Нитриды переходных металлов IV—VI групп периодической системы элементов можно получать, воздействуя азотом или азотсодержащими газами на металлы, их окислы, гидриды или другие соединения. Практический интерес представляют следующие способы:
а) азотизация окислов металлов азотом или аммиаком в присутствии углерода;
2) азотизация металлов или гидридов металла азотом или аммиаком;
3) обработка хлоридов и оксихлоридов металлов аммиаком разложение аммонийных соединений;
4) осаждение из газовой фазы (метод наращивания).
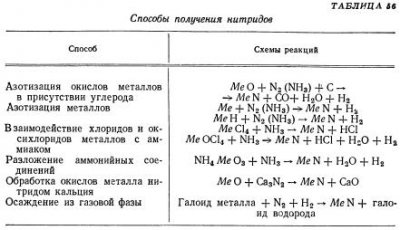
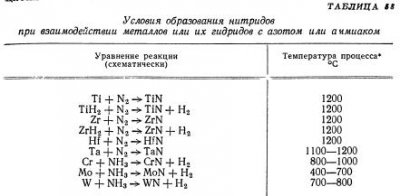
В табл. 56 схематически представлены основные реакции, протекающие в названных процессах.
Азотизация окислов металлов азотом или аммиаком в присутствии углерода
Относительно дешевый способ получения нитридов прокаливанием смесей окислов металлов с углеродом в атмосфере азота или аммиака часто дает не вполне чистый продукт. Способ основан на том, что нитриды металлов IV, V и частично VI групп образуются в данных условиях при температурах существенна более низких, чем температуры образования соответствующих карбидов. Это позволяет получать нитриды в электрических керамических трубчатых печах в присутствии углерода. Как показывают данные табл. 57, реакции между окислами металлов и свободным азотом (в присутствии углерода) требуют температур порядка 1250°, при которых окисел еще не восстанавливается до металла. Большую роль здесь играет сильное сродство к азоту, особенно металлов IV группы. При азотизации металлов V и частично VI групп гораздо труднее избежать карбидообразования.
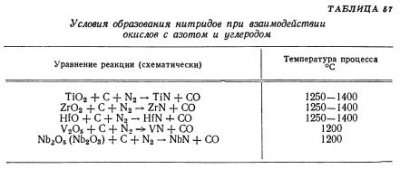
Получение нитридов титана, циркония, ванадия и ниобия из окислов этих металлов в токе чистейшего азота и в присутствии углерода описано в классической работе Фридерика и Зиттига. Несомненно, что таким же путем можно получить нитриды гафния. Получение нитрида металла затруднено карбидообразованием.
В настоящее время этот метод применяется редко. Целесообразнее получать нитриды вторым или третьим способом.
Азотизация металлов, гидридов и хлоридов
Прокаливание чистых порошков металлов в токе очищенного азота или аммиака позволяет получать весьма чистые нитриды, не загрязненные карбидами. В табл. 58 приведены температуры для основных реакций получения нитридов этим методом; они не превышают 1200°, и любой процесс можно легко осуществить в керамических трубчатых электрических или в вакуумных индукционных печах.
Агте и Moepc получили нитриды титана, циркония и тантала, прокаливая порошки металла в токе чистого азота в молибденовых лодочках в керамической трубчатой печи. Для получения нитрида тантала, в частности, необходим чистый от углерода азот во избежание образования карбидов. Обрабатывая металлы азотом или аммиаком, многие исследователи получали нитриды титана, циркония, гафния, ванадия, ниобия, тантала и хрома.
Молибден и вольфрам при требуемых низких температурах медленно взаимодействуют с молекулярным азотом. В данном случае необходимо применять весьма чистый аммиак, при разложении которого образуется высокоактивный атомарный азот. Это позволяет проводить азотизацию вольфрама и молибдена при низких температурах в приемлемое время.
В качестве исходных материалов можно применять легко разлагающиеся гидриды металлов (титана, циркония, урана), обрабатывая их также азотом или аммиаком. Таким путем быстро получают чистые образцы для рентгеновских исследований, применяя высокие температуры азотизации, свыше 2000°.
Обрабатывая различные металлические соединения аммиаком или разлагая аммонийные соединения, можно также получать чистые нитриды. Например, получают нитриды титана из четыреххлористого титана и аммиака, нитрид ванадия из VOCl3 + 4- NH3 или из NH4VO3 и аммиака, нитриды хрома из CrCl3 или CrO3*Cl2 и аммиака.
Осаждение из газовой фазы (наращивание на нити)
Как и карбиды, наращиванием на нити, по Ван-Аркелю, можно получать особо чистые нитриды металлов, в частности для научных целей. Нитриды титана, хрома, гафния, ванадия, ниобия и при определенных условиях тантала можно осаждать на раскаленной вольфрамовой нити из смеси паров соответствующих галоидов металлов с весьма чистым азотом (или аммиаком) и водородом по следующей примерной реакции
Все сказанное относительно карбидов о методике, форме выделений и т. д. в полной мере относится и к нитридам.
О получении наращиванием нитридов титана, циркония и тантала сообщают Ван-Аркель и Боер, Фишвойт и Кореф.
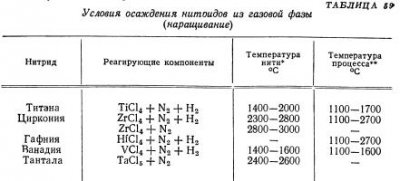
В обширной работе Moepca сообщаются подробные данные об условиях осаждения нитридов из газовой фазы (табл. 59). Там же указывается, что одновременное присутствие в газовой среде азота и углерода позволяет осадить смеси TaN + TaC. Одновременное выделение нитрида и карбида титана или циркония не удается по причинам, отмеченным выше.
При изыскании жаропрочных и жаростойких покрытий Кемпбелл с сотр. также получали нитриды способом наращивания, используя аппаратуру, изображенную на рис. 18, при условиях, указанных в табл. 59. Авторы также упоминают об одновременном выделении нитрида и карбида тантала.
Рафинирование нитридов и изготовление спеченных материалов
Для рафинирования нитридов и получения плотных материалов Aune и Moepc применили следующую методику. Исходные порошкообразные нитриды с присадкой от 2 до 5% чистого металла (этот металл при» спекании также превращался в нитрид) прессовали при давлении 2 кг/см2 в штабики и прокаливали в вольфрамовой трубчатой печи в токе весьма чистого азота при 2300°. После измельчения полученной массы весь цикл повторяли. При рафинировании необходимо всячески избегать загрязнения кислородом и особенно углеродом, так как последующее удаление окислов и карбидов крайне затруднено. При спекании штабиков нитридов рекомендуется применять засыпку из порошка нитрида, обеспечивающую защиту от окисления. Высокотемпературное спекание штабиков нитридов с целью их рафинирования (испарения примесей) и максимального уплотнения успешно осуществляется пропусканием электрического тока непосредственно через штабики и соответствующим их нагревом в атмосфере весьма чистого азота почти до температуры плавления.
Чиотти сообщает об изготовлении металлокерамичеcких изделий из нитридов титана, циркония, тантала, урана й тория. Спекают прессовки в высокочастотной вакуумной печи.