Волоки из литого карбида вольфрама представляют только исторический интерес, так как в настоящее время для волочения проволоки применяют почти исключительно спеченные или горячепрессованные вольфрамокобальтовые твердые сплавы. Вследствие недостаточной однородности состава и структуры из-за трудности поддерживать содержание углерода между 3, 5 и 4,1% без выпадения графита литые карбиды для волок уступили место спеченным твердым сплавам. В том же направлении влияла склонность сравнительно хрупких литых волок к образованию трещин и раскалыванию. В настоящее время иногда еще применяют плотные карбидные волоки, изготовленные центробежным литьем, например, для горячего волочения молибдена и вольфрама.
Способ спекания позволяет изготовлять однородные волоки и матрицы даже больших размеров без раковин. Изменяя содержание кобальта и связанного углерода, можно в широких пределах изменять твердость и прочность сплава.
Твердосплавные волоки изготовляют либо обычным спеканием, либо горячим прессованием. В первом случае прессуют заготовки (цилиндры или кольца), из которых на небольших токарных станках после предварительного спекания изготовляют волоки. Затем волоки окончательно спекают, как и обычные марки вольфрамокобальтовых твердых сплавов, в угольно-трубчатых печах в атмосфере водорода. Спеканием в вакууме можно снизить пористость. Горячее прессование применяется, в частности, для волок с низким содержанием кобальта и для изготовления особо крупных размеров волок. При изготовлении небольших калибров запрессовывают конусное очко. Отверстие волоки, однако, необходимо позднее просверлить, как и у алмаза.
При изготовлении горячим прессованием крупных калибров волок и волочильных плашек вводят графитовый сердечник. Taкую твердосплавную заготовку для волок не просверливают, а после удаления корки от спекания шлифуют по размеру алмазным инструментом и алмазной крошкой, а затем полируют.
Для изготовления волок, как правило, применяют вольфрамокобальтовые твердые сплавы с содержанием от 3 до 13% Co. Сплавы с низким содержанием кобальта всегда горячепрессованные; твердый сплав типа ВК6 большей частью спекают обычным образом, только крупные матрицы из этого сплава изготовляют горячепрессованными. Из сплава ВК6 изготовляют волоки и мундштуки диаметром до 5 мм для обработки цветных металлов. Для волок с наружным диаметром до 120 мм применяют твердый сплав с 89% WC и 11 % Co, для волок диаметром до 220 мм и выше применяют сплав BKl5.
При волочении некоторых материалов, например стальной проволоки, или при горячем волочении молибдена и вольфрама конус волоки изнашивается так же, как передняя грань резца при обработке вязких материалов. Незначительная добавка карбида титана или твердого раствора карбидов тантала и ниобия понижает склонность к свариванию проволоки с волокой. В настоящее время для волочения названных материалов применяют преимущественно волоки из TK твердых сплавов состава, %: 88 WC, 7 TiC и 5 Co или 88 WC, 9 TiC и 3 Co или 78 WC 16 TiC и 6 Co.
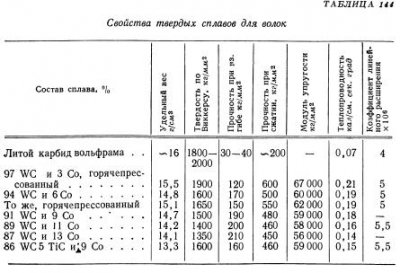
В табл. 144 вновь приведены свойства важнейших твердых сплавов, применяемых для волок.
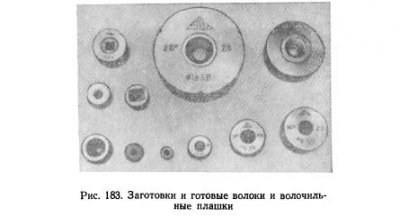
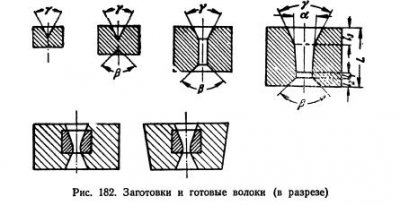
Твердосплавные волоки изготрвляют либо в виде сырых вставок с конусом на входной и выходной сторонах, или с готовым отверстием, или же с обоймой и с полированным отверстием (рис. 182 и 183). Размеры вставок из твердых сплавов для волок в настоящее время ограничивают определенными величинами. Точно так же размеры обойм подгоняют к размерам твердосплавных вставок. По техническим соображениям для обойм предусмотрены цилиндрические или конусные формы (конус порядка 0,1). Твердосплавные вставки впаивают, запрессовывают или ввертывают в обойму. В качестве материала для обойм применяют для небольших волок латунь, бронзу или мягкую сталь, а для больших волок, как правило, сталь с ов = 60—70 кг/мм2.
В особых случаях, например, для твердосплавных колец для протяжки прутков и труб, применяют также высококачественную сталь с ов около 100 кг/мм2.
Для изготовления отверстий в твердосплавных волоках требуется три рабочие операции: а) сверление вставки; б) шлифование отверстия; в) полирование отверстия до окончательного размера.
Для сверления применяют иглы, которые первоначально затачивают тупо, а с увеличением углубления затачивают все более остро, чтобы с самого начала придать отверстию конусную форму. Минимальными, достаточно экономичными отверстиями являются: для волочения молибдена или вольфрама — диаметром около 0,3 мм, для волочения стали — диаметром 0,3—0,5 мм, а для других мягких проволочных материалов — 0,5 или 0,8 мм.
При шлифовании отверстий волоки создают требуемый конус и цилиндрическую направляющую. Ввиду того что входной и выходной конусы уже приобретают правильную ширину, глубину и соответствующий угол, становится излишней дополнительная обработка конусов.
Большое значение имеет полирование отверстия волоки, так как от этого зависит износ и тем самым сохранение размеров. Полирование производят заостренным деревянным стержнем с применением мельчайшей алмазной крошки.
Для волочения круглых или профилированных прутков или труб диаметром больше 10 мм применяют твердосплавные волочильные плашки. Обоймы для них должны быть сделаны очень точно и быть прочными, чтобы выдерживать большие нагрузки, в особенности при волочении стали высокой прочности. Обоймы для волочения прутков необходимо всегда охлаждать водой.
Опасность растрескивания твердосплавных вставок (цельной конструкции) уменьшается, если разделять их на сегменты, которые также легче полировать в отдельности.