Бетонные и железобетонные конструкции испытывают наибольшее разрушающее действие от многократного замораживания и оттаивания. Разрушение бетона конструкций происходит в результате того, что замерзающая в его порах вода, увеличиваясь в объеме, создает напряжения, превышающие предел прочности материала.
Для того чтобы не возникали значительные напряжения, замерзающая в порах вода должна иметь возможность расширяться, перемещаясь в свободные пространства, выполняющие роль резервных зон.
При обычном водонасыщении не все поры бетона заполняются водой. Чем больше таких пор, тем меньше вероятность разрушения материала при замораживании. Степень заполнения пор зависит от условий насыщения образцов, размеров и структуры пор. He заполненными водой остаются обычно мелкие замкнутые поры.
Несмотря на то что установлена зависимость морозостойкости бетонов от их структуры, Г.И. Горчаков, М.М. Капкин и Б.Г. Скрамтаев отмечают, что общепризнанные критерии для оценки строения бетона с точки зрения его морозостойкости еще не установлены. Средний размер пор или средняя величина промежутка между ними не являются признаками морозостойкости, так как не учитывают качественного различия между основными группами пор в бетоне. Ввиду отсутствия характеристик качества пор бетона и надежных методов их определения трудно установить количественную связь между морозостойкостью и пористостью бетона. К аналогичным выводам пришли А.С. Беркман и И.Г. Мельникова, изучавшие взаимосвязь между структурой и морозостойкостью стеновых материалов.
Как было показано выше, автоклавная обработка по сравнению с нормальным твердением изменяет не только состав цементирующего вещества и его строение, но и структуру бетона в целом, так как под действием температурных градиентов происходит миграция влаги по сечению изделия в результате различия коэффициентов температурного расширения твердых, жидких и газообразных составляющих бетона. Кроме того, вследствие температурных градиентов в изделиях возникают напряжения, приводящие к повышению пористости бетона и изменению ее характера, образованию микротрещин и т.д., т. е. изменению структуры бетонов по сравнению с нормальным твердением. При этом имеются предпосылки для ее ухудшения с точки зрения морозостойкости. В настоящее время известен ряд работ, посвященных исследованию морозостойкости плотных бетонов автоклавного твердения, в которых были получены противоречивые данные. Различные авторы проводили опыты на бетонах разного состава и консистенции (с низким или высоким значением В/Ц, смеси подвижные или весьма жесткие), режимы запаривания были разными, в связи с чем было затруднительно оценить влияние того или иного фактора на морозостойкость бетонов.
Нами в НИИЖБ были исследованы различные факторы, которые в той или иной мере могут влиять на морозостойкость бетонов автоклавного твердения: водоцементное отношение, подвижность смесей, минералогический состав цемента, кремнеземистые добавки, режимы твердения и т.д.
Исследования влияния водоцементного отношения на морозостойкость бетона автоклавного твердения производились на бетоне состава 1:1,97:3,92. Расход цемента во всех случаях был равен 320 кг/м3, а водоцементное отношение изменялось от 0,4 до 0,6. Бетоны изготовлялись на чистых цементах и с заменой части их молотым кварцевым песком. Жесткость бетонной смеси в опытах была постоянной и составляла 30—40 сек. Образцы запаривались через 2—4 ч после изготовления по режиму 2+8+2 ч при 9 ат.
Морозостойкость бетонов автоклавного твердения изучалась на образцах размером 10х10х10 см по методике, рекомендованной ГОСТ 4800—49. Испытания запаренных образцов проводились через 7 суток после изготовления, а образцов нормального твердения — в возрасте 28 суток.
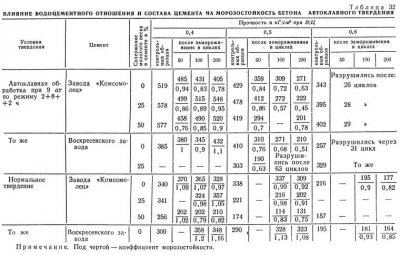
Как видно из табл. 32, водоцементное отношение в значительной мере влияет на морозостойкость бетонов. Так, бетоны с B/X=0,6 разрушались уже после 26—31 цикла замораживания и оттаивания, а бетоны с В/Ц=0,4 независимо от состава цемента выдерживали 200 циклов. Минералогический состав цемента и содержание в нем молотого песка в значительно меньшей степени влияют на морозостойкость бетонов автоклавного твердения. В наших опытах влияние их было заметно лишь в бетонах подвижной консистенции с более высоким В/Ц. В этих случаях явные преимущества имеет малоалюминатный цемент (С3А = 3,8%) завода «Комсомолец». В опытах же морозостойкость бетонов, и особенно автоклавных (с В/Ц = 0,5), резко понижалась по мере увеличения содержания в цементе трехкальциевого алюмината. Эти же авторы показали, что морозостойкость автоклавных бетонов несколько снижается при замене клинкерного цемента известью. Что же касается замены части цемента молотым песком, то влияние его количества на морозостойкость в определенной мере зависит от состава и консистенции бетона. Замена 25% цемента молотым песком в бетоне подвижной консистенции с В/Ц—0,5 не влияет на морозостойкость бетона автоклавного твердения, при больших же количествах понижает ее. В жестких бетонах с меньшим значением В/Ц можно заменять большее количество цемента молотым кварцевым песком без заметного понижения морозостойкости.
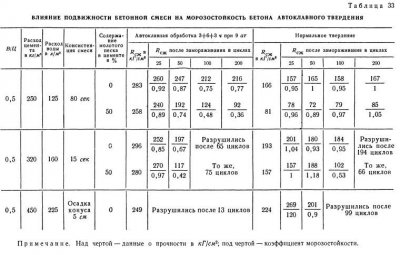
Выше были приведены результаты опытов, в которых при постоянной подвижности бетонных смесей менялось В/Ц. Дальнейшие опыты были направлены на выявление влияния подвижности бетонной смеси путем изменения количества цементного теста постоянного качества, т. е. при постоянном В/Ц = 0,5. Из данных, приведенных в табл. 33, видно, что морозостойкость бетона автоклавного твердения при повышении подвижности бетонной смеси значительно понижается. Так, бетон жесткостью 80 сек через 50 циклов имел коэффициент морозостойкости 0,87, жесткостью 15 сек — 0,67, а бетон с осадкой конуса 5 см разрушался через 13 циклов. При исследовании бетонов нормального твердения наблюдались те же закономерности, но отрицательное влияние повышения В/Ц и подвижности бетонной смеси проявлялось в значительно меньшей степени.
Все предыдущие опыты проводились при довольно жестких режимах запаривания (2+8+2 и 3+6+3 ч), поэтому исследовалась также возможность повысить морозостойкость подвижной бетонной смеси путем изменения режима запаривания. С этой целью бетон состава 1:1,97:3,92 с расходом цемента 320 кг/м3, В/Ц=0,5, жесткостью 15 сек запаривался при самых различных режимах. При этом в основном изменялось время подъема и спуска давления пара, что должно было изменить скорость испарения воды из бетона, а также уменьшить температурные напряжения бетона. Кроме того, часть образцов запаривалась в сосуде с водой. В последнем случае полностью исключалось испарение влаги из бетона и в то же время удавалось проследить влияние высокой температуры на свойства бетона.

Результаты этих опытов представлены в табл. 34, из которой видно, что последующее длительное выдерживание в воздушновлажных условиях приводит к повышению морозостойкости пластичного бетона. Медленный спуск давления пара дает возможность получить более высокую морозостойкость пластичных бетонов по сравнению с жесткими режимами запаривания, однако и в этих случаях высокой морозостойкости пластичных бетонов автоклавного твердения получить не удается.
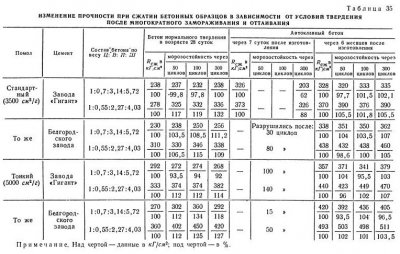
Бетон, запаренный в сосуде с водой, выдержал 200 циклов замораживания и оттаивания, т. е. имел высокую морозостойкость. Это дает основание считать, что главной причиной понижения морозостойкости пластичных бетонов является их обезвоживание в процессе спуска давления пара. На восстановление морозостойкости требуется продолжительное хранение во влажных условиях, за которое произойдет «самозалечивание» дефектов структуры бетона, что также подтверждается данными В.М. Петрова, представленными в табл. 35. Через 7 суток после запаривания морозостойкость автоклавного бетона была более низкой, чем у бетона нормального твердения. Однако после месячного выдерживания во влажных условиях морозостойкость автоклавного бетона практически оказалась такой же, как у того же бетона нормального твердения, выдержанного в течение 28 суток до начала испытаний.
Аналогичные результаты были получены Рейнсдорфом. В его опытах сразу после запаривания большинство образцов не выдерживало 150 циклов замораживания и оттаивания, при этом большее снижение морозостойкости наблюдалось у образцов на цементах с молотым песком. Образцы на чистом клинкерном цементе были более морозостойкими. Уменьшение морозостойкости бетонов автоклавного твердения в значительной степени зависело от возраста к моменту испытания образцов. Образцы в возрасте приблизительно 100 суток выдерживали испытание, в то время как образцы меньшего возраста разрушались, несмотря на то что после автоклавной обработки имели приблизительно одинаковую прочность. Вследствие этого автор считает, что бетоны автоклавного твердения, к которым предъявляются требования по морозостойкости, следует выдерживать при положительной температуре во влажных условиях не менее 100 суток.
Хотя высокие показатели прочности достигались сразу после автоклавной обработки, эти бетоны были неморозостойки и достигали необходимой морозостойкости только через 3 месяца.
Рейнсдорф рекомендует бетоны автоклавного твердения, к которым предъявляются высокие требования в отношении морозостойкости, выдерживать достаточно долгое время во влажных условиях.
Применение таких мероприятий, как введение воздухововлекающих добавок, а также жестких, полностью закрытых металлических форм при запаривании в наших опытах не привело к заметному повышению морозостойкости бетона подвижной консистенции (OK=3-5 см) с В/Ц=0,5. Повышение давления пара с 9 до 17 ат понижало морозостойкость этих образцов.
Рядом авторов доказана высокая эффективность автоклавной обработки при изготовлении песчаных бетонов (растворов) на основе цементных и бесцементных вяжущих. Некоторые из них изучали морозостойкость этих бетонов. По данным Г. В. Красновой, морозостойкость образцов из песчаного бетона автоклавного твердения после 50 циклов замораживания и оттаивания была выше, чем при нормальном твердении. Однако в этих опытах применялись весьма жесткие смеси (180 сек), приготовлявшиеся на основе малоалюминатного белгородского цемента и укладывавшиеся под пригрузом. Запаривание производилось через сутки по режиму 3+8+2 ч при 9 ат, а испытания на морозостойкость начинались через 180 суток, в то время как образцы нормального твердения испытывались в 28-суточном возрасте, т. е., как указывалось выше, был применен комплекс технологических мероприятий, обеспечивающих получение морозостойких изделий автоклавного твердения.
У. Крейсом, Э. Оямаа и В. Рейманом изучалось влияние величины давления пара при запаривании на морозостойкость песчаных (мелкозернистых) бетонов на разных вяжущих: песчаном портландцементе, известково-песчаном и сланцезольно-песчаном.
Они установили, что при повышении давления пара от 9 до 13 ат морозостойкость мелкозернистых бетонов на смешанных вяжущих в большинстве случаев увеличивается, а при дальнейшем повышении давления пара снижается. Эти данные согласуются с выводами П.П. Ступаченко, изучавшего структуру пор автоклавных бетонов.
Авторы установили, что морозостойкость автоклавных бетонов зависит кроме давления еще от продолжительности запаривания, понижаясь для отдельных составов по мере увеличения длительности запаривания при максимальном давлении более 4 ч.
А.В. Волженский и его ученики провели большие исследования морозостойкости песчаных (мелкозернистых) бетонов на шлаковых (бесцементных) вяжущих, подвергнутых автоклавной обработке. По их данным, образцы, как правило, выдерживают не менее 35—50 циклов замораживания и оттаивания. Однако ими отмечается, что морозостойкость образцов на шлаковом вяжущем в значительной мере зависит от состава вяжущего и его удельного расхода.
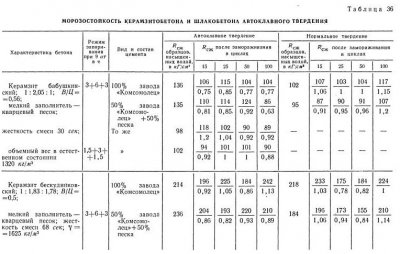
Ранее было показано, что применение автоклавной обработки весьма целесообразно для керамзитобетона. В связи с этим представляет интерес изучение его морозостойкости.
Керамзитобетон изготовлялся на керамзите различных заводов; данные о составах приводятся в табл. 36.
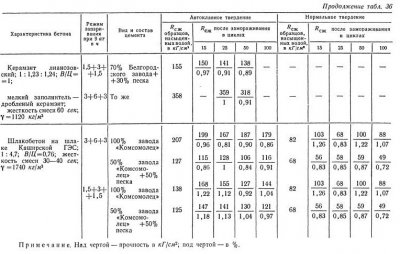
Все исследованные в этом опыте составы независимо от режимов автоклавной обработки выдержали 50 циклов замораживания и оттаивания; потеря прочности лишь в одном случае составляла 23%, а во всех остальных не превышала 14%; 100 циклов не выдержала лишь одна серия образцов, изготовленных на песчаном цементе. В этом случае коэффициент морозостойкости составлял 0,63. Во всех остальных случаях образцы автоклавного твердения, изготовленные на цементе с замещением 50% его молотым кварцевым песком, имели достаточную морозостойкость. В этом случае расход клинкерного цемента составлял всего лишь 158 кг/м3. Однако при сравнении морозостойкости керамзитобетона нормального и автоклавного твердения коэффициент морозостойкости был ниже у запаренных образцов.
Аналогичные исследования проводились на шлакобетоне, изготовленном на шлаке Каширской ГЭС. Результаты этих опытов показали, что все образцы из шлакобетона, подвергнутые автоклавной обработке, выдержали 100 циклов замораживания и оттаивания.
Таким образом проведенные исследования выявили, что керамзитобетон и шлакобетон автоклавного твердения на портландцементе или песчанистом портландцементе при изготовлении изделий из жестких смесей независимо от режима твердения имеют достаточную морозостойкость и могут без ограничения по морозостойкости применяться в основных видах конструкций.
Анализируя данные, приведенные в табл. 32—36, можно прийти к выводу, что морозостойкость бетона при расходе клинкерного цемента порядка 200 кг/м3 в основном зависит от количества воды, введенной при затворении. Бетоны с расходом ее 120—140 л/м3 даже через 7 суток после запаривания имеют высокую морозостойкость. При большем количестве воды морозостойкость резко снижается. Это, видимо, объясняется тем, что такие бетоны имеют меньшую плотность, и затвердевший бетон, обладая большим водопоглощением, будет содержать большее количество воды, способной к замерзанию. Замерзание ее приводит к возникновению значительных внутренних напряжений, разрушающих бетон.
В бетоне нормального твердения воды, не вступившей в химическую реакцию, содержится примерно такое же количество, как и в бетоне автоклавного твердения. Ho при твердении в нормальных условиях нет такого интенсивного обезвоживания, а также отсутствуют дефекты структуры. В этом случае свободная вода находится в физически связанном состоянии, а ее замерзание происходит лишь при более низких температурах. Поэтому при одинаковых условиях испытаний в нормально твердеющем бетоне переходит в лед меньшее количество свободной воды.
Следует отметить, что характер разрушения бетона автоклавного твердения при испытании на морозостойкость совершенно отличен от характера разрушения бетона нормального твердения. У последнего потеря прочности при многократном замораживании и оттаивании сопровождается, как правило, потерей веса, а острые грани углов в образцах закругляются.
При испытании на морозостойкость бетона автоклавного твердения потери веса не наблюдается даже в образцах, почти потерявших свою прочность, форма и острота граней кубов полностью сохраняются, а разрушение происходит в зоне контакта растворной части с крупным заполнителем, вследствие чего при небольшом усилии крупный заполнитель легко отделяется от цементного камня.
Таким образом, большинство авторов установило, что автоклавная обработка понижает морозостойкость бетонов на цементных вяжущих по сравнению с бетонами того же состава, твердевшими в нормальных условиях. Однако автоклавные бетоны при длительном выдерживании во влажных условиях восстанавливают свою морозостойкость, которая приближается к морозостойкости бетона того же состава нормального твердения.
Путем применения ряда технологических мероприятий, к которым в основном относятся приготовление жестких бетонных смесей с низким В/Ц (не более 0,4), применение клинкерных портландцементов и т. д., возможно также получение достаточной морозостойкости непосредственно после автоклавной обработки. В отношении легких бетонов требования по В/Ц не следует ограничивать в такой степени, как это указано для тяжелых бетонов.