Размыв породы струей воды гидромонитора является одним из важнейших элементов гидравлической разработки месторождений. Исследованиями и опытом работ установлено, что производительность разработки зависит от качества гидромониторной струи.
Основное назначение струй в гидромеханизации — разрушение грунтов, различных горных пород и залежей полезных ископаемых. Гидравлические струи для гидромеханизации создаются гидромониторами. Окончательное формирование струи в гидромониторе осуществляется насадкой — коротким коноидальным патрубком, закрепляемым на конце ствола гидромонитора. Качество и структура гидромониторной струи определяются давлением перед гидромониторной насадкой, диаметром выходного сечения насадки, профилем насадки, качеством обработки ее и условиями подвода воды к насадке.
Для разработки месторождений применяются гидромониторные струи больших диаметров — 50—200 мм при выходе из насадки с напором воды перед насадкой 20—180 м.
С учетом конструктивных особенностей гидромониторы разделяют следующим образом: по способу управления — на управляемые вручную и дистанционно; по условиям работы — на гидромониторы дальнего и ближнего боя; по рабочему напору — на низконапорные (давление до 1,2 МПа) и высоконапорные (давление более 1,2 МПа) (табл. 7.4).


В настоящее время на предприятиях гидротехнического строительства и горнодобывающей промышленности созданы высокопроизводительные гидромониторы с дистанционным электрическим управлением: ГМ-350 (КУГУ-350); ГМ-500 (КУГУ-500); ГМСД-300; ГМСДШ-300; ГМСДШ-500 и др. Последние имеют входной диаметр нижнего колена 500 мм и расход воды 6000 м3/ч. Гидромониторы установлены на самоходном (ГМСД-300, ГМСД-500) или шагающем ходу (ГМСДШ-300, ГМСДШ-500).
Гидромонитором управляют с пульта при визуальном наблюдении. Насадки обеспечивают окончательное формирование водяной струи гидромонитора. Для эффективного формирования и создания большей скорости вылета струи применяют конические сходящиеся насадки с цилиндрическим участком на конце (табл. 7.5).

Большую роль в формировании структуры струи играет воздух. Чем меньше диаметр струи, тем больше ее относительная поверхность и тем большее влияние оказывает воздух на ее движение. При больших скоростях струй обмен между воздушной средой и жидкостью струи становится активным, воздух в большом количестве увлекается в движение и влияние его на состояние струи становится настолько значительным, что струи высоких и сверхвысоких давлений быстро распадаются в воздухе.

Струи низкого давления в гидромеханизации применяются для разработки несвязных грунтов и для смыва насыпных материалов. Струи среднего давления составляют основную категорию гидромониторных струй при выполнении земляных и иногда горных работ. Скорость на поверхности этих струй такова, что сила трения струи о воздух оказывается преобладающей над силой поверхностного натяжения. На поверхности тангенциального разрыва образуются вихри, биение которых заметно в дымке, окружающей струю. Дымка представляет собой водную пыль, находящуюся в вихревом движении.
К основным параметрам, от которых зависит эффективность гидравлической разработки, относятся осевое динамическое давление струи на забой, диаметр насадки гидромонитора, высота разрабатываемого уступа, ширина забоя.
Для гидромониторов с расходом воды до 2000 м3/ч оптимальные условия работы создаются при высоте уступа 10—18 м, а для мощных гидромониторов — 20—40 м. Как правило, оптимизацию высоты уступа производят только при гидровскрышных работах, когда мощность вскрыши составляет 20—30 м и более. В остальных случаях высоту уступа определяют по условиям разработки.
Эффективность гидравлического разрушения пород зависит прежде всего от давления струи гидромонитора на забой и характеристики размываемых пород. Поэтому расчет обычно начинают с установления величины этого давления. В общем виде может быть рекомендована такая его последовательность.


В соответствии с породами, подлежащими размыву, устанавливают оптимальное осевое динамическое давление струи на забой. Для плотного суглинка оно равно 0,63—0,68 МПа, плотных трудноразмываемых глинистых пород — 0,8 МПа, полускальных пород — 0,87 МПа. По оптимальному осевому динамическому давлению находят необходимый удельный расход напорной воды (табл. 7.6) и рассчитывают расход воды, обеспечивающий заданную производительность объекта по горной массе.
При давлении перед насадкой порядка 60 МПа и выше скорость истечения жидкости становится равной или большей по значению, чем скорость распространения звука в воздухе. При такой скорости возникают особые явления, такие как разрыв сплошности подтекающего к струе воздуха и образование в связи с этим вакуумных областей. Условия турбулентного перемешивания в толще струи изменяются. Струи высокого и сверхвысокого давления обладают огромной разрушительной силой. Они режут твердые (изверженные) породы и даже сталь.
Струи высокого и сверхвысокого давления применяют при добыче полезных ископаемых гидравлическим способом и в других случаях, когда возникает необходимость разрушения очень крепких пород. Диаметр струи на всем протяжении начального участка, т. е. от выхода из насадки до конца ядра, можно принимать одинаковым и равным диаметру выходного отверстия насадки d0. Далее диаметр струи начинает увеличиваться.
Длина начального участка может быть определена по формуле

где d0 — диаметр насадки, м.
Высота и дальность полета гидромониторных струй имеют большое практическое значение при определении местоположения гидромонитора в карьере по отношению к забою.
Высота подъема, м, направленной вверх струи без учета сопротивления воздуха определяется по выражению
где Vo — скорость струи у выхода из насадки, м/с,
где g — ускорение свободного падения (g = 9,81 м/с2); φ — коэффициент скорости, принимается равным 0,92—0,96.
Диаметр насадки, м,
где Qв.с — расход воды через насадку (подача насосной станции), м3/с; H0 — необходимый напор на насадке гидромонитора, м.
В соответствии с полученным значением dн подбирают насадку из числа изготовляемых промышленностью диаметром dст (стандартным).
Протяженность компактной части струи, м, определяется по формуле
где β = 0,75/0,85.
При размыве грунтовых массивов большой мощности (например, при вскрышных работах) высота разработки может быть более 100 м. В данном случае разработку следует вести уступами; высоту уступа обычно принимают в пределах 20/35 м. При этом ствол гидромонитора обычно расположен горизонтально или приподнят. Горизонтальная дальность полета струи определяется по формуле

Из формулы видно, что максимальная теоретическая дальность полета струи достигается при наклоне ствола гидромонитора к горизонту под углом α = 45° (в действительности из-за влияния воздуха примерно 30—35°).
Целесообразно, если позволяют условия, располагать гидромонитор как можно ближе к забою. Неэффективно размывать грунт разрушенной частью струи. Необходимо стремиться к тому, чтобы струя достигала разрабатываемый массив своей компактной частью [см. формулу (7.17)].
Размываемый гидромониторной струей грунтовой или горный массив является трудной преградой для струи, на разрушение которой расходуется ее энергия, при этом струя полностью распадается и представляет собой поток капелек в воздухе.

Каждая категория грунта и породы требует для их эффективного размыва более или менее определенные оптимальные значения удельных давлений струи и удельных расходов воды (см. табл. 7.6). В табл. 7.7 приведены водопроизводительность гидромониторов (при различных диаметрах насадок) и скорость струи при вылете из насадки в зависимости от напора перед насадкой.
Оптимальным следует принимать то давление, при котором требуется минимальное количество воды на разработку 1 м3 грунта (см. табл. 7.6).
Потери напора, м, в гидромониторе
где hк — потери напора в коленах и шарнирах, м,
где kп.н — коэффициент потерь напора в гидромониторе (kп.н = 14); hн — потери напора в насадке, м,
Для размыва пород заданной категории (определенных физических свойств) подбирается наиболее отвечающий условиям работы тип гидромонитора. По диаметру насадки и типу гидромонитора можно установить параметры забоя.
Минимальное Lmin и максимальное lmax расстояния от гидромонитора до забоя находят исходя из высоты уступа и диаметра насадки (рис. 7.17).
Минимальное расстояние, м, от гидромонитора до забоя
где α — коэффициент приближения гидромонитора к забою (при ручном управлении гидромонитором α = 0,8/1,1, при дистанционном — α = 0,3/0,4); Hy — высота разрабатываемого уступа, м.
При боковом размыве lmin можно уменьшить на 20—25 % при ручном управлении гидромонитором.
Максимальное расстояние, м, определяют по длине основного участка струи:
где dст — диаметр стандартной насадки, м; Нг — напор на выходе из насадки гидромонитора, м.
Шаг передвижки, м, гидромонитора
Считая lmax и Hy величинами постоянными, исследуем функцию на экстремум по аг:
Трудоемкость и продолжительность перестановки гидромонитора определяют в соответствии с нормативами в зависимости от его типа. Для установки гидромонитора массой до 0,5 т с помощью трактора затрачивается 2 ч, ручной лебедки — 2,6 ч. При хорошо организованной работе суммарные затраты времени на демонтаж, перестановку и монтаж гидромонитора не должны превышать 4—5 ч.
Объем породы, м3, разрабатываемой с одной стоянки (позиции) гидромонитора:
где Aг — ширина заходки гидромонитора, м,
Продолжительность, ч, одного цикла гидромониторного размыва

где Qэ.г — эксплуатационная производительность гидромонитора по размыву породы, м3/ч; tд, tп и tм — продолжительность соответственно демонтажа, перестановки и монтажа гидромонитора, ч.
Число одновременно действующих гидромониторов устанавливают после определения необходимого диаметра насадки. Когда расчетное значение диаметра насадки больше стандартного, последнее подбирают с таким расчетом, чтобы оно было примерно кратным dн. Исходя из этого, находят число одновременно действующих гидромониторов.
Движение гидросмеси от забоя до зумпфа происходит по уклону, создаваемому в процессе ведения горных работ. При движении от забоя к зумпфу гидросмесь стремится стекать рассредоточенными потоками, имеющими небольшую глубину. Рассредоточенный поток не в состоянии перемещать крупные куски грунта и они остаются на подошве забоя. В результате происходит уменьшение уклона и скорости потока, что приводит к резкому снижению транспортирующей способности потока. В подошве забоя из потока начинают откладываться даже мелкие частицы грунта и происходит замыв рабочей площадки.
Для предотвращения этого необходимо, чтобы поток пульпы был сосредоточенным, а уклоны подошвы забоя обеспечивали бы необходимые скорости движения, при которых потоком перемещалось наибольшее количество грунта. Создание сосредоточенного потока достигается устройством в подошве рабочей площадки забоя пульпоотводной канавы, располагаемой обычно так, чтобы обеспечить транспортирование пульпы по наикратчайшему пути от забоя до зумпфа.
При работе в забое нескольких гидромониторов необходимо стремиться к тому, чтобы потоки пульпы от каждого гидромонитора объединялись в единый поток и попадали в пульпоотводную канаву на возможно близком расстоянии от места размыва грунта в забое.
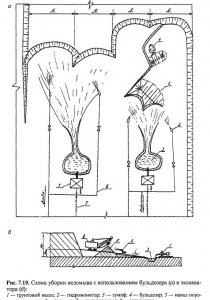
Устройство пульпоотводных канав обычно выполняется струей гидромонитора, экскаватором или бульдозером.
Уклон канавы, так же как и подошвы рабочей площадки забоя, зависит от типа разрабатываемого грунта и содержания крупных частиц. Чем крупнее грунт, тем больше должен быть уклон канавы и площадки. Уклон канавы и площадки зависит также от расхода пульпы и содержания в ней грунта. С увеличением расхода пульпы густой консистенции необходимы большие уклоны, чем при транспортировании жидкой пульпы.
При изменении высоты уступа изменяются и минимально допустимые уклоны площадок уступа. Это объясняется тем, что с увеличением высоты уступа уменьшаются удельные расходы воды на размыв грунта и, таким образом, повышается консистенция пульпы, в результате чего транспортирующая способность потока снижается и для поддержания ее необходимо увеличение уклонов пульпоотводной канавы.
С увеличением уклонов повышается и производительность смыва грунта. Однако в этом случае резко возрастает объем недомыва, поэтому при отсутствии попутных уклонов скорость потока не следует повышать за счет увеличения уклона сверх минимально допустимого. Особенно это недопустимо при проведение профильных выработок.
Создание большей скорости потока следует обеспечивать за счет следующих мероприятий:
• собирать в один сосредоточенный поток пульпу, стекающую от забоя;
• не допускать засорения канавы крупными камнями, корнями растений и т. п.;
• периодически прочищать канаву струей гидромонитора с целью поддержания необходимого уклона.

Высота уступа оказывает большое влияние на эффективность разработки грунта: с увеличением высоты уступа повышается интенсивность размыва, снижается удельный расход воды, увеличивается объем смыва грунта с одной стоянки гидромонитора. Однако по условиям безопасности в соответствии с Едиными правилами безопасности при разработке месторождений полезных ископаемых открытым способом высота уступа не должна превышать 30 м.
Рабочий угол откоса уступа высотой до 20 м из однородных необводненных грунтов при оползневом характере обрушения по поверхности скольжения, близкой к цилиндрической, составляет для грунтов: глинистых — 60—75°, суглинистых — 55—70°, песчаных — 50—60°.
По мере разработки заходки блоками землесосную установку периодически перемещают к забою на расстояние, равное шагу передвижки (рис. 7.18).
Шаг передвижки установки, м,

где Δh — высота недомыва, м; i — уклон подошвы забоя, доли ед.
Наибольшая высота недомыва Δh при разработке профильных выемок не должна превышать 1,5—2 м. Недомыв грунта перед передвижкой установки зачищают бульдозером или экскаватором и смывают в зумпф (рис. 7.19).
Объем недомыва, м3,
Обычно шаг передвижки составляет 50—75 м для песчаных 100—150 м для глинистых грунтов. Передвижку землесосной установки производят бульдозерами после подготовки площадки. Передвижка гидромонитора должна быть частой, но расстояние передвижки должно быть не менее 6 м, т. е. кратным длине звена трубы.
Уклоны пульпоотводных канав i принимают в зависимости от типа разрабатываемого грунта и водопроизводительности гидромонитора (см. табл. 7.6).