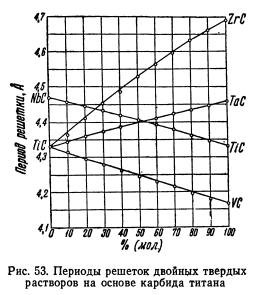
Карбид титана — карбид циркония. Несмотря на относительно большую разницу в величине периодов решеток, достигающую 8,2%, в этой системе наблюдается неограниченная растворимость. В исследовании Новотного и Кдффера, по данным измерений периодов решеток образцов состава 25% карбида циркония и 75% карбида титана с 0,5% кобальта, полученных двухчасовым спеканием в вакууме при 1600°, была ясно обнаружена гетерогенная структура (наблюдались обе решетки); образцы же, подвергнутые после горячего прессования спеканию при 2100°, показали практически полную гомогенность. Образцы с 50% карбида циркония после высокотемпературного спекания, а также и спекавшиеся при 1400° в течение 110 час. все еще оставались гетерогенными. В связи с результатами исследования диффузии при 2100° Новотный и Киффер все же приняли неограниченную растворимость для этой системы, так как учли особые трудности достижения в ней равновесия. Это предположение полностью подтвердилось в очень точном исследовании Нортон и Маури. Они спекали брикеты из смеси обоих карбидов с 1 % Co в вакууме при 2100° и измеряли постоянные решеток с интервалом 10% (мол.) карбида циркония. Измеренные величины слегка отклонялись на плюс от прямой Вегарда (рис. 53).
Карбид титана — карбид гафния. Эти карбиды изоморфны; исходя из разницы в размерах решеток, можно ожидать, что система обладает полной взаимной растворимостью. Экспериментально эта система еще не исследована.
Карбид титана — карбид ванадия. При спекании смесей обоих карбидов с 0,5% Co Новотный и Киффер получили уже при 1500° за 2 часа твердые растворы. Учитывая значения периодов решеток, было признано, что система TiC—VC дает полную взаимную растворимость.
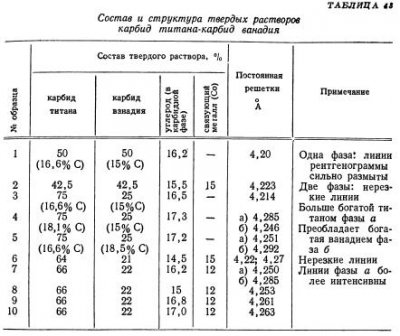
Крайнер и Конопицкий также исследовали твердые растворы карбидов титана и ванадия и определили зависимости периода решетки от содержания углерода. Согласно данным табл. 43, твердый раствор 50% TiC + 50% VC однофазен; однако линии рентгенограммы сильно размыты, что явно указывает на слишком низкую температуру спекания. Твердые растворы 75% TiC + 25% VC состоят из двух фаз: одной богатой карбидом ванадия, другой — карбидом титана. Размытие линий также позволяет заключить о сильных искажениях решеток.
В твердых растворах этого состава, в которых содержание углерода в карбиде ванадия выше, линии фазы, богатой этим карбидом, резче и интенсивнее, чем в фазе, богатой карбидом титана. Найденные значения периодов решеток находятся в хорошем согласии друг с другом. Повидимому, карбид, состав которого по углероду ближе к теоретическому его содержанию (соответственно в TiC или VC), легче растворяет второй из компонентов — наблюдение, которое было сделано и в отношении систем TiC—WC и TiC—TaC.
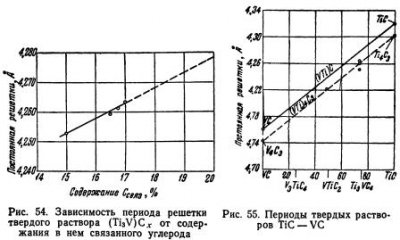
Постоянные решеток твердых растворов 3TiC-VC изменяются в зависимости от содержания углерода (рис. 54) линейно и в основном сходно с аналогичными изменениями в системах титан — углерод — кислород и ванадий — углерод — кислород. Экстраполированные значения периода для решетки 3TiC—VC (19,75% С) лежат на прямых, показывающих линейную зависимость периода решетки от соотношения в растворе карбидов титана и ванадия (рис. 55). Эти карбиды образуют поэтому непрерывный ряд твердых растворов, параметры решеток которых можно рассчитать по принципу аддитивности и которые, подобно соответствующим бинарным системам, зависят от содержания связанного углерода. Однако при низких температурах спекания и недостаточных выдержках образование твердых растворов не заканчивается, что, по-видимому, объясняется повышенным содержанием кислорода и азота. Аналогичное явление наблюдается в системе TiC-WC.
Возможность образования твердых растворов, богатых карбидом титана или карбидом ванадия, установлена рентгенографически также и в стали, легированной титаном и ванадием.
При измерении периодов решеток твердых растворов VC-TiC [в интервале 10% (мол.) VC], полученных спеканием в вакууме, вновь подтвердилась полная взаимная растворимость в этой системе.
Механические свойства сплавов TiC-VC, полученных в дуговой вакуумной печи, исследовали Крайхед, Симменс и Иствуд.
Исследование системы TiC-VC представляет практический интерес, так как из соответствующих сложных карбидов с кобальтовой или никелевой связкой можно получать технически применимые твердые безвольфрамовые сплавы.
Беккер предлагал изготовлять из твердых растворов, богатых монокарбидом ванадия, сопла для пескоструйных аппаратов, а Киффер — из твердых растворов, богатых монокарбидом титана, — пластинки для резцов.
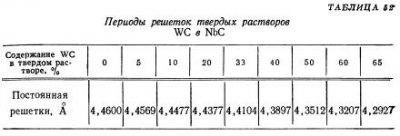
Карбид титана — карбид ниобия. По данным Ковальского и Уманского и Новотного и Киффера, значения периодов решеток твердых растворов TiC-NbC точно ложатся на прямую Вегарда. Отсюда следует, что эти карбиды образуют непрерывный ряд твердых растворов. Это подтвердили также Нортон и Маури, измерявшие с интервалом в 10% (мол.) монокарбида ниобия постоянные решеток твердых растворов этой системы, полученных спеканием в вакууме при 2100°. Найденные ими величины имели небольшое отклонение на плюс от прямой Вегарда.
Карбид титана — карбид тантала. В данном случае периоды решеток различных составов также хорошо совпадают с прямыми линиями Вегарда, что позволило Ковальскому и Уманскому, а также Новотному и Кифферу принять для этой системы полную взаимную растворимость.
Нортон и Маури также измеряли постоянные решеток твердых растворов TiC-TaC переменного состава с интервалом 10% (мол,) TaC и нашли лишь незначительные положительные отклонения от прямолинейного закона Вегарда (см. рис. 53).
Данные об ограничении растворимости в системе TiC—TaC неверны; исследованные в этой работе образцы не находились в равновесном состоянии.
Карбид титана — карбид хрома. Система TiC-Cr3Ct2 до сих пор подробно не исследована. Из данных рентгенографического исследования Малькова и Виккер вытекает наличие значительной взаимной растворимости этих карбидов. В образцах с 30% (вес.) TiC (70% Cr3C2), спеченных при 1600°, встречаются твердые растворы как TiC в Cr3C2, так и Cr3C2 в TiC.
Горячепрессованные сплавы карбида титана с 5% Cr, который, повидимому, частично находился в виде карбида хрома, весьма тверды и износоустойчивы. Сплавы карбида титана с хромом, а также с карбидом Cr3C2 и металлической связкой были предложены для пескоструйных сопел.
Присадка хрома или карбида хрома в количествах более 10%. приводит к получению особо твердых и весьма хрупких сплавов; таким образом, практически эти присадки можно давать в небольших количествах. Малые добавки Cr3C2 дают возможность получать особо чистый и твердый карбид титана. Твердые сплавы на основе карбида титана с никельхромовой, кобальтхромовой или никелькобальтхромовой связкой сыграют значительную роль в качестве жаропрочных и жаростойких материалов. В этих сплавах хром также принимает участие, частично растворяясь в решетке карбида титана. То же относится к жаростойким материалам, получаемым прессованием и спеканием смесей TiC + Cr2O3 или TiC + Cr3C2, и к материалам, получаемым пропиткой карбида титана хромом.
Крайхед, Симмонс и Иствуд исследовали механические свойства сплавов титан-углерод-хром, полученных в дуговой вакуумной печи.
Карбид титана — карбид молибдена. В 1930 г. на базе TiC-Mo2C был получен первый технически пригодный металлокерамический твердый сплав для обработки стали резанием.
Твердые растворы TiC-Mo2C можно получать прокаливанием смеси из окислов молибдена, титана и сажи в угольной трубчатой печи сопротивления при 1500—2000° в токе водорода. Можно также использовать смеси отдельных карбидов, нагревая их до температуры образования твердых растворов. Хотя сплавы TiC-Mo2C с металлической связкой получили промышленное применение, система TiC-Mo2C не имеет ясного однозначного толкования. Исходя из различного кристаллического строения, следует ожидать ограниченной растворимости. По старым данным, карбид титана растворяет при 1900° до 50% карбида молибдена; карбид молибдена растворяет лишь до 20% карбида титана. Зендер определил период решетки твердого раствора TiC-Mo2C (1:1) в 4,231 А (чистый карбид титана имеет 4,31 А).
Спеченный твердый сплав состава 65% карбида титана, 15% карбида молибдена, 10% карбида вольфрама и 8% кобальта, также обладающий решеткой чистого карбида титана, показывает период решетки 4,277 А.
По рентгенографическим данным Малькова и Виккер, карбид титана при повышенных температурах растворяет до 85% (вес.) карбида молибдена. О растворимости карбида титана в карбиде молибдена данных нет.
Уманский показывает растворимость карбида молибдена в карбиде титана при 2600° до 90% (мол.).
Твердый раствор 75Mo2C-25TiC имеет, по данным Ковальского и Канова, микротвердость порядка 2140 кг/мм2.
Карбид титана — карбид вольфрама. Для обработки резанием, вязких материалов широко применяются спечённые титановольфрамокобальтовые сплавы, содержащие значительные количества твердых растворов — сложного карбида TiC-WC, существенно влияющего на свойства готового сплава. В связи с этим большое практическое значение приобретает знание условий получения этого сложного карбида, а также строения псевдобинарной системы TiC-WC.
Получение сложного карбида TiC-WC. Для приготовления опытных сплавов чаще всего пользуются готовыми карбидами титана и вольфрама. Так, Миткальф готовил образцы для исследования системы TiC—WC путем одночасового прокаливания смесей карбидов при 2000° в токе сухого водорода (графитовые лодочки, угольная трубчатая печь сопротивления) и получил твердые растворы, содержащие до 60% (мол.) карбида вольфрама. Для получения равновесных твердых растворов с большим содержанием карбида вольфрама необходима весьма высокая температура. Подобные твердые растворы можно получать и плавкой в высокочастотной печи; однако вследствие распада карбида вольфрама при плавлении управление этим процессом затруднено.
Многие исследователи получали сложный карбид TiC-WC путем диффузионного нагрева смесей седельных карбидов.
По Меерсону, удается получить твердый раствор карбидов из смеси ангидрида вольфрама и двуокиси титана при относительно низких температурах, если проводить процесс в две стадии: сначала восстановление водородом при 850°, а после присадки необходимого количества сажи, карбидизация полученной высокоактивной смеси W+TiО2+C при 1500—1600° в течение 2 час.
Процесс образования сложного крабида можно также ускорить небольшими добавками веществ, улучшающих диффузию (кобальт, карбид молибдена, карбид хрома и др.).
Для образования чистых препаратов TiC-WC лучше всего применять смеси титана, вольфрама и углерода, имея в виду доступность получения в настоящее время чистого порошка металлического титана.
До сих пор такой способ применялся лишь в производстве карбида титана; несомненно, однако, что так же можно получать сложный карбид без примеси кислорода и азота.
Промышленные способы получения сложного титановольфрамового карбида в настоящее время основаны почти исключительно на применении раздельно изготовленных карбидов этих металлов. Вообще сложный карбид готовят в соотношении 20:80 или 80:20; иногда 50:50 или 65:35. Исходные карбиды тщательно смешивают в шаровой мельнице всухую или в жидких средах. Смесь загружают в графитовый тигель, прокаливают в высокочастотной вакуумной печи в течение 2 час. при 1800° (ср. с получением чистого карбида титана, см, стр. 89), охлаждают в токе, водорода, измельчают и просеивают. Сложный карбид 50:50 содержит примерно 13,1 ±0,1% С, в том числе 12,7—12,8% связанного.
Можно получать промышленный сложный карбид TiC-WC, нагревая в высокочастотной печи смесь ангидрида вольфрама, двуокиси титана и сажи при 1600—1700°. При этом образуется весьма чистый продукт, содержащий, как правило, некоторое количество свободного углерода. Можно также только один из компонентов шихты — чаще всего титан — давать в виде окисла. Так называемый метод Кника заключается в прокаливании смеси W+TiO2+C при 1600° в угольной трубчатой печи сопротивления.
В США большое количество сложного титановольфрамового карбида (чаще всего 50:50) получают по методу Мак-Кенна. Компоненты сплава вступают в реакцию в перегретой никелевой ванне; образующийся продукт после измельчения и обработки царской водкой представляет собой твердый раствор, чистый по графиту, кислороду и азоту. Технические подробности метода, кроме описанных в литературе, неизвестны.
Система карбид титана — карбид вольфрама. С момента применения сложного титановольфрамового карбида в твердосплавном производстве не было недостатка в исследованиях псевдобинарной системы TiC—WC. Многочисленные исследователи изучали структуру твердых растворов этой системы, в частности рентгенографически, и температурную зависимость взаимного растворения компонентов. Значительные подчас расхождения в результатах этих работ объясняются в большей мере исключительными трудностями получения чистого карбида титана и нужных составов твердых растворов. Работу приходилось проводить в температурной области 1700—2500°, в которой управление процессом затруднено. Большие осложнения вносили склонность карбида титана к образованию дефектных решеток и его неограниченная растворимость с TiO и TiN. В результате и сегодня еще не все ясно в системе TiC-WC; если данные о растворимости карбида вольфрама в карбиде титана и соответствующих изменениях решетки можно считать надежными, то на стороне WC диаграммы много неясного.
По данным Сайкса и Киффера, рентгенограммы твердых растворов TiC-WC (температура образования 1500—1900°) показывают решетку только карбида титана при наличии его в сплаве более 30—35% (вес.). Отсюда следует, что карбид титана способен растворять при указанных температурах до 65—70% (вес.) карбида вольфрама. Твердый раствор 50:50 показывает решетку карбида титана с периодом 4,251 А (против 4,317 А для чистого карбида титана). Присадка кобальта до 6% существенно облегчает образование твердых растворов. В системе TiC—W2C на стороне TiC были обнаружены аналогичные явления.
Вследствие внедрения карбида титана в решетку карбида вольфрама она сжимается для а — с 2,898 до 2,857 А; для с — с 2,827 до 2,818 А; отношение с/а становится равным при этом 0,986 вместо 0,972. Для составов с 5—30% карбида титана, наряду с решеткой чистого карбида вольфрама, встречаются также и решетки твердых растворов на базе WC и на базе TiC.
По рентгенограммам твердых растворов WC-TiC, спеченных при 2000° и приведенных в равновесное состояние, Мальков и Виккер установили максимальную растворимость карбида вольфрама в карбиде титана в 82,2% (вес.) [около 55% (мол.)]. Период решетки использованного в исследовании карбида титана (17% связанного углерода) уменьшился при этом с 4,28 в исходном состоянии до 4,22 А в состоянии предельного насыщения.
Уманский и Хидекель исследовали температурную зависимость растворимости карбида вольфрама в карбиде титана на образцах, спеченных из смесей обоих карбидов. Образцы закаливали с 2500° и определяли изменение периода решетки в функции состава. Любопытно, что до 40% (мол.) WC [70% (вес.)] период решетки изменяется незначительно; за этим же пределом резко падает. Максимальная растворимость карбида вольфрама в карбиде титана при различных температурах, определенная по данным о периодах решеток на отпущенных образцах, составила: при 1500° — около 75%, (вес.) [47,8% (мол.)]; при 2500° — 90% (вес.) [73,4%, (мол.)]. Твердый раствор, плавящийся при 2700°, показал максимальную растворимость 97%) (вес.) WC [91,8%, (мол.)]. Миткальф определил температуру плавления такого сложного карбида в 2760°. На основании того, что в двухфазных сплавах период решетки WC не менялся, Уманский и Хидекель пришли к заключению, что карбид титана практически не растворяется в карбиде вольфрама. Высокую растворимость WC в TiC эти авторы объясняют аллотропическим превращением в присутствии TiC гексагонального карбида вольфрама в кубический. Последний способен давать с карбидом титана неограниченный ряд твердых растворов. Как заметил Крайнер, при наличии бедного углеродом или загрязненного примесью кислорода и азота карбида титана изменения периодов решеток в твердых растворах WC-TiC существенно меньше, чем в чистых сплавах. Увеличить содержание углерода в таком карбиде титана можно, растворив в нем карбид вольфрама. При 25—30% (мол.) WC этот процесс заканчивается и период решетки достигает нормальной величины. Рентгенографически можно показать, что одновременно монокарбид вольфрама обедняется углеродом и образуется карбид W2C.
Освальд, исследовавший периоды решеток твердых растворов TiC-WC в функции состава (образцы спекались при 1600°), нашел, что с увеличением содержания карбида вольфрама до 50% период решетки уменьшается незначительно, почти линейно; дальше же наблюдается резкое уменьшение периода до конечной величины, характерной для насыщенного твердого раствора [80,5±0,5% (вес.) или около 55% (мол.)]. О растворимости карбида титана в карбиде вольфрама данных нет. Сильное рассеяние результатов, полученных Мальковым и Виккер, объясняется, по мнению Освальда и Миткальфа, применением карбида титана, загрязненного азотом и кислородом. При нагревании такого карбида совместно с карбидом вольфрама его внедрение в решетку карбида титана сопровождается выделением окиси углерода и азота. Это явление в случае, когда производство твердых сплавов основано не на использовании готового сложного карбида, может привести к повышенной пористости и снижению механических свойств готового продукта.
Крайнер и Конопицкий исследовали взаимную растворимость карбидов титана и вольфрама на образцах промышленного сложного карбида TiC-WC состава 25 : 75. Найденные рентгенографически значения периода решетки WC-твердого раствора составили: а 2,8985—2,9007 А; отношение с/а соответствовало значению для решетки чистого карбида вольфрама. Период решетки WC-твердого раствора сильно зависит от условий его изготовления; это не позволило в данном случае сделать надежные выводы о растворимости TiC в WC.
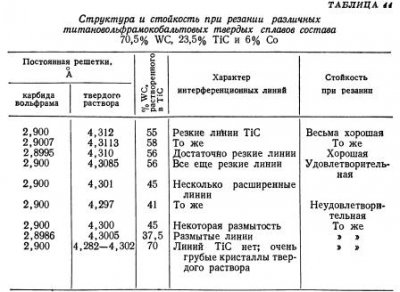
Периоды решеток TiC-твердых растворов, содержавших значительные и меняющиеся с условиями изготовления количества карбида вольфрама, мало зависели от значения периода решетки исходного карбида титана. Это еще раньше было отмечено в исследованиях Малькова и Виккер, Уманского и Хидекель, Освальда, Новотного и Гленка. Ho данным рентгенограммы и исходя из предположения, что карбид титана очень мало или вовсе не растворим в карбиде вольфрама, максимальную растворимость карбида вольфрама в карбиде титана при 1500° определили в 72% (вес.). Рядовой сложный карбид текущего производства содержал от 65 до 71 % растворенного карбида вольфрама (в зависимости от однократного или двукратного диффузионного отжига). Сложный карбид со значительно меньшим процентом WC в растворе приводил к получению неудовлетворительных твердых сплавов. В табл. 44 ярко показана связь между периодом решетки TiC-твердого раствора, т. е. количеством растворенного WC, и режущей способностью готового сплава.
Новотный и Гленк готовили твердые растворы TiC-WC с интервалом по составу 5% из технических сортов этих карбидов двукратным (каждый раз по 1 часу) спеканием при 1700° в вакууме. Образцы для микроскопического исследования получали затем дополнительным горячим прессованием с добавкой 5% Co.
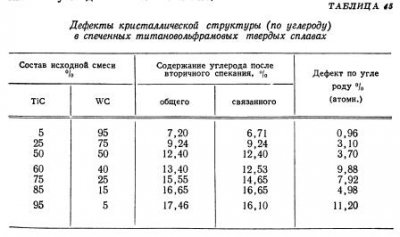
В связи с особой склонностью карбидов к образованию дефектных решеток полученные твердые растворы были тщательно проанализированы на содержание в них углерода. В табл. 45 приводятся результаты этих анализов в сопоставлении с расчетным количеством недостающего углерода. Как видим, содержание связанного углерода неизменно ниже значения соответствующего состава MeС. Эти результаты ясно показывают, что при иследовании разреза TiC—WC тройной системы титан — вольфрам—углерод речь идет на самом деле о более или менее широкой области в непосредственной близости к этому разрезу. Легко объясняются также противоречивые результаты, полученные в более ранних исследованиях. Без точного определения содержания связанного углерода невозможно найти изменения периода решетки TiC-твердого раствора, так как они будут обусловлены не только недостающим углеродом, но и замещением атомов титана атомами вольфрама. Кроме того, на результатах измерений могут сказаться остатки не полностью прореагировавших продуктов, особенно оксидов и нитридов. Карбид титана, как уже много раз отмечалось, весьма легко образует устойчивые твердые растворы с изоморфными ему соединениями TiO и TiN.
Качественный анализ рентгенограмм, снятых Новотным и Гленком методом порошков, показывает, что линии TiC-фазы появляются, начиная с составов с 10% карбида титана.
Чем больше содержание карбида титана, тем слабее линии карбида вольфрама; при 30% карбида титана эти линии еще заметны; при 40% полностью исчезают. В соответствии с этими визуальными наблюдениями можно считать, что карбид титана при 1700° растворяет 60—70% (вес.) карбида вольфрама.
Измерение периодов решеток твердых растворов TiC-WC осложняется тем, что разница атомных радиусов титана и вольфрама невелика. Необходима очень высокая точность измерений. При малых концентрациях WC измеренные величины не позволяют ни выявить зависимости от состава, ни точно определить границы фаз; при средних концентрациях можно обнаружить незначительное уменьшение периода решетки; при содержании WC 70—90% (вес.) наблюдается резкое скачкообразное уменьшение периода решетки. По-видимому, можно отнести границу растворимости при 1700° к содержанию 70—78% (вес.) карбида вольфрама.
Растворимость карбида титана в карбиде вольфрама лежит ниже 10%. Размер элементарной ячейки WC-твердого раствора слегка увеличивается с повышением содержания карбида титана до 5% (вес.), после чего заметно падает.
Миткальф исследовал растворимость карбида вольфрама в карбиде титана в области температур 1400—2800°, использовав точные методы рентгенографического и микрографического анализа. Объект исследования — спеченные и литые образцы. Изменение растворимости в функции температуры установлено измерением периодов решеток образцов, закаленных от различных температур. Для достижения равновесного состояния в области температур 1800—2300° требовалось немного времени, так что в процессе отжига окисления карбидов не наблюдалось. Значительно более длительными были отжиги при низких температурах: для устранения окисления к сплавам добавляли немного кобальта. Кобальт не растворяется в карбидах, но растворение карбида вольфрама в жидком кобальте ускоряет диффузию и заметно снижает время для достижения равновесия. Максимальная растворимость была определена при изготовлении литых сплавов, содержащих менее 5% карбида титана.
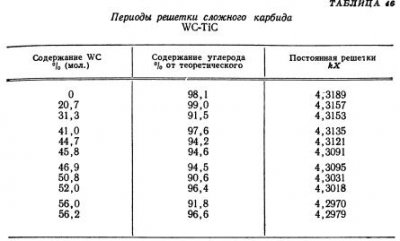
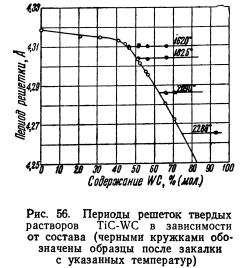
Изменение периода решетки в функции состава представлено в табл. 46 и на рис. 56. При содержании до 45% (мол.) карбида вольфрама в TiC-растворе постоянная решетки уменьшается незначительно; более богатые карбидом вольфрама сплавы показывают резкое уменьшение периода решетки вплоть до значений для насыщенного раствора.
В пределах определенных концентраций карбида вольфрама постоянная решетки закаленных образцов мало изменяется. Если горизонтальные линии, соединяющие соответствующие значения периодов решетки для ряда близких составов при определенных температурах, продолжить до пересечения с кривой зависимости периодов решетки от состава (см. рис. 56), то можно определить растворимость карбида вольфрама при этих температурах.
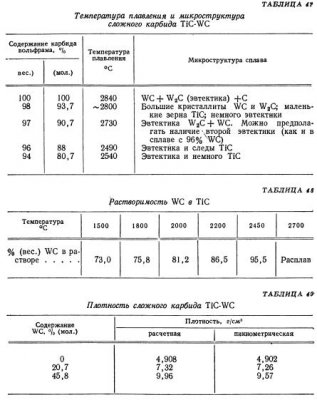
В табл. 47 приведена температура плавления, а также суммируются результаты металлографических исследований для литых сплавов с высоким содержанием карбида вольфрама. Определения растворимости при различных температурах дали результаты, приведенные в табл. 48.
Сравнения расчетной рентгенографической плотности твердых растворов TiC-WC с экспериментальными пикнометрическими данными показывают значительное расхождение (табл. 49). Это следует отнести за счет мелких пор, возникающих, вероятно, в процессе образования твердого раствора, как это отмечено Освальдом.
При исследовании взаимной растворимости карбидов вольфрама и титана на технических смесях была найдена максимальная растворимость при 2000° в 75% (вес.) карбида вольфрама в неполностью равновесном состоянии. При прессовании исходных Карбидов до спекания максимальная растворимость достигала 80—82% (вес.) карбида вольфрама.
Последние данные Крайнера о растворимости карбида вольфрама в карбиде титана хорошо согласуются с результатами Миткальфа. Крайнер подтвердил, что постоянная решетки твердого раствора TiC-WC заметно уменьшается при наличии не насыщенного углеродом карбида титана, т. е. в случае образования твердых растворов Ti (С, О, N). Так как такой карбид сильно ухудшает свойства титановольфрамокобальтовых твердых сплавов, то определение периодов решетки целесообразно для сравнительно быстрого качественного контроля этих сплавов.
Хотя большинство исследователей (Уманский и Хидекель, Браунли с сотр., Крайнер и Конопицкий, Миткальф) рентгенографически не обнаружили твердых растворов карбида вольфрама в карбиде титана, новейшие данные показывают, что при высоких температурах в области концентраций 5—30% (мол.) TiC существует твердый раствор с решеткой карбида вольфрама WC.
Результаты рентгеноструктурных исследований Новотного и Гленка указывают, что при внедрении карбида титана в решетку карбида вольфрама размеры последней сначала [до 5% (мол.) TiC] незначительно увеличиваются, а затем снова уменьшаются, так что при 20% (мол.) TiC восстанавливается первоначальный размер решетки чистого карбида WC.
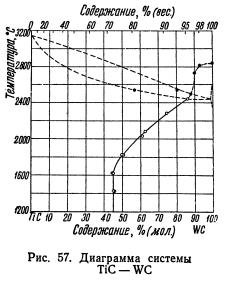
На основе данных о температурах плавления и рентгеноструктурного анализа Миткальф построил вертикальный разрез фазовой диаграммы вольфрам—титан—углерод (рис. 57). Белыми кружками обозначены результаты, полученные при рентгеноструктурном исследовании спеченных образцов, черными — литых сплавов. Растворимость карбида вольфрама в карбиде титана достигает, по этим данным, 73% (вес.) при 1400—1600° и составляет максимально 95,5% (вес.) при 2450° (а = 4,239 ± 0,005 А).
Периоды решеток, насыщенных металлокерамических титановольфрамокобальтовых твердых сплавов, спеченных при различных температурах, представлены в табл. 50, а периоды решеток компонентов литых WC-TiC сплавов — в табл. 51.
Резкое изменение растворимости карбида вольфрама в карбиде титана в зависимости от температуры позволяет предположить, что при закалке, например, соответствующих твердых растворов от 2500° с последующим отпуском при 1500° возможно явление дисперсионного твердения. Этим вопросом недавно занимались Львовская и Уманский, получившие твердые растворы при 2300—2350° и рентгенографически исследовавшие их распад в зависимости от времени нагрева при 1600°. Киффер металлографически ясно показал наличие выделений карбида WC при отпуске закаленных твердых растворов WC-TiC состава 80 : 20 и 90 : 10.
Карбид циркония — карбид гафния. Система до сих пор не исследована. Карбиды изоморфны, и при небольшой разнице в периодах решеток их система должна обладать полной взаимной растворимостью.
Карбид циркония — карбид ванадия. Эта пара карбидов вопреки их изоморфности не образует твердых растворов. Теоретически такое явление можно объяснить большой разницей в размерах решеток этих карбидов, составляющей около 12%.
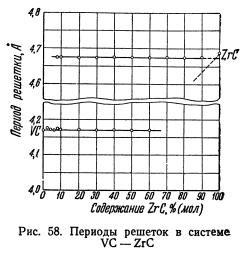
Новотный и Киффер, определяя постоянные решеток, не обнаружили твердых растворов в образцах, длительное время спекавшихся при высоких температурах. Аналогичные результаты получили Нортон и Маури при определении периодов решеток образцов, спекавшихся при 2100° в течение 3 час. Из данных рис. 58 видно, что растворимость в карбиде ванадия может составить менее 1%, а в карбиде циркония — до 5% (мол.).
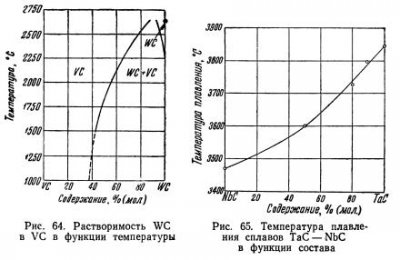
Карбид циркония — карбид ниобия. По данным Агте и Альтертума, температуры плавления сплавов ZrC-NbC в соотношении 1:1, 1:2 и 1:4 практически совпадают. Можно предполагать здесь наличие широкой области твердых растворов.
Рентгеноструктурные исследования Ковальского и Уманского и Новотного и Киффера приводят к выводу об образовании в этой системе непрерывного ряда твердых растворов.
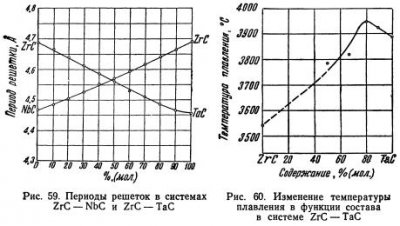
Измеряя периоды решеток образцов сплавов системы ZrC— NbC, полученных в результате 3-часового спекания при 2100°, Нортон и Маури четко установили наличие полной взаимной растворимости. Полученные точки хорошо ложатся на прямую линию; обнаруживается лишь незначительная вогнутость (рис. 59).
Карбид циркония — карбид тантала. Изменение температуры плавления в функции состава смесей ZrC+TaC показывает наличие максимума при 80% (мол.) карбида тантала (рис. 60). Смесь 4TaC+lZrC плавится при 3930°, т. е. на 60° выше, чем чистый карбид тантала. Характер кривой позволяет считать, что в системе ZrC—TaC существует полная взаимная растворимость. К такому же выводу пришли Ковальский и Уманский, исследуя спеченные связи TaC с ZrC. Это же недавно подтвердили Нортон и Маури, определяя периоды решеток различных составов ZrC—TaC [в интервале 10% (мол.)] после спекания при 2100°. Полученные ими данные показаны на рис. 59; наблюдается слабое отклонение книзу от прямой Вегарда.
Карбид циркония — карбид хрома. Система ZrC—Cr3C2 до сих пор не изучена. Киффер и Кельбл указали на возможность образования твердых растворов на основе карбида циркония и на малую вероятность образования таких растворов на базе Cr3C2.
Карбид циркония — карбид молибдена. Процессы, протекающие в системе ZrC—Mo2C (MoC), не вполне ясны. Растворимость карбида молибдена в карбиде циркония сильно зависит от температуры. По данным Уманского, при 2600° растворяется до 90% (мол.) карбида молибдена.
Попытку определить границы растворимости рентгенографическим путем сделали Новотный и Киффер. Образцы, спекавшиеся 2 часа при 1600°, показали растворимость примерно до 20% (мол.) Mo2C. Спекание при 2100° в течение 5 мин. привело к растворению больших количеств карбида молибдена, но строение решетки карбида было выражено слабее. Расщепление дублетов исчезало и увеличивалось диффузионное рассеяние. Здесь, так же как и в системе VC—Mo2C, происходит распад карбида — абсорбция углерода при повышенных температурах и выделение графита при охлаждении. В связи с недостижением равновесных состояний трудно было определить границу растворимости; скорее всего она близка к 15% (мол.) карбида Mo2C. При 25% (вес.) Mo2C твердый раствор получается практически гомогенным.
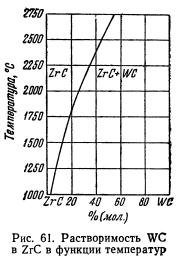
Карбид циркония — карбид вольфрама. Агте и Альтертум определяли температуры плавления смесей карбидов циркония и вольфрама при соотношениях 1:1 и 4:1. При расплавлении прессованных штабиков (нагрев электрическим током через образец) наблюдалось выпотевание, что привело к заключению об отсутствии твердого раствора. Микроструктура также показала наличие двух фаз. Рентгенографическое исследование спеченных образцов ZrC-WC провели Уманский и Петрусевич. При 2000° растворяется до 30% карбида вольфрама; в области температур 1500—1800° растворимость оказалась трудно измеримой (рис. 61).
Новотный и Киффер исследовали изменение периодов решеток спеченных образцов ZrC-WC (1600°, 2 часа). В предположении, что растворимость не зависит от температуры, они определили ее в 15—20% (мол.) карбида вольфрама. Высокотемпературное спекание (2100°, 5 мин.) образцов с 25, 30, 35 и 50% карбида вольфрама показало, однако, что равновесие не было достигнуто.
Рентгенограммы образцов, спеченных при высоких температурах.(дополнительно спеченных), выявили полную гомогенность. Таким образом, растворимость WC можно принять определенно больше, чем 35% (мол.). По Уманскому, растворимость карбида вольфрама в карбиде циркония существенно ниже, чем в карбиде титана.
Получение сложного цирконовольфрамового карбида и использование его в производстве беститанистых твердых сплавов подробно описано Киффером.
Ковальский и Канова определили микротвердость твердого раствора 75% ZrC и 25% WC в среднем в 3230 кг/мм2.
Карбид гафния — карбид ванадия. Карбид гафния — карбид ниобия. Обе пары монокарбидов изоморфны и незначительно отличаются размерами решеток, в связи с чем можно предполагать наличие в этих системах, до сих пор не исследованных, полной взаимной растворимости.
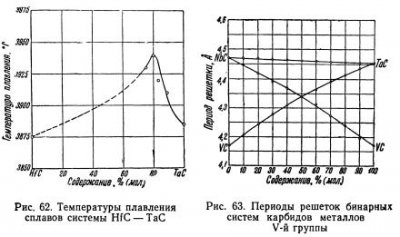
Карбид гафния — карбид тантала. При исследовании температур плавления этой системы Агте и Альтертум нашли, подобно системе ZrC—TaC, максимум около 3930° при отношении компонентов смеси 1:4 (рис. 62). Это наивысшая из известных до сих пор температур плавления твердых тел. Рентгенографически в этой системе обнаружена полная взаимная растворимость.
Карбид гафния — карбид хрома (молибдена, вольфрама). Системы HfC-Cr3C2, HfC-Mo2C и HfC-WC пока не исследованы. Подобно системам карбида титана с карбидами металлов VI группы, здесь также должна существовать растворимость этих карбидов в карбиде гафния, сильно изменяющаяся с температурой. Растворимость же карбида гафния в карбидах металлов VI группы должна быть минимальной, если не вовсе отсутствовать.
Карбид ванадия — карбид ниобия. Исследуя рентгенографически высокотемпературные смеси (спекание 2100°, 3 часа) карбидов ванадия и ниобия, Нортон и Маури выявили наличие непрерывного ряда твердых растворов (рис. 63). Периоды решеток различных твердых растворов, взятых с интервалом 10% (мол.) карбида ниобия, ложатся на прямую Вегарда с незначительным отклонением на плюс.
Карбид ванадия — карбид тантала. По данным Новотного и Киффера, смесь карбидов ванадия и тантала (75 : 25) после спекания при 2100° (5 мин.) дает гомогенный твердый раствор. Измерение периодов решеток позволяет считать, что эта пара карбидов дает неограниченную растворимость. К- аналогичным выводам пришли Нортон и Маури; измеренные ими постоянные решеток различных твердых растворов этой системы (с интервалом 10% (мол.) хорошо укладываются на прямую линию по Beгарду, лишь слегка отклоняясь на плюс (см. рис. 63).
Карбид ванадия — карбид хрома. Эта система пока не исследована; по всей вероятности, она подобна системе TiC—Cr3C2.
Карбид ванадия — карбид молибдена. Мальков и Виккер рентгенографически установили растворимость карбида Mo2C в карбиде ванадия при 1600° в 76% (вес.).
Подробно система VC—Mo2C исследована Новотным и Киффером. Область твердых растворов на базе карбида ванадия, по результатам исследования образцов, спеченных при 1500° в течение 2 час., простирается до ~25% (мол.) Mo2C.
Карбид ванадия — карбид вольфрама. По данным рентгеноструктурного анализа, Мальков и Виккер определили растворимость монокарбида вольфрама в карбиде ванадия при 1900° в 76% (вес.).
По Уманскому, взаимная растворимость карбидов вольфрама и ванадия сильно меняется в зависимости от температуры (рис. 64). При 2100° растворяется до 60% (мол.) WC, при 2500°— до 80%. Выше 2300° наблюдается растворение VC в WC примерно в пределах до 10% (мол.).
Новотный и Киффер определили растворимость карбида вольфрама в карбиде ванадия при 1500° (спекание 2 часа) лишь около 12% (мол.). Образцы, спеченные при 2100° (5 мин.), показали увеличение растворимости примерно до 20% (мол.). Поскольку и в этом случае не было, по-видимому, достигнуто равновесие, этот предел растворимости можно принять в качестве нижней границы.
Карбид ниобия — карбид тантала. Исследование Aгтe и Аль-Тертума зависимости температур плавления смесей карбидов ниобия и тантала от их состава позволяет заключить о наличии полной взаимной растворимости (рис. 65).
Рентгеноструктурный анализ системы; карбид ниобия—карбид тантала представляет значительные трудности, так как постоянные обеих решеток мало отличаются одна от другой. Новотный и Киффер определили эти постоянные только по линии (440). Образцы, спекавшиеся при высокой температуре (2100°, 5 мин.) с 15—65% (мол.) карбида тантала, показали одинаковые решетки, что свидетельствует о значительной области гомогенности. Полная взаимная растворимость карбидов ниобия и тантала вытекает также из последних данных Нортона и Маури. Периоды решеток твердых растворов, образованных 3-часовым спеканием при 2100°, точно ложатся на прямую линию по Вегарду (см. рис. 63).
Карбид ниобия — карбид хрома. Эта система до сих пор не исследована. Она должна быть аналогичной системам NbC-WC и TiC-WC.
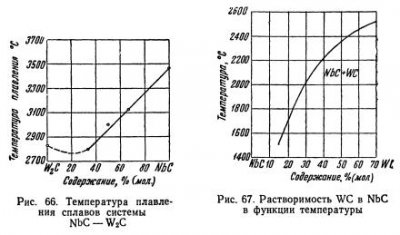
Карбид ниобия — карбид молибдена. По данным Новотною и Киффера, карбид ниобия растворяет до 55% (мол.) карбида Mo2C. Спекание смеси с 75% (вес.) Mo2C при 2100° в течение 5 мин. не обеспечивает равновесия. Существуют одновременно две кубические решетки, мало отличающиеся размерами. При высокотемпературном спекании содержание карбида Mo2C уменьшается, однако остается значительным. В этой связи можно принять границу растворимости близко к 60% (мол.) Mo2C.
Уманский принимает растворимость при 2600° до 90% (мол.) карбида молибдена.
Карбид ниобия — карбид вольфрама. Агте и Альтертум исследовали температуры плавления этой системы (рис. 66). Имеется аналогия с системой TaC-WC. На кривой температура — состав наблюдается минимум; карбиды распадаются при охлаждении. Ковальский и Уманский установили температурную зависимость растворимости карбида вольфрама в карбиде ниобия: 30% (мол.) при 2000°; 70—75% (мол.) при 2500° (рис. 67). Растворимость карбида ниобия в карбиде вольфрама незначительна и также зависит от температуры, достигая при высоких температурах 1—2%. Постоянные решеток гомогенных твердых растворов приведены в табл. 52. Вторичный нагрев в течение часа при 1600° приводит к выделению из пересыщенного твердого раствора тонко распределенной второй фазы.
Новотный и Киффер определили растворимость карбида вольфрама в карбиде ниобия при 1500° (спекание 2 часа) примерно в 15% (мол.). Для достижения равновесия в сплавах с более высоким содержанием карбида вольфрама температуру спекания повысили до 2100°. Рентгенографическое исследование таких образцов позволяет считать, что граница растворимости лежит гораздо дальше 30% (мол.) карбида вольфрама.
Карбид тантала — карбид хрома. Система TaC—Сr3С2 не исследована в достаточной степени. Отдельные замечания имеются в работе Киффер а и Кельбл.
Карбид тантала — карбид молибдена. По данным Малькова и Виккер, рентгенограммы смесей TaC-Mo2C, спеченных при 2100°, показывают вплоть до 40% (вес.) карбида тантала лишь решетку последнего. По Новотному и Кифферу, образцы, спекавшиеся при низкой температуре (1500°, 2 часа), дают растворимость до 40% (мол.) карбида молибдена. Образцы с 40% (вес.) карбида молибдена, спеченные при более высокой температуре (2100°, 5 мин.) и находящиеся, по-видимому, в равновесном состоянии, показывают вместе с тем свободный карбид молибдена. Область гомогенных твердых растворов на базе карбида тантала можно принять поэтому простирающейся до 60—65% (мол.) Mo2C. Уманский считает, что при 2600° в карбиде тантала растворяется до 90% карбида молибдена. О растворимости карбида тантала в карбиде молибдена данных нет.
Карбид тантала — карбид вольфрама. Кривая температура плавления — состав, представленная для системы W2C-TaC на рис. 68, имеет определенный минимум. При этом остался открытым вопрос, связано это с образованием эвтектики или же твердого раствора. Микроструктура закаленных образцов состава 1:1 (мол.) обнаруживает наличие двух фаз, что также указывает на распад твердого раствора. То же подтверждают рентгеноструктурные исследования: при высоком содержании карбида W2C имеются линии обоих карбидов, при 80% (мол.) карбида тантала — лишь линии этого карбида.
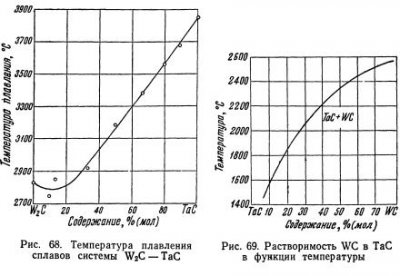
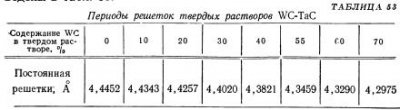
Рентгенографическое исследование смесей монокарбидов тантала и вольфрама, спеченных при различных температурах, позволило Ковальскому и Уманскому определить растворимость в функции температуры (рис. 69). При 1500° растворяется не более 10%; при 2000° — около 25%; при 2540 — более 80% (мол.) монокарбида вольфрама. Растворимость карбида тантала в карбиде вольфрама также зависит от температуры, но не превышает 1—2%. Постоянные решеток гомогенных твердых растворов приведены в табл. 53.
В соответствии с данными Ковальского и У майского находятся результаты, полученные Браунли, Гич и Райном. Растворимость монокарбида вольфрама при 2000° достигает 27% (мол.); растворимость карбида тантала крайне незначительна.
При отпуске закаленных образцов наблюдается выделение из пересыщенного твердого раствора высокодисперсной WC-фазы. Сложный танталовольфрамовый карбид обладает, по данным Ковальского и Канона, микротвердостью порядка 1840 кг/мм2. Этот карбид имеет большое значение в производстве металлокерамических твердых сплавов для обработки резанием материалов, образующих непрерывную сливную стружку.
Карбид титана — карбид урана. На рентгенограммах углеродсодержащих танталоурановых сплавов были обнаружены две фазы. Одна из них имеет предположительный состав UTa10C4, низкую кристаллическую сингонию и весьма высокую температуру плавления; вторая — неопределенного состава с гранецентрированной кубической решеткой (а = 4,41 А).
Карбид хрома — карбид молибдена (вольфрама). Обе эти системы мало исследованы. В рентгенограммах образцов Cr3C2—WC смесей, спеченных при 1800°, Мальков и Виккер обнаружили наряду с линиями обоих компонентов, также и линии новой тетрагональной фазы (а — 4,37 А; с = 6,42 А), представляющей собой, повидимому, двойной карбид Cr3C2-W2C. Известно, что карбид хрома вызывает в вольфрамокобальтовых твердых сплавах хрупкость, и это объясняется образованием двойного карбида.
Карбид молибдена — карбид вольфрама. Несмотря на значительный интерес, проявлявшийся к этой системе с самого начала появления твердых сплавов сложного состава, она исследована лишь поверхностно. Здесь следует ожидать взаимную ограниченную растворимость. По данным Малькова и Виккер, образцы состава 47% (вес.) Mo2C и 53% (вес.) WC, спеченные при 1900°, показывают на рентгенограммах лишь решетку карбида молибдена. При более высоком содержании монокарбида вольфрама, наряду с линиями твердого раствора WC в Mo2C, появляются линии WC-фазы.
Давиль сумел получить при высоких температурах также и твердый раствор MoC-WC из смеси карбида вольфрама (или металлического вольфрама), молибдена и углерода с присадкой в ряде случаев кобальта. Прессованные образцы спекали в угольной трубчатой печи сопротивления при 1600—2000° (применяя угольную засыпку и водородную атмосферу) в течение различного времени. Табл. 54 дает содержание связанного и свободного углерода для различных исходных смесей в зависимости от режима спекания. Количества связанного углерода, найденные в смесях № 3 и 4, при всех режимах спекания и превышающие теоретическое его содержание как в монокарбиде вольфрама, так и в карбиде Mo2C, указывают на образование карбида молибдена с более высоким чем у Mo2C содержанием углерода.
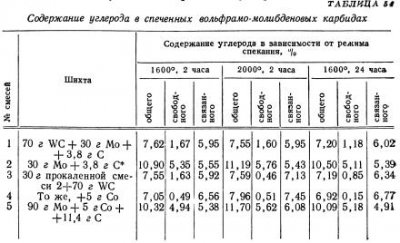
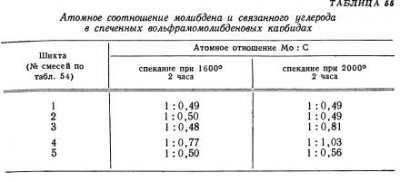
Атомное соотношение молибдена и связанного углерода в полученных образцах (за вычетом того количества углерода, которое связывается в монокарбиде вольфрама) приведено в табл. 55. Все смеси, за исключением № 4, после спекания при 1600° (2 часа) содержат столько свободного углерода, что молибден может образовать лишь карбид Mo2C. Более высокоуглеродистый карбид молибдена может образоваться лишь при спекании смеси № 4 и смеси № 3 (при 2000°). Подобное явление не обнаруживается при прокаливании смеси молибдена с углеродом (без вольфрама) даже в течение 24 час. при 1600°.
Можно сделать вывод, что при образовании твердого раствора карбида молибдена в карбиде вольфрама возникает устойчивый высокоуглеродистый карбид молибдена и что этот процесс ускоряется в присутствии кобальта.
Рентгенографические исследования полностью подтверждают данные химического анализа. В то время как рентгенограммы смесей № 1, 2, 3 и 5 после 1600° и смесей № 1, 2 и 5 после 2000° обнаруживают линии обоих карбидов WC и Mo2C, в смеси № 4 при 1600° и смесях № 3 и 4 при 2000° найдена лишь одна решетка, именно монокарбида вольфрама. Другие линии представлены чрезвычайно слабо.
Карбид вольфрама — карбид тория. Экспериментальные данные Киффера показывают отсутствие растворимости карбида Th2C в монокарбиде вольфрама.