарнир, привариваемый к днищу и закрепляемый к рулону стяжным хомутом, обеспечивает поворот рулона и предохраняет его нижнюю кромку от повреждения. Во избежание удара рулона по днищу после прохождения мертвой точки (положение, при котором центр тяжести рулона и ось опорного шарнира совпадают по вертикали) к верхней кромке рулона крепят тормозную оттяжку из каната, другой конец которой закрепляют на барабане лебедки или за трактор. По достижении рулоном положения, близкого к мертвой точке, оттяжку натягивают. После прохождения критической точки рулон опускают на поддон тормозной оттяжки. Возможен подъем рулона краном. Однако при массе рулона 300 т и высоте 12 м требуются краны большой грузоподъемности, которые не всегда могут быть на площадке.

Целостность днища при работе крана сохраняют путем устройства настила из шпал.
Для предупреждения перегрузки крана рулон необходимо стропить снизу. При повороте рулона, усилие, приходящееся на крюк крана, определяют из условия равенства моментов (рис. 14.6):

где Q — усилие, приходящееся на край крана, кН; P — масса рулона, кН; а — расстояние от центра тяжести рулона до точки его поворота, м; b — расстояние от точки строповки рулона до точки его поворота (длина рулона), м.
При строповке рулона сверху (рис, 14.6,а) в каждый из моментов поворота рулона а = 0,56, следовательно, исходя из формулы (14.1) Q = 0,5Р.
В случае строповки рулона снизу (рис. 14,6,б) плечо а при повороте рулона уменьшается быстрее плеча h, благодаря чему Q снижается.
При строповке рулона снизу грузоподъемность крана все время больше усилия, приходящегося на крюк, что является основным условием безопасности подъема. При строповке рулона за верх грузоподъемность крана на заключительном этапе подъема становится меньше усилия, приходящегося на кран, т.е. приводит к перегрузке крана, а это недопустимо.
Установленный на поддоне рулон обвязывают петлей из каната и с помощью трактора смещают к краю днища в такое положение, при котором замыкающая кромка с закрепленной на ней стойкой жесткости и лестницей заняла бы свое проектное положение. Для этого на днище после его сварки размечают центр, из которого проводят окружность радиусом, равным наружному радиусу нижнего пояса стенки резервуара. По намеченной окружности равномерно, с интервалом около 1 м приваривают уголки, служащие упорами стенки при разворачивании рулона. Далее, не ослабляя петли из каната, пользуясь лестницей, расположенной на стойке жесткости, разрезают кислородом планки, сдерживающие рулон от раскручивания. Верх стойки предварительно раскрепляют в радиальном направлении двумя расчалками. Плавно ослабляя петлю, рулону дают возможность развернуться под действием упругих сил, возникающих при его сворачивании. Свободную наружную кромку рулона прижимают к упорному уголку и прихватывают сваркой к днищу.
Дальнейшее разворачивание производят принудительно. Для этого на высоте 0,5 м от днища к рулону приваривают скобу и закрепляют к ней свободный конец тягового каната от трактора или лебедки. По мере разворачивания стенку рулона прижимают к упорным уголкам и закрепляют прихватками к днищу снаружи и изнутри. Скобу для крепления тягового каната периодически срезают и приваривают на новое место, так как с одной ее установки возможно развернуть менее половины длины витка или около 3 м (диаметр рулона 2,8 м).
Во избежание самопроизвольного сворачивания рулона при переносе тягового каната между развернутой частью стенки и навернутой частью рулона вставляют стальной клиновой упор, перемещаемый вручную по днищу.
Одновременно с разворачиванием рулона стенки на верхней ее кромке краном устанавливают элементы кольца жесткости и щиты покрытия, фиксирующие цилиндрическую форму верха резервуара. До установки кольца жесткости устойчивость верхней кромки развернутой части стенки и правильную ее форму обеспечивают парой расчалок (рис. 14.7).

Каждый щит покрытия имеет форму сектора круга и состоит из двух радиальных балок с распорками между ними и приваренного к ним листового настила.
Для монтажа щитов в центре резервуара устанавливают временную (при сферическом покрытии) или постоянную (при плоском покрытии) опору, на верху которой закрепляют круглой формы седло, называемое короной, и предназначенное для опирания вершины каждого щита.
Перед установкой замыкающего щита необходимо вывести из резервуара шахтную лестницу, служившую каркасом последнего рулона стенки. Для этого первоначально срезают уголки-ограничители с поддона и вытаскивают его. Нижнюю замыкающую (свободную) кромку рулона временно прихватывают к днищу и срезают сварные швы, которыми вертикальная кромка рулона была закреплена к стойкам каркаса шахтной лестницы. Освободившуюся лестницу извлекают краном через проем в покрытии. Монтажный стык стенки обычно сваривают внахлестку. Для этого ее нижнюю кромку освобождают от прихватки к днищу и подтягивают к начальной кромке стенки, плотно прижимают их друг к другу по всей высоте с помощью стяжных приспособлений, после чего устанавливают замыкающий щит кровли.
Далее раскружаливают покрытие (только сферическое), вынимают через корону временную опору, укладывают и приваривают центральный щит кровли.
В ходе разворачивания рулонной стенки и щитов покрытия проверяют отклонение стенки от вертикали, которое не должно превышать 90 мм по всей ее высоте.
Испытание резервуаров производят в несколько стадий.
В ходе выполнения монтажных работ испытывают на плотность монтажные сварные соединения днища, стенки и кровли. Поскольку доступ к сварным швам днища со стороны основания невозможен, их испытывают на плотность вакуум-аппаратом, представляющим собой металлическую коробку размером 250x350x700 мм без дна. Верхнюю крышку выполняют из прозрачного материала (армированного или органического стекла) для возможности в ходе испытаний наблюдения за швами. На одной из малых боковых стенок аппарата вваривают штуцер для подключения воздушного рукава к вакуум-насосу. Снизу к стенкам аппарата по периметру прикрепляют полоску губчатой резины, обеспечивающей его плотное прилегание к поверхности днища даже в местах нахлесточных соединений, Перед испытанием все швы очищают от грязи, шлака, окалины, а затем обильно смачивают мыльным раствором.
Во время испытания внутри аппарата вакуум-насосом создают разрежение в пределах 50—60 гПа.
Вследствие разрежения через имеющиеся в швах неплотности внутрь аппарата начинает проходить воздух, вызывающий образование хорошо заметных мыльных пузырей, по которым и обнаруживают дефектные места. Эти участки сварных швов вырубают, заваривают и вновь испытывают.
Монтажные сварные швы стенки и кровли резервуаров испытывают на плотность (герметичность) керосином. Обладая высокой капиллярностью (большой силой поверхностного натяжения), керосин проникает через мельчайшие неплотности. До испытания сварные швы снаружи закрашивают на ширину 100—150 мм меловым раствором, после высыхания которого остается тонкий слой мела. Опрыскивание стыковых швов и введение керосина под нахлестку выполняют с противоположной стороны не менее двух раз в интервалом 10 мин. При наличии в швах дефектов на поверхности, покрытой мелом, появляются хорошо видимые темные пятна просочившегося керосина. Продолжительность испытания 4 ч при положительной температуре и 8 ч — при отрицательной температуре окружающего воздуха.
Кроме того, замыкающий монтажный шов стенки в местах его пересечения с горизонтальными швами (резервуары вместимостью 2000—20000 м3, сооружаемые из рулонных заготовок) просвечивают проникающими излучениями. Длина каждого снимка должна быть не менее 240 мм. Взамен просвечивания разрешается (при толщине стали 10 мм и более) производить контроль ультразвуком с последующим просвечиванием участков швов с признаками дефектов.
Заключительным этапом является гидравлическое испытание с целью проверки плотности соединений и прочности сооружения в целом.
При гидравлическом испытании резервуар постепенно заполняют водой на высоту, предусмотренную проектом, внимательно наблюдая за его осадкой и состоянием сварных соединений. Если в процессе испытаний обнаруживают течь из-под края днища, необходимо воду слить полностью, а при обнаружении трещин в швах стенки — воду сливают до уровня ниже выявленного дефекта. После устранения дефектов испытания продолжают.
Одновременно с гидравлическим испытанием проверяют плотность сварных соединений кровли сжатым воздухом. Для этого закрывают все люки кровли, вследствие чего при наполнении резервуара водой давление воздуха внутри него повышается. Сварные швы кровли смачивают мыльным раствором и дефектные участки отмечают по местам появления пузырей.
Резервуар считается выдержавшим испытание, если в течение 24 ч после его заполнения водой на поверхности стенки или по краям днища не появятся течи и уровень воды не понизится. Перед проведением испытаний весь персонал, принимающий в них участие, должен пройти инструктаж. На все время испытаний устанавливают границу опасной зоны с радиусом не менее двух диаметров резервуара, внутри которой не допускается нахождение людей, не связанных с испытанием. Контрольные приборы (манометры, термометры) располагают за пределами опасной зоны или в безопасных укрытиях.
Гидравлическое испытание рекомендуется производить при температуре не ниже +5°С. При испытании в зимних условиях необходим подогрев или непрерывная циркуляция воды во избежание ее замерзания в трубах и задвижках, а также обмерзания стенок резервуара. На резервуар, выдержавший испытания, составляют паспорт.
Давление внутри резервуаров постоянного объема в связи с периодическим их наполнением и опорожнением, а также из-за колебаний температуры окружающего воздуха изменяется. При повышении давления часть нефтепродуктов в виде паров выходит через предохранительный клапан наружу и таким образом теряется. При понижении давления через тот же предохранительный клапан внутрь резервуара подсасывается воздух, который насыщается парами нефтепродукта и при очередном повышении давления вновь выбрасывается в атмосферу. Такое «дыхание» приводит к потере до 7% хранимых продуктов.
При отсутствии дыхательных клапанов неизбежно или образование высокого вакуума внутри резервуара при его опорожнении, или значительное повышение давления при его наполнении, что может привести к разрушению кровли и выходу резервуара из строя. Этого недостатка лишены новые типы резервуаров — с плавающими крышами, в которых крыша из листа толщиной 4—5 мм закреплена по наружной кромке к кольцевому стальному коробу-понтону. Благодаря понтону крыша плавает на поверхности нефтепродукта, поднимаясь и опускаясь по мере заполнения резервуара.
Герметичность зазора между понтоном и стенкой (200— 800 мм в зависимости от диаметра резервуара) обеспечивает специальный затвор различной конструкции.
Типовой резервуар вместимостью 50000 м3 имеет следующие конструктивные характеристики: диаметр — 60,7 м, высота стенки — 18 м, масса конструкции — 850 т, длина монтажных сварных швов — свыше 5000 м.
Монтаж конструкций начинают с укладки отдельных элементов (окраек) наружного контура дниша на предварительно размеченное песчаное основание с бетонным кольцом по периметру стенки. В середине основания устанавливают небольшой бетонный фундамент и закрепляют на нем по центру резервуара конец рулетки с лентой длиной 50 м для последующей разметки мест установки всех элементов резервуара. В местах опирания стенки радиальные стыки между окрайками сваривают встык. Затем на окрайки наносят две кольцевые риски, определяющие положение стенки и края днища.
Рулоны днища разворачивают двумя тракторами, расположенными по обе стороны от рулона (рис. 14,5,б).
Сборку полотнищ дниша выполняют на прихватках. После разворачивания всех рулонов на днище закатывают рулоны плавающей крыши. Затем приступают к сборке первого пояса стенки, которую монтируют полистовым методом (рис. 14.8).
В каждом из девяти поясов стенки высотой по 2 м имеется лист меньшей длины, чем остальные, который устанавливают последним. Припуск (150 мм) по длине компенсирует предельные отклонения в размере периметра резервуара и допусков при изготовлении всех листов стенки. Замыкающую вертикальную кромку этого листа обрезают и обрабатывают под сварку после его установки в проектное положение. Временное взаимное крепление отдельных листов стенки обеспечивают сборочными приспособлениями типа I.

После окончания сборки, контроля вертикальности листов, горизонтальности верхней кромки и зазора в стыках выполняют сварку всех вертикальных стыков первого пояса, а затем — кольцевого (уторного) шва сопряжения стенки с днищем. Далее полностью сваривают окрайки между собой, днище с окрайками (кольцевой шов) и последними — полотнища днища между собой.
Одновременно на первом поясе размечают и вырезают отверстия, устанавливают и приваривают люки-лазы. Перед разворачиванием (раскаткой) рулонов плавающей крыши проверяют плотность швов днища вакуум-аппаратом, а уторного и вертикальных стыков первого пояса стенки — керосином.
Вслед за раскаткой рулонов и сборкой полотнищ крыши укладывают на днище, выверяют и сваривают между собой кольцевые элементы понтона, к которому приваривают наружную кромку крыши.
На крыше размечают места, вырезают отверстия и приваривают патрубки для установки опорных стоек, предназначенных для фиксации крайнего нижнего положения крыши при эксплуатации резервуара, которое должно обеспечивать возможность прохода под крышу для осмотра и ремонта, а также для очистки днища от грязи. Затем резервуар наполняют водой на высоту 1800 мм, в патрубки заводят стойки, которые нижним концом опирают на днище через приваренные к нему толстые подкладки, а верхние — болтами через фланцы крепят к патрубкам крыши. После слива воды крыша оказывается подвешенной к стойкам, что позволяет осуществлять снизу подварку ее потолочных швов.
Второй и все последующие пояса стенки резервуара собирают аналогично первому гусеничным краном МКГ-25 (или другим соответствующих параметров) параллельно со сборкой и сваркой плавающей крыши.
Для установки листов и сборки их стыков применяют стальные кольцевые подмости (рис. рис. 14.8), секции которых длиной по 6 м закрепляют с помощью выпусков в скобах, приваренных к листам стенки. Эти подмости являются не только рабочим местом монтажников и сварщиков, но также и кольцом жесткости, необходимым для устойчивости стенки резервуара в период монтажа. Они позволяют избежать применения расчалок, создавая благоприятные условия для свободного передвижения монтажного крана вокруг резервуара.
После установки девятого пояса на кем монтируют горизонтальное кольцо жесткости, фиксирующее цилиндрическую форму и обеспечивающее общую устойчивость стенки в процессе эксплуатации. Все сварные швы проверяют на плотность керосином, а все вертикальные стыковые соединения первого и второго поясов и 50% соединений второго, третьего и четвертого поясов преимущественно в местах пересечения этих соединений с горизонтальными и все стыковые соединения окраек днищ в местах примыкания к ним стенки резервуара — просвечиванием проникающим излучением. Резервуар испытывают наливом воды на заданную проектом высоту.
Многие газы для сокращения их объема хранят под давлением, при котором они переходят в жидкое состояние Для хранения сжиженных газов широко применяют сферические (шаровые) резервуары, имеющие чаще всего следующие параметры.

Конструкции таких резервуаров изготовляют и поставляют на монтажные площадки отдельными листами двоякой кривизны с обработанными под сварку кромками.
Листы двоякой кривизны выполняют или горячей штамповкой, или холодной вальцовкой на специальном стенде с четырьмя верхними валками, имеющими форму бочки, и пятью нижними в форме вогнутых катушек (предложение Г.С. Сабирова). Расположение валков и их форма соответствуют радиусу оболочки резервуара.

Большинство резервуаров вместимостью 600 и 2000 м3 с толщиной стенки до 22 мм изготовляют холодной вальцовкой, определяющей меридиональный раскрой оболочки (рис. 14.9,в). Для резервуаров, изготовляемых горячей штамповкой, характерен параллельно-меридиональный и экваториально-меридиональный раскрой (рис. 14.6,а, б).
В зависимости от схемы раскроя резервуры вместимостью 600 м3 монтируют из двух (рис. 14.10,а) или из трех частей (рис. 14.10,б). В первом случае при экваториальномеридиональном раскрое на стенде сначала устанавливают центральную опору с днищем на ее оголовке. Затем последовательно собирают лепестки. После подгонки всех стыков сваривают вручную один слой всех швов и удаляют все сборочные приспособления. Первую полусферу переворачивают (кантуют) выпуклостью вниз и переносят краном на временную опору. Вторую полусферу собирают на освободившемся стенде и после сборки краном укладывают на первую. Для обеспечения жесткости при кантовке и строповке в каждой полусфере закрепляют крестообразно две трубчатые распорки. Сборку замыкающего экваториального стыка выполняют с кольцевых подмостей, устраиваемых на нижней полусфере.

При меридиональном раскрое полусферы собирают на стенде, снабженном двумя решетчатыми опорами, которые предназначены для фиксации положения концевых кромок лепестков.
При параллельно-меридиональном раскрое каждый из трех блоков оболочки укрупняют на стенде, имеющем центральную опору меньшей высоты, чем при сборке полусферы, и упоры для сборки экваториального пояса.
Резервуары вместимостью 2000 м3 при меридиональном раскрое собирают двумя способами: вертикальным (риc. 14.11,а) или горизонтальным (рис. 14.11,б). Последний способ применяют и для резервуаров вместимостью 600 м3 с меридиональным раскроем.
Вертикальный способ предусматривает сборку оболочки из двухлепестковых блоков, предварительно укрупненных на стенде.

Первоначально на неподвижную опору полностью собранного манипулятора краном устанавливают временную центральную стойку с закрепленными на ее концах днищем и куполом резервуара, а в середине — полноповоротной подъемной люлькой. Вертикальное положение стойки фиксируют пятью расчалками, расположенными в плане с равными углами между собой.
Сборочными приспособлениями первый блок закрепляют к днищу и куполу, а все последующие — и друг к другу. С наружной стороны устанавливают постоянную опору резервуара для передачи на нее нагрузки от собственной массы блока. Это обеспечивает значительную разгрузку сборочных приспособлений и возможность демонтажа распорки, закрепленной к блоку при укрупнении для снижения его деформативности при подъеме.
Рабочим местом при временном креплении блоков между собой сначала сборочными приспособлениями, а затем одним слоем шва ручной сваркой служит полноповоротная люлька, имеющая возможность перемещения по дуге радиусом 8 м, в вертикальной плоскости — электролебедкой, а в горизонтальной плоскости — вручную.
Из полностью собранной и подготовленной для автоматической сварки оболочки демонтируют через люки в куполе и днище центральную стойку, предварительно освобожденную от расчалок, полноповоротную люльку и сборочные приспособления. Затем рядом с резервуаром устанавливают шахтную лестницу с горизонтальной площадкой, к которой закрепляют кабину сварщика со сварочным автоматом.
Продолжительность сборки резервуара вместимостью 2000 м3 составляет 6—7 дн., трудозатраты — 80—85 чел.-дн., продолжительность сварки 20 смен при скорости 16—19 м/ч.
При горизонтальном способе каждые три листа (лепестка) укрупняют на стенде-кондукторе в блок. Первый блок устанавливают или на неподвижной опоре, снабженной роликами, или на роликоопорах манипулятора, расположенного внутри фундамента резервуара.
Последовательность сборки остальных блоков, купола и днища показана на рис. 14.11,б.
До удаления сборочных приспособлений первые шесть блоков соединяют между собой ручной сваркой одного слои шва изнутри, а седьмой и восьмой — снаружи во избежание сварки их в потолочном положении.
Высокопроизводительная сварка под флюсом снижает трудозатраты, ускоряет сварочные работы, улучшает качество соединений, однако применение ее возможно только при расположении стыков в нижнем положении. Такое условие обеспечивается при вращении собранного резервуара на специальных устройствах — манипуляторах различных конструкций.
По степени воздействия на оболочку манипуляторы разделяют на два типа: с жесткой и с мягкой системой опирания.
Особенность манипуляторов первого типа — использование стальных или обрезиненных опорных катков, что приводит к появлению вмятин на тонких стенках. Это объясняется высоким удельным давлением в местах контакта оболочки с катками вследствие малой площади опирания

Примером манипулятора такого типа является конструкция, предложенная Н.М. Кудрявцевым (рис. 14.12). На опорной раме с четырьмя установочными винтовыми домкратами шарнирно закреплены коробки с двумя приводными катками в каждой и четыре поворотных самоустанавливающихся катка. Благодаря балансирной системе соединения приводных и холостых катков нагрузка от резервуара автоматически распределяется между всеми катками. При вращении всех приводных катков в одну сторону резервуар вращается относительно горизонтальной оси. При вращении катков одной коробки по часовой стрелке, а второй — в противоположном направлении происходит вращение резервуара относительно вертикальной оси. Меняя и комбинируя направление вращения опорных катков, обеспечивают расположение свариваемых швов в вертикальной плоскости и места сварки — в нижнем положении. Скорость вращения резервуара регулируют в соответствии с требуемой скоростью сварки.
Такой манипулятор используют для сварки резервуара вместимостью 600 м3, массой 43,6 т.
Манипуляторы с мягкой системой опирания имеют катки с пневматиками, рабочее давление в которых устанавливают в зависимости от диаметра и толщины стенки резервуара. При тонких стенках давление в катках уменьшают, вследствие чего увеличивается площадь контакта с оболочкой, снижается удельное давление на оболочку и обеспечивается ее местная прочность.
К этому типу принадлежит универсальный манипулятор конструкции СКБ ВНИИмонтажспецстроя, предназначенный для сварки резервуаров вместимостью 600 и 2000 м3 с толщиной стенок 12—34 мм, массой до 150 т (рис. 14.13).
Манипулятор состоит из двух основных узлов: подвижной и неподвижной опоры. На подвижной опоре установлены четыре роликоопоры: две ведущие и две ведомые. Каждая роликоопора имеет по четыре пневмоколеса диаметром 1100 мм, установленные на балансирных устройствах, обеспечивающих равные нагрузки на обе оси колес.

Роликоопоры опираются на четыре трубчатые стойки, внутри которых расположены гидравлические домкрать: грузоподъемностью по 80 т с ходом штока 300 мм. Стойки установлены на двухкатковые тележки, передвигающиеся по кольцевому рельсу диаметром 6,3 м. Масса манипулятора 20 т.
Работает манипулятор следующим образом.
После сборки на неподвижном опорном кольце сферического резервуара подвижную опору разворачивают в плане в такое положение, при котором подлежащий сварке маридиональный шов располагался бы в плоскости вращения ведущих колес и находился бы между ними: с помощью насосной станции приводят в действие гидродомкраты, которые сначала выдвигают роликоопоры до упора всех колес в оболочку резервуара, а затем приподнимают резервуар, освобождая от нагрузки неподвижное опорное кольцо. Включением колес ведущих роликоопор обеспечивают вращение резервуара со скоростью, равной скорости сварки. После окончания сварки одного шва опускают гидродомкраты и резервуар снова опирается на неподвижное опорное кольцо. Подвижную опору по круговому рельсу вновь разворачивают в плане в положение, необходимое для сварки следующего стыка. Когда автоматическая сварка всех швов будет закончена, к оболочке приваривают стойки проектных опор, кроме двух, и опускают домкраты манипулятора, освобождая его от нагрузки. Отсутствие двух опор обеспечивает необходимые габариты для работы грузоподъемных механизмов и извлечение манипулятора без разборки. Две последние опоры резервуара устанавливают после переноса манипулятора на другое место.
Конструкция манипулятора допускает сборку подвижной опоры под собранным резервуаром, а также перенос манипулятора целиком или отдельными элементами.
Испытывают сферические резервуары, как правило, водой после завершения всех монтажных и сварочных работ, а также контроля качества сварных соединений.
Сначала резервуар полностью заполняют водой, давление повышают до пробного, равного 1,25—1,5 расчетного давления, и выдерживают 10 мин. Далее давление снижают до расчетного и осматривают конструкции. При отсутствии течи, отпотин и падения давления резервуар считают выдержавшим испытания.
Условия и результаты пробного гидравлического испытания оформляют актом и заносят в паспорт резервуара.