Основной причиной реконструкции объектов метрополитена является изменение условий их эксплуатации, вызванное увеличением пассажиропотоков и пассажирооборотов вследствие развития селитебных территорий города, его инфраструктуры и необходимостью координации метрополитена с другими видами городского транспорта. Наиболее сложной задачей является реконструкция подземных сооружений метрополитена глубокого заложения.
Увеличение пассажиропотока на линии и пассажирооборота на станции обусловливает необходимость увеличения ее пропускной способности. Эта проблема решается путем различных технических разработок, к числу которых относятся:
• создание дополнительного выхода на поверхность с действующей станции;
• удлинение среднего зала станции;
• удлинение путевых тоннелей станции;
• раскрытие дополнительных проемов в глухих участках пилонной станции.
Развитие сети метрополитена требует также устройства пересадочных станций в местах пересечения действующих линий с вновь сооружаемыми, а в некоторых случаях и строительства станции на действующей линии. С целью дополнительного путевого развития линии (например, устройства камеры съезда в перегонном тоннеле) появляется необходимость увеличения профиля тоннеля.
Все перечисленные выше виды работ должны выполняться по технологиям, позволяющим минимизировать их негативное влияние на функционирование метрополитена в городе.
Создан не дополнительного выходи на поверхность с действующей станции является одним из наиболее распространенных видов работ по увеличению пропускной способности станционного комплекса. В большинстве случаев при строительстве станций глубокого заложения водном из торцов предусматривается возможность примыкания второго входа на станцию. Можно соорудить наклонный тоннель и расположить в нем не менее трех лент эскалаторов или выполнить проходку стволов шахт, оборудованных двумя или тремя лифтовыми подъемниками.
Эскалаторный тоннель может быть устроен различными методами в зависимости от инженерно-геологических условий расположения этого сооружения. Особенность сооружения наклонного хода в том. что он в большинстве случаев прорезает толщу слабых водонасышенных пород, расположен вблизи крупных зданий на поверхности земли, а на глубине рядом с ним находятся тоннели действующего метрополитена. В таких случаях наклонный ход обычно проходят с применением предварительного закрепления слабых грунтов и различных приемов водоподавления. При наличии над кровлей выработок подземных коммуникаций необходимо создавать условия, исключающие нарушение их нормальной эксплуатации без перекладки и их повреждения при выполнении подготовительных работ. Для этого применяют зональное замораживание или контурную опережающую крепь. В остальном проходка эскалаторных тоннелей к действующей станции производится аналогично сооружению эскалаторного тоннеля на строящемся метрополитене.
Другим вариантом устройства второго входа на станцию может быть вход в виде лифтовых подъемников. Число кабин лифтов, диаметр ствола и параметры подземного лифтового аванзала подбирают в зависимости от расчетного увеличения пассажирооборота станции. Дня замены трехленточного эскалаторного подъема с высотой подъема 50…60 м достаточно четырех лифтовых кабин с площадью пола 8 м2 и вместимостью 50 человек каждая. Кабины могут быть размещены в двух стандартных стволах диаметром 6 м или одном диаметром 8,5 м.
При расположении нижнего подземного лифтового аванзала в междупутьи станционных тоннелей под его устраивают на уровне платформы станции, а при расположении этого аванзала в стороне от станции уровень его пола принимают на высоте переходных мостиков через пути метрополитена. Подземный лифтовый аванзал размешается в возводимой горным способом камере, имеющей обычно монолитную бетонную обделку. Стволы шахт сопрягают со сводчатой частью камеры. Проходка стволов шахт лифтового подъема не имеет особых отличий от проходки шахт иного назначения, сооружаемых при строительстве линий метрополитена. Наибольшую трудоемкость представляют горнопроходческие работы по созданию нижнего лифтового аванзала, имеющего значительные размеры.
Удлинение среднего зала станции пилонного типа обусловлено тем, что эти станции в большинстве случаев были построены со средним залом минимальной длины и пятью парами проходов в путевые тоннели. С увеличением пассажирооборота станции возникает необходимость в устройстве дополнительных проходов на платформу, расположенную в глухих участках путевых тоннелей станции. Удлинение среднею зала станции пилонного типа необходимо и в том случае, когда станция на действующей линии включается в состав пересадочного узла на вновь строящуюся линию.
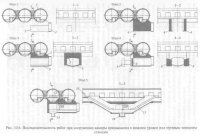
Работы выполняют без перерыва движения поездов. Метод производства работ по удлинению среднего зала станции выбирают в зависимости от инженерно-геологических условий. При удлинении среднего тоннеля станции, залегающей в неустойчивых слабых фунтах, проходку тоннеля с обделкой из тюбингов ведут методом пилот-тоннеля (рис. 10.1, а). После проходки пилот-тоннеля, расположенного обычно по оси среднего тоннеля, расширяют тоннель на полный профиль. В такой последовательности возводят средний тоннель станции на всю длину. При этом в обделке среднего станционного тоннеля устанавливают рамы проемов с тюбингами временного заполнения.
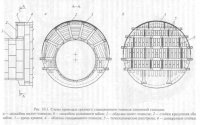
В устойчивых необводненных грунтах возможна проходка среднего станционного тоннеля способом сплошного забоя (рис. 10.1, б). При этом лоб забоя крепят в несколько ярусов досками с распором в телескопические расстрелы. Для снижения материалоемкости крепи и трудоемкости работ может быть рассмотрен вариант опережающего крепления лба забоя системой горизонтальных скважин, заполненных цементно-песчаным раствором. Породу и материалы транспортируют либо через ранее пройденный ствол шахты, либо через вновь сооружаемый эскалаторный тоннель.
Удлинение путевых тоннелей станции связано с удлинением пассажирской платформы для пропуска поездов с большим количеством вагонов. Удлинение платформы вызывает необходимость удлинения путевых тоннелей станции. При реконструкции станции пилонного типа путевые тоннели удлиняют без перерыва движения поездов. Эти работы связаны с расширением профиля и заменой на этом участке станции обделки перегонного тоннеля на обделку станционного (рис. 10.2).
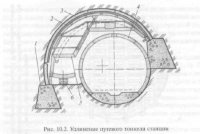
Удлинение путевых тоннелей начинают с устройства ограждения части пассажирских платформ и рабочего места в торце станции, а также подкрепления с внутренней стороны специальными кружальными кольцами обделки перегонного тоннеля. Проведение качественного подкрепления особенно важно, если обделка перегонного тоннеля состоит из железобетонных тюбингов или блоков. Затем устраивают штольни, в которых бетонируют опоры свода путевого тоннеля 1 (см. рис. 10.2). После этого разрабатывают свод путевого тоннеля на длину одного тюбинга и дуговым блокоукладчиком 2 монтируют обделку путевого тоннеля станции 3. После сооружения обделки путевого тоннеля разбирают обделку перегонного тоннеля 4. Доступ рабочих обеспечивается по передвижным подмостям 5. доставка тюбингов осуществляется тюбинговозкой 6. Удаляют породу и подают тюбинги и другие материалы во время ночного перерыва движения поездов метрополитена с помощью грузовых платформам. В случае, если планируется удлинение среднего зала станции и создание донолнительных проходов, в обделке путевых тоннелей устраивают рамы проемов с временным заполнением.
При значительном пассажирообороте станции колонного типа средний зал, как правило, имеет одинаковую длину с длиной пассажирских платформ в путевых тоннелях. Поэтому в большинстве случаев он не нуждается в удлинении. Тем не менее при увеличении длины составов обслуживающих линию метрополитена потребуется удлинение путевых тоннелей станции колонного типа. В этом случае на станции появляются глухие участки путевых тоннелей.
Удлинение путевых тоннелей станций колонного типа также выполняют без перерыва движения поездов путем расширения профиля примыкающих к ней перегонных тоннелей и закрепления его станционной обделкой. При этом следует иметь в виду, что продлевать путевой тоннель колонной станции можно только в том случае, если его поперечное сечение позволяет разместить платформу шириной не менее 2,9 м. Очевидно, что такое решение возможно лишь со стороны того торца станции, к которому не примыкает эскалаторный тоннель, расположенный между перегонными тоннелями.
Устройство дополнительных проемов на глухих участках пилонной станции между двумя станционными тоннелями производят из среднего тоннеля в шахматном порядке по технологии, принятой при строительстве новых станций (рис. 10.3).
На пассажирских платформах боковых тоннелей действующей станции при проведении этих работ устанавливают специальное ограждение. В том случае, если при сооружении станции в обделку путевых тоннелей на глухих участках не были включены рамы проема, устройство проходов значительно осложняется. Тогда перед началом проходческих работ в обделке путевого тоннеля необходимо устроить рамы проема из монолитного железобетона.
Создание пересадочного узла на действующей линии дает возможность пассажирам перейти на вновь возведенную станцию другого направления. Если подобное переустройство было предусмотрено заранее (при строительстве действующей станции), то выполнение таких работ даже поэтапно не представляет затруднений. В противном случае устройство пересадочных коммуникаций на действующей станции вести гораздо сложнее. Такие работы осложняются, главным образом, необходимостью сооружения сложных в конструктивном отношении камер примыкания подходных коридоров к действующей станции без перерыва движения поездов.
К наиболее удачным вариантам можно отнести сооружение переходного коридора, примыкающего к пилонной станции над путями метрополитена. При этом устраиваются проемы между средним залом и боковыми платформами станции, лестницы и переходные мостики к переходному коридору. Эти переходные мостики (два или более), монтируемые на высоте 3…3,2 м над уровнем пола платформы, через монолитный раструб с двумя или тремя галереями соединяются с аванзалом, расположенным вблизи бокового станционного тоннеля. К нему примыкает коридор, ведущий к другой станции этого пересадочного узла. Порядок производства этих работ представлен на рис. 10.4.
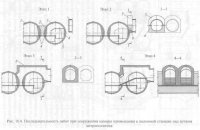
Первый этап включает работы по устройству проемов и станционных тоннелях 1 и начинается с ограждения зоны производства работ со стороны пассажирской платформы и со стороны среднего шла. Послe этого демонтируют облицовку станции и контролируют качество сооружения пилонов 2 на этом участке, осуществленного при строительстве станции. При необходимости в тело пилонов нагнетают раствор. Затем выполняются работы но усилению пилонов и рам проемов 3. В путевом тоннеле сооружают металлоконструкцию с настилом, представляющую собой часть конструкции лестницы 5.
Работы второго этапа ведут сo стороны подходных коридоров 3. Вначале, до обделки путевого тоннеля, проходят нижнюю часть камеры примыкания и бетонируют ее лотковую часть 6. Затем на длину участка со пряжения камеры с подходными коридорами разрабатывается грунт калотты, бетонируется свод 7 и торцевая стена. Нa третьем этапе проходится верхняя штольня на всю длину камеры примыкания, разрабатывается грунт калотты и бетонируется свод 8.
На четвертом этапе производится доработка грунта и бетонирование стен. После этого аналогично сооружается проход со стороны второго подходного коридора. После проведения всех работ в ночное время разбирают тюбинги среднего и путевого тоннелей, наращивают металлоконструкции лестницы и бетонируют опоры лестниц 9 (пятый этап).
Возможно также устройство переходных мостиков над перегонными тоннелями в пределах камер, расположенных в торце существующей станции (рис. 10.5). В этом случае работы начинаются с нагнетания цементно-песчаного раствора за обделку перегонного тоннеля 2, расположенного со стороны переходного коридора 3. Таким образом, создается слой упрочненного грунта 4 вокруг обделки перегонного тоннеля, что уменьшает его деформации.
Затем на втором этапе из переходного коридора разрабатывают калоттy пересадочной камеры 5 до обделки торцевой камеры 1 и бетонируют свод 6. На третьем этапе разрабатывают грунт ядра до обделки перегонного тоннеля и бетонируют стены пересадочной камеры. Затем бетонируют нижнюю часть камеры пересадки с усилением свода обделки перегонного тоннеля 7. На заключительном этапе работ сооружают раму усиления, раскрывают проем в поперечной камере и обустраивают лестницы.
Гораздо сложнее при переустройстве действующей станции в пересадочную осуществлять ее примыкание на нижнем уровне и устраивать специальные ходки под действующими путями (рис. 10.6). Вначале, на первом этапе, со стороны переходного коридора 2 под станционным тоннелем 1 проходят штольню 3 на длину стены переходной камеры. На втором этапе разрабатывают грунт до обделки путевого тоннеля станции и бетонируют монолитную стену 4 с выпусками арматуры для устройства свода. Аналогично сооружают вторую стену камеры примыкания. На третьем этапе разрабатывают грунт до обделки путевого тоннеля станции и бетонируют свод. Далее дорабатывают грунт в нижней части камеры и бетонируют обратный свод 6. После этого приступают к устройству выходов на платформы под средним станционным тоннелем.
Ни четвертом этапе проходят штольни 7, в которых сооружают продольные стены 8 распределительной камеры. Затем сооружают торцевые стены с проемами, бетонируют верхний 9 и обратный 10 своды.
На пятом этапе через проемы в торцевых стенах разрабатывают фунт, удлиняют боковые стены распределительной камеры и бетонируют образный свод. Затем сооружают раму проема в обделке среднего станционного тоннеля 11. Одновременно с этим сооружают зумпф дренажной перекачки 14. После ограждения участков платформы в зонах устройства проемов для выходов из распределительной камеры разбирают участки платформы, устраивают ограждение проемов 12 и монтируют эскалаторы 13 иди лестничные марши.
Наиболее сложными являются работы, связанные с необходимостью примыкания к действующей станции торца вновь возводимой станции без устройства подходных коридоров. Такое решение позволяет устранить затраты пассажирами дополнительного времени на перемещение по переходным коридорам между этими станциями. В этом случае переустройство промежуточной станции в пересадочную может быть осуществлено путем возведения в середине существующей станции камеры пересадки специальной конструкции, которая является торцевой частью вновь строящейся станции.
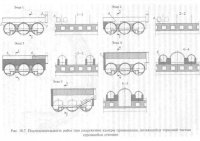
Порядок производства работ приведен на рис. 10.7. На первом этапе из торца перегонных тоннелей новой линии 2 над станционными тоннелями действующей станции 1 по обе стороны от оси перегонного тоннеля последовательно проходит штольни 3 на всю ширину существующей станции. Из этих штолен, на втором этапе, разрабатывают колодцы 4, которые затем заполняют бетоном до уровня подошвы штолен с образованием нижних частей опорных стен сводов камер. Затем отступающим забоем бетонируют верхние части опорных стен сводов. На третьем этапе последовательно раскрывают калотты 5 и монтируют своды камер 6. После этого устраивают торцевые стены 7. На четвертом этапе в боковых камерах бетонируют жесткое основание 8, а в средней камере разрабатывают грунт до уровня обделки станционных тоннелей и бетона пилонов. На пятом этапе демонтируют кольца станционных тоннелей в пределах средней камеры с разборкой пилонов. Затем устраивают эскалаторный подъем между станциями 9.
Расширение профиля перегонного тоннеля связано, как правило, с необходимостью устройства на действующей линии различного рода ответвлений, требующих сооружения на перегонах новых камер съездов. Во всех случаях работы, связанные с расширением профиля перегонного тоннеля метрополитена на профиль станционного тоннеля или камеры съездов, ведут без перерыва движения поездов и начинают с устройства подкрепления обделки перегонного тоннеля в виде специальных кружальных колеи. Расширение профиля перегонного тоннеля начинают с проходки верхней У и двух боковых нижних штолен 2, подошву которых принимают на отметке низа опор вновь возводимой обделки увеличенного профиля (рис. 10.8).
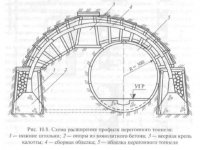
Внутренние размеры поперечного сечения штольни назначают из условий размещения в них откаточных путей для транспортирования породы и материалов с учетом последующего бетонироваиия в них ленточных фундаментов обделки с анкерами для крепления опорных фасонных тюбингов нового тоннеля. Затем разрабатывают профиль калотты. Калотту разрабатывают на ширину 2,5…3 м с учетом возможной сборки в ней первых двух-тpex полуколец сборкой обделки нового тоннеля. Внутреннее очертание калотты устанавливают с таким расчетом, чтобы между внешним контуром новой обделки и низом лонгарин оставался зазор 20…30 см, позволяющий устанавливать на них блоки при монтаже обделки. После окончания проходки капотты монтируют первые кольца обделки. Дальнейшую разработку породы производят с расширением профиля на одно полукольцо обделки и последующим ее монтажом. Разработку ядра выработки выполняют с одновременным раскреплением обнажаемой существующей обделки перегонного тоннеля во вновь сооружаемую обделку горизонтальными и радиальными распорками. Лотковую часть тоннеля сооружают путем разработки породы под действующим тоннелем отдельными заходками и последующим возведением обделки.
Строительство станции на действующей линии без перерыва движения поездов и без устройства временного обхода осуществляют но особой конструктивной схеме самой станции и определенной последовательности производства работ. Начинают с проходки среднего тоннеля между существующими перегонными тоннелями обычными методами (см. рис. 10.1), а путевые тоннели проходят, расширяя профиль перегонных тоннелей до проектного очертания путевых тоннелей станции, аналогично тому, как это было указано выше (см. рис. 10.2).
Последовательность производства работ показана на рис. 10.9. На первом этапе после подкрепления обделки действующих перегонных тоннелей 1 через шахтный ствол или эскалаторный тоннель сооружают средний станционный зал пилонной станции 2, включая в кольца обделки с двух сторон элементы рам проемов и временного заполнения.
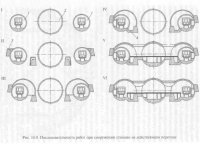
На втором этапе проходят штольни, и которых бетонируют монолитные опоры сводов путевых тоннелей станции 3. На третьем этапе ведут работы по переустройству перегонных тоннелей в путевые тоннели станции (см. рис. 10.2). В кольца обделки этих тоннелей со стороны оси станции также включены рамы проемов с элементами временною заполнении, расположенные по схеме, принятой в среднем тоннеле. На четвертом этапе разрабатывают грунт до уровня низа монолитных опор и бетонируют лоток путевых тоннелей 4 до обделки действующих перегонных тоннелей. На пятом этапе в шахматном порядке раскрывают проемы. Завершающим этапом работ является демонтаж колец обделки перегонных тоннелей метрополитена, устройство платформ, защитных зонтов и архитектурное оформление станции станция.
В некоторых случаях новую станцию целесообразно возвести рядом с действующими перегонными тоннелями и лишь по окончании ее сооружения переводить движение поездов на несколько смещенную трассу, на которой расположена новая станция. И наоборот, на период строительства станции движение поездов можно переводить на временные обходные тоннели и сооружать станцию на существующей трассе метрополитена, а затем возобновить движение по этой трассе. При этом следует иметь в виду, что такие решения требуют сооружения четырех групп камер съездов и перегонных тоннелей значительной длины.