
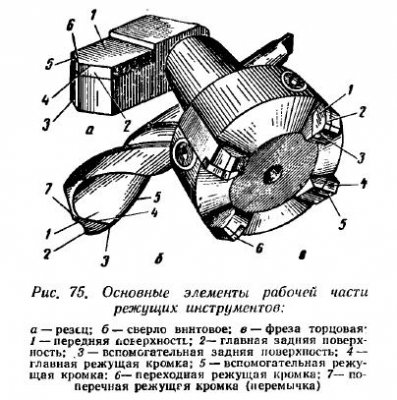
Несмотря на большое разнообразие различных инструментов, у них есть общие геометрические элементы. Любой вид инструмента имеет рабочую часть, которая содержит одну или несколько режущих кромок (лезвий), как-то: передняя поверхность, главная задняя поверхность, вспомогательная задняя поверхность, главная режущая кромка, вспомогательная режущая кромка, переходная режущая кромка, поперечная режущая кромка (рис. 75).
Резец имеет одну главную режущую кромку, сверло — две, зенкер, развертка, протяжка, фреза — несколько режущих кромок.
Кроме рабочей части, инструмент характеризуется режущей частью. Под режущей частью инструмента подразумеваются такие элементы, как форма передней и задней поверхности инструмента, углы заточки, режущие кромки.
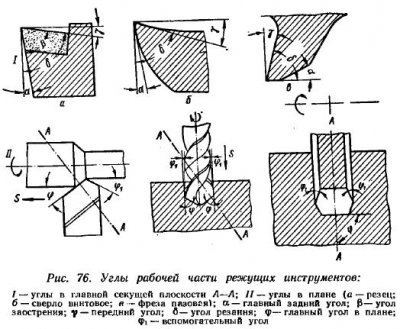
Углы режущей части инструмента измеряются в главной и вспомогательной секущих плоскостях, а также в основной плоскости. Соответственно рассматриваемой плоскости углы подразделяются на главные, вспомогательные и углы в плане.
Углы рабочей части режущих инструментов показаны графически на рис. 76.
Формы передней и задней поверхностей режущего инструмента выбирают в зависимости от обрабатываемого материала, типа инструмента, материала рабочей части.
Форма и размеры рабочей части режущих инструментов создаются заточкой и доводкой инструментов по соответствующим поверхностям.
Для обеспечения нужной формы и углов взаимного расположения передней и задней поверхности режущие инструменты затачивают по поверхностям рабочей части. Схему заточки выбирают в зависимости от типа инструмента и условий его эксплуатации.
