Считается установленным, что свойства бетонов определяются не только составом и структурой цементирующего вещества, но и его пористостью. При этом физико-технические свойства бетонов зависят от величины общей пористости и ее характера. По данным Кобле и Кингери, различный характер пористости при одинаковой общей пористости может изменить проницаемость и прочность материала от 5 до 10 раз. Весьма важное значение характер пористости оказывает на свойства бетона, связанные с проницаемостью: водо- и газонепроницаемость, тепло-и звукопроводность, а также морозостойкость и др.
В настоящее время в твердеющем цементном камне различают три основных вида пор, отличающихся размером:
— капиллярные (макропоры) размером более 1000 А. Наличие этих пор приводит к наибольшему ухудшению физико-механических свойств бетонов;
— контракционные размером от 50 до 1000А, образующиеся вследствие уменьшения абсолютного объема системы цемент — вода;
— поры геля (микропоры) имеют наименьший размер — 15—50 А. Вода в порах геля адсорбционно связана в гидратных оболочках геля и не переходит в лед при низких температурах (порядка -40°С и ниже).
Следовательно, более правильное суждение о структуре и свойствах бетона можно иметь, зная дифференциальную пористость, т. е. количество капиллярных, контракционных и гелевых пор. Однако изучение такой пористости представляет довольно трудную задачу, связанную с созданием сложной аппаратуры.
За последние годы было предложено несколько методов определения дифференциальной пористости. Наиболее разработанным является метод вдавливания ртути — ртутная порометрия. Пользуясь этим методом, А.С. Беркман и И.Г. Мельникова определяли поры 15—900 мк поромером низкого давления, а поры от 12 до 0,02 мк поромером высокого давления. Этим же методом Ф.М. Иванов и В.Л. Солнцева определяли поры в диапазоне 0,05—80 мк.
Существуют и другие способы определения дифференциальной пористости в материале — измерение аэродинамических сопротивлений различных по размеру фракций при продувании через них газов, продувание воздуха через насыщенные водой материалы и другие косвенные методы (газовая абсорбция, капиллярная конденсация и т.д.).
В лаборатории методов ускорения твердения бетонов НИИЖБ исследование структуры раствора, подвергнутого различным режимам тепловлажностной обработки, проводилось с помощью дилатометрического метода. В исследованиях использовался высокочувствительный дилатометр, разработанный во Всесоюзном научно-исследовательском институте физико-технических и радиотехнических измерений И.И. Лифановым.
Дилатометрический метод довольно широко распространен как в России, так и за рубежом. В последнее время к нему повысился интерес со стороны научных работников, занятых в области строительных материалов. Однако недостатком многих работ, проводившихся в этом направлении, явилось изучение деформативных изменений материала при температурах лишь до -25° С в связи с отсутствием соответствующих приборов, работающих при более низких температурах.
Примененный нами дилатометр позволяет исследовать образцы не только при переменной температуре, доходящей до —70° С, но и при переменной влажности. Чувствительность этого прибора такова, что он реагирует на удлинения образцов на величину 2*10в-5 мм.
При помощи дилатометра мы замеряли деформации, возникающие от напряжений, вызванных фазовым переходом воды в лед в разных порах и капиллярах.
Известно, что вода в крупных открытых порах и капиллярах замерзает при температуре около нуля, в то время как в тонких капиллярах она переходит в лед при более низкой температуре. Существует определенная зависимость между температурой замерзания воды и радиусом капилляра, в котором она находится.
Сопоставление дилатометрических кривых различных образцов позволило выявить некоторые различия в микроструктуре материалов одинакового состава, но твердевших в различных условиях.
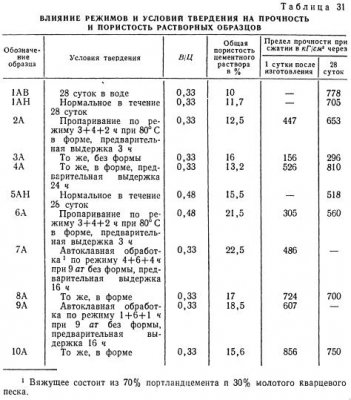
Исследования проводились на растворных образцах состава 1:2, размером 13х13х30 мм, изготовленных на портландцементе Брянского завода и кварцевом песке. Режимы твердения образцов приведены в табл. 31. На прочность испытывались кубы размером 7,07х7,07х7,07 см, которые изготовлялись из раствора того же состава и твердели в аналогичных условиях. Сразу после тепловой обработки пли соответствующего срока нормального твердения образцы помещались в бюксы, которые парафинировались и хранились в течение 1—2 месяцев до начала испытаний. Затем образцы извлекались из эксикаторов, подвергались в течение 3—5 суток естественному водонасыщению, устанавливались в дилатометр и замораживались от 3 до 8 раз до температуры — 70° С. При каждом цикле замораживания снимались дилатометрические кривые. Замораживание производилось 1 раз в сутки с последующим естественным оттаиванием.
Наряду с исследованиями образцов, насыщенных водой, изучались также образцы в воздушно-сухом состоянии, которое достигалось путем длительного (в течение 1—3 месяцев) хранения их при температуре 20° С и относительной влажности 50—60%. Общая пористость образцов подсчитывалась по величинам удельного и объемного весов материала.
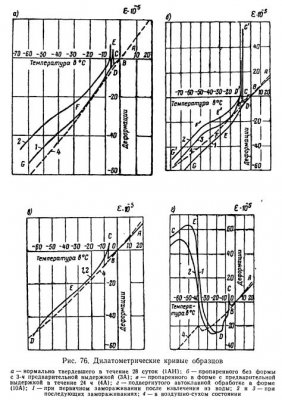
На рис. 76,а приведены дилатометрические кривые образца нормального твердения (1AH). Эти кривые условно можно разделить на ряд участков. Участок AB свидетельствует об уменьшении линейных размеров образца при понижении температуры в соответствии с коэффициентом температурного расширения. При температуре от —2 до —3°С имеется небольшой скачок (участок ВС), возникающий вследствие перехода воды в лед в крупных открытых порах, содержащихся в этом образце в небольшом количестве. При —5° С наблюдается скачок (участок DE), характеризующий замерзание воды в менее крупных порах.
При дальнейшем понижении температуры уменьшение размеров образца происходит в прямой зависимости от охлаждения (участок EF). При охлаждении образца ниже -30° С дилатометрическая кривая несколько изменяет свой наклон (участок F), что, очевидно, связано с переходом воды в лед в мельчайших капиллярах (радиусом порядка нескольких десятков ангстрем).
Дилатометрические кривые образца 3А, подвергнутого пропариванию по режиму 3+4+2 ч при 80° С без формы с 3-ч предварительной выдержкой, приведены на рис. 76, б. При первичном замораживании зафиксирован незначительный скачок при температуре от -2 до -3°С (участок ВС), затем сокращение размеров образца идет по прямой линии (DE) вплоть до температуры -25°С. При этой температуре кривая снова уменьшает свой наклон, что свидетельствует о замерзании воды в более мелких порах. Участок кривой EFG по существу аналогичен участку BCD, однако вследствие отсутствия резкой границы в размерах мелких пор он более растянут по температуре.
Вторичное замораживание дает значительный скачок на кривой при температуре между -7 и -8 ° С, свидетельствующий о нарушении структуры образца при первичном замораживании. При дальнейшем охлаждении дилатометрическая кривая 2 по своему характеру аналогична кривой 1, однако перелом EF выражен резче и смещен так же, как и ВС, в сторону более низких температур.
Дилатометрические кривые образца 4А (рис. 76, в), подвергнутого пропариванию по режиму 3+4+2 ч при 80°С, но в металлической форме и после суточного предварительного выдерживания в значительной мере отличаются от кривых образца ЗА. При замораживании образца 4А наблюдается небольшой скачок (участок ВС) при температуре от -7 до -8 ° С и перелом в направлении кривой при температуре около -30° С (участок Е). Характерным для этого образца является полная воспроизводимость дилатометрических кривых при первом и последующих циклах замораживания и оттаивания, а также постоянство деформаций (участок ВС) как по величине, так и по температурному интервалу. Это свидетельствует о стабильности сложившейся структуры, способной сопротивляться многократным циклам замораживания и оттаивания.
Кривые образца 10A (рис. 76,г), подвергнутого автоклавной обработке, по существу, резко отличаются от всех предыдущих дилатометрических кривых. Несмотря на то что на кривой образца 10А имеется скачок при температуре от -7 до -8° С (участок ВС), наблюдающийся и у рассмотренных ранее кривых, однако в отличие от них при температуре от -25 до -50° С происходит значительное расширение образца.
Такой характер дилатометрической кривой свидетельствует, по-видимому, о существенных изменениях, происходящих в микроструктуре цементного раствора, подвергнутого автоклавной обработке.
Как видно из рис. 76, характер дилатометрических кривых образцов одного и того же состава, изготовленных и подвергнутых последующему замораживанию в одних и тех же условиях, зависит от вида, режима и условий тепловой обработки. Основная особенность этих кривых — наличие скачков и переломов, изменяющихся как по величине, так и по температурному интервалу и характеризующих замерзание воды в порах и капиллярах определенного радиуса. Пикообразные скачки при расширении образцов в узком температурном интервале, очевидно, являются следствием не только перехода воды в лед в соответствующих порах, но также и термического расширения самого материала образца под действием скрытой теплоты, выделяющейся при фазовом превращении воды в лед.
Очевидно, величина скачка, а также степень возврата кривой по отношению к основному направлению дилатометрической кривой могут также явиться качественной и количественной характеристикой пор определенного радиуса и свидетельствовать о деструктивных нарушениях в материале.
Небольшие по размерам образцы 4А и 10A одинакового состава были подвергнуты тепловой обработке в металлических формах, что в значительной мере предотвращало нарушение макроструктуры раствора вследствие протекания, главным образом в период подъема температуры различных деструктивных процессов.
Однако дилатометрические кривые свидетельствуют о резко отличном характере микроструктуры образцов, запаренных при давлении 9 ат, по сравнению с пропаренными и нормально твердевшими, и позволяют сделать вывод о наличии в автоклавных материалах значительного количества микропор или микротрещин.
В.М. Москвин, М.М. Капкин и Б.М. Мазур изучали деформации бетонов при отрицательных температурах, подвергнутых пропариванию, автоклавной обработке и твердевших в нормальных условиях. Они пришли к выводу, что при обычном водонасыщении образцов в течение 2 суток деформации расширения пропаренных бетонов начинают развиваться при -20° С, а бетонов автоклавного твердения — при -10°С. При водонасыщении под вакуумом деформации расширения наблюдались при более высокой температуре и начинали проявляться при -7 и -2° С. Авторы подчеркивают, что при температурах до -55° С в бетонах нормального твердения деформаций расширения вообще не наблюдалось. Авторы отмечают, что характер деформаций образцов, подвергнутых тепловой обработке, свидетельствует о пониженной их морозостойкости.
А.В. Волженский и Ю.С. Буров определяли диаметр пор в образцах по способу, основанному на функциональной зависимости между величиной капиллярного давления и радиусом кривизны поверхности раздела жидкость — газ в капилляре. Они пришли к выводу, что у запаренных образцов диаметр капилляров находится преимущественно в пределах 2,6—2,9 мк и в 2—3 раза больше, чем у образцов нормального твердения. У. Крейс, Э. Оямаа, В. Рейман, исследовавшие влияние величины давления пара при запаривании на величину и характер пор, установили, что образцы автоклавного твердения имеют большие размеры капилляров и микротрещин. Причем объем открытых пор с эквивалентным диаметром свыше 10 мк значительно увеличивается по мере повышения давления пара при запаривании с 9 до 17 ат.
П.П. Ступаченко, изучавший структуру пор образцов автоклавного твердения, пришел к выводу, что суммарная пористость автоклавных цементных растворов выше, чем у подобных по составу образцов, твердевших в обычных влажных условиях. При этом с увеличением давления пара до 13—17 ат пористость уменьшается, а затем значительно увеличивается.
Кроме того, на величину суммарной пористости автоклавных цементных материалов существенное влияние оказывает количество воды затворения.
Изучая дифференциальную пористость, П.П. Ступаченко пришел к выводу, что в растворных образцах автоклавного и нормального твердения максимум пористости лежит в пределах радиусов пор до 700—800 А, т.е. падает напоры геля и мельчайшие капилляры цементирующей массы.
Однако условия автоклавного твердения приводят к появлению второго (хотя и значительно меньшего по величине) максимума пористости в пределах 1—2 мк, т. е. в зоне макропор, доступных для непосредственной фильтрации воды и других жидкостей. При этом абсолютный объем таких пор у автоклавных бетонов выше, чем у бетона, твердевшего длительное время во влажных условиях. Особенно характерен по величине второй максимум у образцов, твердевших при высоком давлении пара.
Абсолютный объем пор и капилляров диаметром 1 мк и более, доступных для фильтрации воды, у автоклавных образцов составляет 29—36% суммарной пористости, в то время как у образцов, твердевших в обычных влажных условиях, он не превышает 20—23%.
В целом характеристики пористости автоклавных образцов показывают некоторое увеличение макропористости по сравнению с образцами, твердевшими 28 суток в обычных влажных условиях.
Таким образом, все приведенные исследования структуры пор цементного камня свидетельствуют о том, что автоклавная обработка вследствие особых условий твердения, фазового состава и структуры новообразований цементирующего вещества приводит к существенному изменению его микроструктуры даже при тех режимах запаривания, при которых макроструктурных нарушений практически не происходит.
Изменение фазового состава цементирующего вещества и его структуры в сторону большей кристаллизации, повышение общей пористости бетона не могут не сказаться на физико-технических свойствах бетонов автоклавного твердения, которые требуют тщательного изучения.