Стальные формы для изготовления сборных железобетонных конструкций являются основным, наиболее металлоемким технологическим оборудованием. Например, в проекте производства предварительно напряженных балок, размещенного в типовом унифицированном пролете УТП-1 (см. табл. 2.5), вес форм составляет 328 т, в то время как все остальное оборудование весит 188 т.
Амортизационные отчисления от стоимости форм составляют 30,3% в год, из которых 10,7% расходуется на капитальный ремонт, а 19,6% — на восстановление, т. е. погашение затрат на приобретение форм. Эти нормы относятся к трехсменной работе предприятий. При двусменной работе к отчислениям на капитальный ремонт можно вводить коэффициент 0,8, и тогда полные амортизационные отчисления составят 28,2%. Если формы находятся в запасе (резерв на складе), амортизация на восстановление все равно начисляется полностью (19,6%), а на капитальный ремонт начисления не производятся.
Таким образом, стоимость форм существенно отражается на себестоимости изготовляемых в них изделий. Это влияние можно выразить следующей формулой:

Как показал анализ, проведенный лабораторией экономики ВНИИЖелезобетона, полные расходы на содержание и эксплуатацию оборудования в 2—3 раза превышают амортизационные отчисления. Поэтому для ориентировочных расчетов можно принять K0 = 2,2.
Доля стоимости изделий, зависящая от форм, прямо пропорциональна стоимости самих форм, и, следовательно, нужно стремиться к минимальному весу форм Вф и к простоте их конструкции, чтобы цена единицы веса Цф была минимальной. Вообще говоря, необходимо получить минимум произведения Пф Вф, поэтому в ряде случаев целесообразно даже несколько увеличить вес формы, если это увеличение компенсируется снижением стоимости ее изготовления.
Важным является количество оборотов формы в год Пг, от которого непосредственно зависит себестоимость продукции. Количество оборотов — величина, обратная длительности технологического цикла. Она зависит в основном от технологической схемы. Однако и здесь конструкция формы играет существенную роль.
Форма должна быть спроектирована таким образом, чтобы ее эксплуатация требовала небольших затрат труда и времени. Это способствует сокращению длительности технологического цикла и снижению трудоемкости.
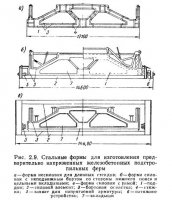
Проиллюстрируем это положение на примере производства подстропильных ферм. На заводах с длинными стендами, построенных по типовым проектам, применяют несиловые формы для подстропильных ферм (рис. 2.9, а). В этих формах все наружные и внутренние борта состоят из откидных или съемных частей, которые соединяются клиновыми замками и верхними распорками.
Решетка фермы образуется рамками, имеющими очертание треугольника со скошенными углами. Каждая рамка состоит из шести элементов: трех угловых и трех промежуточных, в трех рамках имеется 18 элементов. Наружный периметр формы окаймлен откидными бортами, состоящими также из 18 частей. Всего в форме имеется 36 откидных и съемных элементов. Так как внутренние и наружные борта состоят из отдельных частей, то их жесткость в собранном виде недостаточна. Поэтому понадобилось устроить 24 поперечные распорки, устанавливаемые сверху. Все это скрепляется между собой и с поддоном замками и клиньями, которых более 100. В боковых бортах такой формы имеются паровые рубашки, а в каждом из 36 элементов бортов — ввод пара и вывод конденсата. Форма весит 8 т.
Такая конструкция формы привела к тому, что при работе четырех человек в смену в течение двух смен разбирают шесть форм, расположенных вдоль одной нитки стенда, и снимают готовые фермы, т. е. затрачивается свыше 9 чел.-час. на одну ферму. Так как до снятия всех ферм нельзя приступить к укладке и натяжению напрягаемой арматуры, то в технологическом цикле 14 ч занимает только разборка форм и снятие готовых изделий. Сборка формы по трудоемкости не уступает ее разборке. К этому следует добавить, что вследствие большого числа швов в бортах формы качество подстропильных ферм получается невысоким.
Неудобство работы усугубляется открытым пространством между бортами рамок, образующих решетку фермы: в эти места попадает бетонная смесь, которую трудно удалить из внутренней полости формы.
На рис. 2.9, б показана силовая универсальная форма для такой же подстропильной фермы. В этой форме борт, образующий нижнюю плоскость нижнего пояса фермы, представляет одно целое с поддоном и используется как часть силового элемента. Решетка фермы образуется цельными вкладышами в виде треугольников со срезанными углами. Вкладыши закрыты сверху листом, создающим жесткость и препятствующим попаданию бетонной смеси во внутреннюю полость формы. Остальные борта состоят из крупных элементов и сделаны поворотными. Высокая жесткость треугольных вкладышей и бортов позволяет обойтись без распорок, мешающих бетонированию и заглаживанию верхней плоскости бетона. Вес формы 12 т.
В форме только семь отодвигаемых и съемных элементов бортов и три съемных вкладыша. Разборка такой формы и снятие готового изделия продолжаются 30 мин и выполняются четырьмя рабочими, включая крановщика, т. е. трудоемкость этой операции составляет 2 чел.-часа, что в 4,5 раза меньше, чем при использовании описанной выше несиловой формы (рис. 2.9, а), длительность операции меньше в 28 раз.
Рассмотренный пример, а таких примеров можно привести много, показывает, насколько важно при проектировании форм уделять внимание технологическим факторам. К этому следует добавить, что конструкция формы должна допускать удобную укладку и натяжение напрягаемой арматуры, установку и фиксацию ненапрягаемой арматуры и закладных деталей. Кроме того, при проектировании форм следует учитывать условия укладки и уплотнения бетона, способ тепловой обработки и стремиться к рациональному использованию производственных площадей. Естественно, что форма должна быть достаточно жесткой и прочной и обеспечивать получение железобетонного изделия высокого качества.
В связи с развитием электротермического метода натяжения арматуры накоплен опыт проектирования и использования различных силовых форм, позволяющий сделать обобщения и дать рекомендации для практического применения. He повторяя известные положения о методах конструирования стальных форм для производства железобетонных изделий, рассмотрим особенности силовых форм и способы проектирования их с учетом условий эксплуатации.
В несиловой форме вес металла, как правило, определяется конструктивными соображениями, и его прочность используется в малой степени. Поэтому при проектировании силовых форм следует использовать обшивку форм и другие конструктивные элементы для восприятия усилий натяжения арматуры.
Следует проектировать силовую часть формы так, чтобы центр тяжести силового элемента находился возможно ближе к точке приложения равнодействующей усилий предварительных напряжений арматуры. При этом конструкция силовой части испытывает равномерное или близкое к равномерному сжатие, что позволяет наиболее полно использовать металл форм. Центр тяжести сечения силового элемента следует по возможности размещать выше равнодействующей усилий натяжения; при этом получится обратный выгиб формы до укладки бетона.
На рис. 2.10 показаны схемы поперечных сечений силовых форм с различными решениями силовых элементов. При относительно небольших усилиях натяжения арматуры, расположенной на близком расстоянии от формообразующей части, как в поддонах многопустотных панелей, можно допустить эксцентренное приложение усилия натяжения (рис. 2.10, а). Обычно вес такой формы мало отличается от веса несиловой формы.
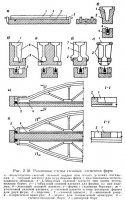
В неразборной форме часто можно не делать специальных силовых элементов, а использовать в основном обшивку с элементами жесткости, или предусматривать относительно небольшие усиления (рис. 2.10, б).
Силовые формы для двутавровых балок или тавровых с полкой внизу нельзя сделать неразборными полностью. В этих случаях нужно стремиться к наибольшей неразборности. Хорошие результаты дает форма, в которой один из бортов выполнен заодно целое с поддоном (рис. 2.10, в). Tакие формы обладают высокой жесткостью при сравнительно небольшом расходе металла и в них можно рационально расположить центр тяжести сечения силового элемента.
Нашли применение и силовые формы, в которых усилия натяжения арматуры передаются только на борта (рис. 2.10, д), сжатые силовые элементы расположены внизу, а в случае необходимости и вверху каждого бокового борта формы. Это решение производит впечатление компактного, но приводит к технологическим неудобствам, так как передавать предварительные напряжения на бетон приходится при закрытых бортах, что вызывает в ряде случаев трещины в бетоне.
При тавровых сечениях с полкой внизу можно рекомендовать лотковое сечение силовых элементов (рис. 2.10, ё), которое применяют часто и для тавровых балок. Такое решение силового элемента требует скосов боковых поверхностей нижней полки балки.
При изготовлении ферм или балок в положении плашмя экономичным является силовой элемент уголкового сечения, включающий неподвижный борт со стороны предварительно напряженного нижнего пояса фермы или нижней полки балки и примыкающую к нему часть поддона, составляющего одно целое с бортом (рис. 2.10, ж). В парных силовых формах при формовании в положении плашмя силовой элемент имеет I-образное сечение и является формообразующей частью для двух примыкающих к нему нижних поясов двух ферм, изготовляемых в форме (рис. 2.10, з). Средний борт также жестко соединяют с поддоном. Балка при формовании может находиться в своем обычном рабочем положении или в положении «плашмя» с последующим кантованием ее в готовом виде в рабочее положение (рис. 2.11). Обычно предпочтительно изготовление балок в рабочем положении. При этом видимые при эксплуатации боковая и нижняя поверхности балки находятся при формовании со стороны формы и получаются гладкими. Заглаживание верхней относительно небольшой поверхности бетона не требует значительной затраты труда. Кроме того, балку не нужно кантовать. При формовании в положении «плашмя» оформление одной из боковых поверхностей балки, являющейся при формовании верхней, очень трудоемко, и, несмотря на большую затрату труда, все же эта поверхность выглядит плохо.
В отличие от балок фермы целесообразно формовать в положении «плашмя» с последующим кантованием в рабочее положение. При этом вся верхняя открытая при формовании поверхность бетона горизонтальна, благодаря чему удобно укладывать бетонную смесь и заглаживать верхнюю поверхность. При формовании ферм в рабочем положении армирование, укладка и заглаживание бетона существенно усложняются.
Длительное время считали, что для кантования фермы или балки из положения «плашмя» в рабочее положение необходима ровная нижняя плоскость формы, когда изделие при кантовании соприкасается с ней одним ребром (рис. 2.11, а).
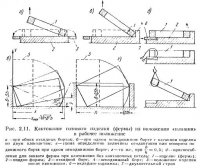
Опыты и производственная практика показали возможность кантования ферм со скольжением двух ребер по двум взаимно перпендикулярным плоскостям формы (рис. 2.11, б). Кромки ребер при этом не окалываются. Это позволило рекомендовать применение со стороны нижнего пояса фермы описанного выше неподвижного борта формы, имеющего технологические и экономические преимущества.
Силовые формы могут предназначаться для формования одной балки или одновременно нескольких. Как правило, силовую форму лучше делать на одно изделие, что вытекает из основного принципа целесообразности технологической независимости форм. Чем меньше изделий в одной форме, тем меньше времени требуется для работы на каждой форме и тем короче может быть технологический цикл.
Однако возможны и разумные исключения из этого общего правила. Так, например, в одном пролете завода намечалось изготовлять по гибкой стендовой схеме в силовых формах подкрановые балки длиной 12 и 6 м, стропильные балки длиной 12 м и подстропильные фермы такой же длины. Подкрановые балки длиной 6 м имеют значительно меньший объем, чем другие изделия на технологической линии. В то же время для них нужны арматурные заготовки, отличные от других изделий в пролете.
В целях унификации заготовок напрягаемой арматуры и выравнивания длительности технологических операций по всем силовым формам в пролете было решено сделать формы для подкрановых балок длиной 6 м на два изделия по длине. Такая форма позволяет также повысить точность натяжения арматуры и несколько уменьшить трудоемкость ее заготовки и натяжения.
Форма для двух изделий занимает меньше места, чем две формы на одно изделие каждая, и на нее расходуется меньше стали. Если же при использовании парных или групповых форм длительность технологического цикла существенно увеличится, то более экономичным по себестоимости продукции окажутся одиночные силовые формы.
Силовые формы для стропильных и подстропильных ферм также могут быть одиночными или парными. Однако изготовление фермы является длительной операцией и поэтому взаимная зависимость двух ферм, изготовляемых в одной форме, еще более нежелательна, чем для балок.
Остановимся на некоторых вопросах, связанных с устройством бортов силовых форм.
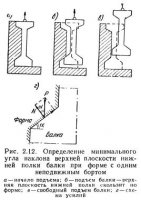
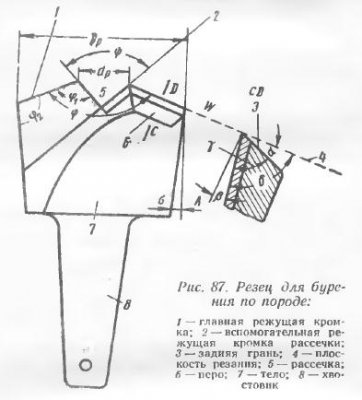
При применении одного неподвижного борта его очертание должно позволять подъем изделия вертикально вверх. Вертикальную силу, с которой поднимаемая балка упирается в наклонный выступ формы, над верхней поверхностью нижней полки балки можно разложить на две составляющие (рис. 2.12): Pв — усилие, действующее вдоль формы вверх, т. е. усилие, выталкивающее изделие из формы, и N — усилие, перпендикулярное плоскости выступа формы, прижимающее изделие к форме:
Pв = Qк sin?,
где Qк — усилие на крюке крана за вычетом веса балки н траверсы;
Pу = ?N = ?Qк cos?,
где ? — коэффициент трения бетона балки по металлу формы.
Для того чтобы изделие скользило по форме и поднималось, необходимо соблюдение условия
Pв > Pу
или после подстановки полученных выше значений и преобразований
tg? > ?
Обычно ? = 0,5/1; следовательно, угол наклона верхней плоскости нижней полки балки должен быть не меньше 30°, желательно принимать ??45°. Опыт производства подкрановой балки, описанный далее, и других изделий подтверждает правильность этого вывода.
Очертание изделий таврового и двутаврового сечения влияет и на выбор места расположения шарнира откидного борта форм (рис. 2.13). Шарнир нужно размещать так, чтобы борт можно было свободно открыть, не задевая железобетонной балки. По этим условиям место возможного расположения шарнира откидного борта в поперечном сечении ограничено двумя перпендикулярами: к нижней грани верхней полки в месте ее пересечения со стенкой и к верхней грани нижней полки. Эта область на рисунке заштрихована.
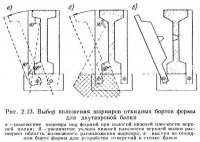
Если нижняя грань верхней полки очень полога (рис. 2.13, а), то шарнир приходится размещать под балкой. Форма получается сложной в изготовлении и неудобной при эксплуатации. Следует в таком случае увеличить уклон нижней плоскости верхней полки балки (рис. 2.13, б). Если в стенке балки предусмотрены отверстия, то выступы в форме для их образования следует закреплять на откидном борту, придав торцам пустотообразующих выступов уклоны, обеспечивающие свободный поворот (рис. 2.13, в).
Откидному борту, постоянно шарнирно прикрепленному к форме, присущи и некоторые недостатки. Так, для удобства зарядки формы арматурой и закладными деталями борт приходится откидывать полностью — до горизонтального положения. Поэтому в ряде случаев предпочитают откидной съемный борт, который сначала поворачивают, а затем снимают краном и ставят в сторону или навешивают на неподвижный борт, т. е. с противоположной стороны формы. При ломаном очертании борта в плане, например при изготовлении подстропильных ферм, для устройства откидного борта пришлось бы расчленить его на несколько частей. Целесообразнее делать борт ломаного очертания в плане цельным и не откидывать, а отодвигать.
При кантовании готового железобетонного изделия из положения «плашмя» в рабочее положение по двум взаимно перпендикулярным плоскостям дна и неподвижного борта формы возникает необходимость определить минимальную величину, па которую нужно сместить отодвигающийся борт, или минимальную величину угла поворота поворачивающегося борта, обеспечивающую свободное кантование (рис. 2.11, в и г).
При кантовании ребер А и В изделия все время находятся в контакте с плоскостями формы оу и ох.
Из прямоугольного треугольника BCD следует

и из подобия треугольников OAB и BCD
Подставляем полученное значение х1 в (2.4):
Это — уравнение кривой C0C1, описываемой точкой С (х, у) при кантовании изделия со скольжением по двум взаимно перпендикулярным плоскостям.
Минимальная величина, на которую нужно сместить отодвигающийся борт формы со стороны грани изделия CD равна разности между максимальной ординатой точки С, равной xmax и высотой изделия h, т. е. ?x = xmax — h.
Дифференцируем уравнение (2.2) по dx:
откуда после преобразований
Подставляя полученные значения х в (2.5), получим после преобразований
Легко видеть, что xmax есть диагональ изделия. Максимум достигается при у1 = b/?1+?2, что вытекает из (2.8).
Так как ?1+?2>1, то y1?b, и максимальное значение х наблюдается в пределах высоты борта.
Общий вид траектории движения угла С показан на рис. 2.11, в, а пример для b/n = 0,5 — на рис. 2.11, г.
Отодвигать борт практически приходится на небольшую величину. Так, например, при b 550 мм и h = 2000 мм борт нужно отодвинуть не менее чем на ?200в2 + 55в2 — 200 = 7,4 см.
Для определения необходимого угла поворота при откидном борте в выражение (2.6) подставим у=0 и х=h, тогда получим:

Следовательно, искомая касательная направлена перпендикулярно диагонали изделия и борт формы нужно повернуть так, чтобы он находился вне этой линии.
Для кантования готовой фермы в рабочее положение не нужно заделывать в бетоне строповочные петли, на которые расходуется много металла. Для этой цели следует в соответствующих местах выдвигать небольшие вкладыши под верхним поясом фермы и в образуемое при этом отверстие вставлять тросовую петлю или стальной хомут для кантования фермы (рис. 2.11, д).
Особое внимание при разработке форм и при проектировании железобетонных изделий должно быть обращено на придание граням изделия уклонов, необходимых для свободного распалубливания (рис. 2.14). Если изделие извлекается из формы затвердевшим, то оно должно иметь очертание с расширением кверху. При этом уклон боковых поверхностей должен быть не меньше 1:15 при наклонных двух боковых поверхностях и не меньше 1:10 при одной наклонной плоскости, а другой — вертикальной.
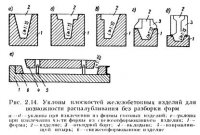
Если элементы формы извлекаются из свежего бетона, то боковым стенкам этих элементов придаются уклоны так, чтобы вкладыш расширялся кверху. Это относится, в частности, к треугольным вкладышам, образующим решетку фермы, которые лучше извлекать сразу после окончания формования. При извлечении вкладыша из свежеотформованного бетона уклон его боковых поверхностей может быть минимальным — 1:25—1:50. Положение вкладыша на форме для фермы фиксируется при помощи трех штырей, прикрепленных к поддону формы, па которые надеваются трубки вкладыша. Штыри делают сужающимися кверху, благодаря чему они являются также заманами: при неточном опускании вкладыша он сам находит правильное положение, скользя по конической части штырей.
Конструкция форм, в том числе силовых, зависит от принятого способа формования и уплотнения бетона, а также от способа тепловой обработки.
При стендовой схеме изготовления крупных балок часто применяют навесные вибраторы, прикрепляемые к бортам, глубинные вибраторы или те и другие. Навесные вибраторы плохо прорабатывают бетонную смесь и создают большой шум. Применение глубинных вибраторов при высоких балках затруднительно и приводит к большой трудоемкости формования. При стендовой схеме изготовления крупных балок целесообразно уплотнять бетон при помощи так называемого «вибропоршня», суть которого заключается в устройстве дна, свободно опирающегося на форму через упругие прокладки (рис. 2.15, а). Вибропоршень обеспечивает хорошую проработку бетонной смеси при минимальной затрате энергии.
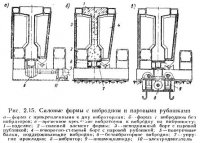
Так как вибрация бетонной смеси передается только через дно, минуя борта формы и другие ее части, то паровые рубашки бортов при вибрации не повреждаются и форма служит дольше. Уплотнение бетонной смеси вибропоршнем происходит с небольшим шумом и допускает использование сравнительно жестких смесей.
На рис. 2.15, б показана форма с вибродном без прикрепленных к нему вибраторов. Форма предназначена для производства по поточно-агрегатной схеме, поэтому на ее дне имеются выступы для временного крепления к вибраторам вибропоста. Один из вариантов такого крепления при помощи пневмоцилиндров показан на рис. 2.15, в.
Для укладки и уплотнения бетонной смеси при производстве ферм в положении «плашмя» целесообразны глубинные вибраторы, навешиваемые на бетоноукладчик, что определяется сравнительно небольшой высотой изделия при его формовании.
Тепловая обработка бетона плитных и сравнительно небольших балочных конструкций, изготовляемых по поточно-агрегатной Схеме, производится в камерах, обычно с расположением форм в несколько ярусов по высоте. Для крупных балок лучшие результаты получаются при использовании паровых рубашек, т. е. полостей в бортах, изолированных снаружи, в которые вводится пар и из которых отводится конденсат. При этом форму сверху накрывают крышкой. Отсутствие камер, так же как и отсутствие мощных фундаментов длинных стендов, способствует гибкости производства, создавая возможность простого перехода на другие виды продукции и на другие технологические приемы.
В ферме боковые поверхности занимают относительно малую часть общей поверхности бетона, и поэтому применение паровых рубашек нецелесообразно. Наиболее удобно проводить ускоренное твердение бетона ферм в секционных пропарочных камерах. В положении «плашмя» ферма имеет небольшую высоту — всего 600—800 мм вместе с конструкцией формы и камера получается невысокой, ее удобно делать напольной, т. е. незаглубленной.
На многих предприятиях, в том числе построенных по типовым проектам, не предусмотрены рабочие места, и при укладке арматуры, заглаживании бетона и выполнении других операций рабочие стоят на бортах форм, на кронштейнах для вибраторов и др., что снижает производительность труда. На самих формах или рядом с ними следует предусматривать рабочие места для выполнения указанных операций.
Нa рис. 2.16 показаны варианты расположения силовых форм при стендовой схеме. Отличие этих вариантов друг от друга заключается в том, каким бортом формы обращены к бетоноукладчику: неподвижным или съемным. Во всех вариантах рабочие места при распалубке и зарядке формы расположены со стороны съемного борта. При бетонировании рабочие находятся со стороны, противоположной бетоноукладчику.
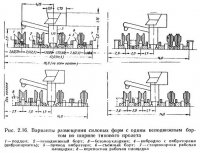
Предпочтительным является первый вариант, в котором все формы повернуты к бетоноукладчику неподвижными бортами, так как в этом случае все рабочие площадки можно сделать стационарными.
В заключение рассмотрим упоры силовой формы для закрепления напрягаемой арматуры в натянутом состоянии. Упоры могут предназначаться только для электротермического натяжения арматуры или же быть универсальными, т. е. пригодными для разных видов арматуры (стержневой, проволоки или прядей) и для разных методов натяжения (электротермического или механического).
Если силовая форма предназначена только для электротермического натяжения, то упоры могут быть внешними и внутренними. Внешние упоры делают неподвижными с обеих концов формы (рис. 2.17, а).
В основном находят применение неподвижные упоры с прорезями, получившие название вилочных. В прорези заводится напрягаемая арматура так, что ее анкер находится с одной стороны упора. При формовании железобетонного изделия прорези могут располагаться вертикально, горизонтально или наклонно (рис. 2.17, б).
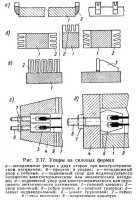
При расположении напрягаемой арматуры в один или два ряда по высоте, как, например, в плитах, упоры лучше всего делать сплошными из стального листа или бруска. При размещении напрягаемой арматуры в несколько рядов упоры испытывают значительный изгиб, и их приходится делать с ребрами, приваренными к листу. Обычно ребра имеют переменное сечение (рис. 2.17, в). Лучше всего располагать ребра так, чтобы они были направлены в сторону, противоположную форме, тогда отходы напрягаемой арматуры получаются меньшими.
Так как в месте контакта упоров с силовой формой создается преимущественно сжатие, то можно делать упоры съемными, прикрепляя их к форме болтами. Это позволяет в случае необходимости легко сменить упоры при переходе на другой вариант армирования.
Если упоры универсальны по виду напрягаемой арматуры и методу ее натяжения, то один из них может быть неподвижным, а другой — с перемещающимися захватами. Конструкция подвижного упора зависит от того, применяется ли индивидуальное или групповое механическое натяжение арматуры.
В случае индивидуального механического натяжения несущая часть упора — рама — делается обычно подковообразной, а места закрепления напрягаемых арматурных элементов крепятся к тяговым болтам, закрепленным гайками на раме упора (рис. 2.17, г). При электротермическом натяжении болты фиксируются возможно ближе к изделию, и работа производится как при неподвижных упорах. При механическом натяжении тяговые болты ставят так, чтобы колодки находились возможно ближе к изделию и даже в пределах изделия. Затем домкрат соединяется с тяговым болтом и, упираясь в раму упора, натягивает один или несколько арматурных элементов, закрепленных в колодке этого тягового болта. Натяжение фиксируется поворотом гайки болта до его упора в раму.
В случае группового механического натяжения рама упора должна иметь возможность целиком вместе со всеми колодками отодвигаться от силовой формы (рис. 2.17, д). В этом случае удлинение, достигнутое при натяжении, фиксируется мерными вставками или болтами.
Назначая размеры формы, в особенности для длинных конструкций, следует учитывать укорочение бетона при передаче на него предварительных напряжений, так как это укорочение в ряде случаев по величине сопоставимо с предельными отклонениями длины конструкции, предусмотренными в технических условиях.
Например, при длине фермы 24 м и предварительных напряжениях бетона нижнего пояса 150 кГ/см2, при прочности бетона ко времени передачи на него предварительных напряжений 300 кГ/см2 (Eб = 315 000 кГ/см2) укорочение нижнего пояса, т. е. уменьшение его длины, составит:
?l = 150/315000 * 24000 = 11,5 мм.
Формы при ускоренном твердении бетона следует устанавливать так, чтобы их опирание не препятствовало перемещениям при изменении температуры.
В каждой силовой форме неизбежно сближение упоров под влиянием усилий от натянутой арматуры. Это сближение следует учитывать при назначении удлинения арматуры, необходимого для получения заданного начального предварительного напряжения, как показано в следующей главе. Поэтому величина ожидаемого сближения упоров должна быть определена расчетом во время проектирования формы и указана на ее чертежах.
Часто при необходимости планирования расхода металла для силовых форм и для оценки экономичности спроектированной формы возникает вопрос о том, сколько должна весить силовая форма. В настоящее время для такой оценки нет объективных критериев, которые можно было бы рекомендовать к применению. Поэтому следует в основном руководствоваться данными накопленного опыта. В табл. 2.6 приведены данные о весе некоторых силовых форм без паровых рубашек и вибродна и об отношении этого веса к весу формуемых в них изделий. При паровых рубашках и вибродне вес обычно получается больше на 15—20%.




























")
")
")
")
")
")