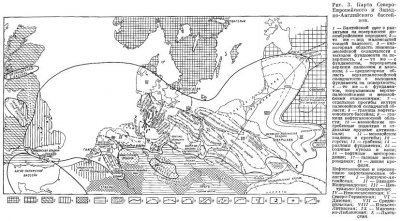
Северо-Европейский нефтегазоносный бассейн занимает обширные низменные пространства центральной и северной Европы, примыкающие к Северному и Балтийскому морям. Бассейн в основном расположен на территории Польши, ФРГ, ГДР и Нидерландов и лишь незначительные периферийные его участки попадают в пределы России, Дании и Великобритании (рис. 3).
Бассейн представляет собой крупную, сложно построенную впадину широтного простирания с разновозрастным фундаментом и обрамлением, выполненную мощными толщами верхнего палеозоя и мезозоя, а также палеогена и частично неогена.
Бассейн по своему строению относится к сложно построенным равнинным платформенным нефтегазоносным бассейнам. Северные и восточные склоны в отличие от южных и западных построены более просто. Это подчеркивается и рельефом обрамления. На юге и западе оно образовано различно выраженными на поверхности, часто сглаженными глыбовыми горами, -сложенными палеозоем, в то время как с других двух сторон обрамлением служат слабо всхолмленные области неглубокого залегания или выходов на поверхность пород фундамента.
С севера и северо-востока ограничением служат докембрийские породы Балтийского щита, обнажающиеся на поверхности на о-ве Борнхольм и в Скандинавии или неглубоко залегающие под маломощным осадочным чехлом на Ютландском п-ове и в Прибалтике.
Северная граница бассейна проводится вдоль края Балтийского щита, обрамленного структурными элементами, возникшими в мезозое и кайнозое, которые в наиболее отчетливой форме проявляют себя в восточной части бассейна. К ним приурочено выклинивание различных свит мезозоя и третичных.
С востока граница бассейна проводится по западному склону Белорусско-Литовского и Ратненского выступов фундамента. Ратненский (или Влодавский) выступ является западным окончанием Украинского кристаллического массива. От расположенного на юго-западе Предкарпатского прогиба бассейн отделен разломом.
Южная граница Северо-Европейского бассейна отличается весьма прихотливой конфигурацией и проводится по северным склонам сложно построенных палеозойских поднятий, разделенных участками опускания, где складчатый фундамент покрыт мезозойскими и частично третичными отложениями. Южное обрамление бассейна представляет собой систему горстов и грабенов. В пределах этой системы отдельные крупные тектонические элементы обладают преимущественно простиранием СЗ — ЮВ или реже ЮЗ — СВ, в связи с чем граница в плане имеет зазубренный, или фестонообразный вид. Структурные элементы обрамления создают выступы, образующие при их погружении в бассейн погребенные валы.
На юго-востоке в Польше в бассейн в виде выступа вдаются Свентокшисские горы (Келецко-Сандомирский кряж). Западнее расположены поднятие Верхнеселезского каменноугольного бассейна и Восточные Судеты. Еще западнее, в Западной Германии и Нидерландах, протягиваются Лаузицкий массив, называемый обычно Западными Судетами, и расположенный на его западном продолжении Флехтингенский вал, затем горы Гарц, среднегерманские горы, северные склоны Рейнских сланцевых гор и Ардены.
С юго-запада бассейн ограничен кембро-силурийским Брабантским массивом, погружающимся на СЗ в сторону Англии и перекрытым с поверхности маломощпым палеогеном. Западная граница в Великобритании образована невысокими горными хребтами Уэльса и Пеннинских гор, сложенных породами нижнего палеозоя и докембрия. В Южной Англии Северо-Европейский бассейн отделяется от смежного Англо-Парижского валом Вельд, сложенным мезозоем.
Основные области питания и создания напоров Северо-Европейского бассейна, который можно рассматривать в качестве артезианского бассейна с преобладающими направлениями движения вод на север, северо-восток и северо-запад, расположены на юге, а также на востоке в пределах России и на западе в Англии.
Фундамент бассейна вскрыт в Восточной Польше и Прибалтике, где он имеет докембрийский возраст, и в Англии, где его возраст устанавливается как нижнепалеозойский. На остальной большей части бассейна фундамент опущен местами на глубину до 5—10 км и, по-видимому, сложен разнородной по возрасту складчатостью, преимущественно ранне- или позднепалеозойской. Древние складчатые элементы, насколько об этом можно судить по данным геофизических исследований, вытянуты в основном в широтном направлении.
Поверхность фундамента сильно расчленена, что связано с блоковым его строением. Отдельные блоки на протяжении мезозойской и кайнозойской эр вели себя различно, что приводило к образованию впадин, разделенных валами и сводовыми поднятиями (рис. 4). Большую роль в образовании структуры фундамента играют взаимно-перпендикулярные субмеридиональные и субширотные системы разломов. Разломы проявляют себя на различных этапах геологического развития с различной интенсивностью, но особенно большое значение для современного строения бассейна сыграли мезозойские и кайнозойские движения.

В самой восточной части бассейна осадочная толща общей мощностью до 2500 м представлена всеми системами и ярусами палеозоя и мезозоя, за исключением карбона. Наибольшей мощности — 900 м — достигают отложения силура и вслед за ним девона, превышающего 500 м. Отложения мезозоя обладают очень небольшой мощностью.
В западной части бассейна в Англии осадочная толща, достигающая нескольких тысяч метров, начинается континентальными образованиями девона (мощностью более 100 м), залегающими на сильно дислоцированных кембро-силурийских породах фундамента. Наибольшей мощностью — 3 км — характеризуются отложения каменноугольной системы. Мезозой и особенно третичные развиты в очень ограниченных пределах.
В центральной части бассейна пока вскрыты лишь пермские отложения. Нижняя пермь (Красный лежень) представлена преимущественно конгломератами, песчаниками, красно цветными глинами континентального происхождения. В районе нижнего течения Эльбы широкое развитие приобретают мощные скопления соли. Мощность нижней перми колеблется от нескольких сот метров до 1800 м в наиболее глубоких частях бассейна, расположенных в ФРГ. Верхняя пермь (цехштейн) представлена огромным, свыше 1000 м, накоплением галогенных и карбонатных пород. Этот верхнепермский комплекс является регионально-газоносным и нефтеносным.
Наличие пермской соли способствовало образованию более 300 соляных поднятий.
Отложения триаса представлены как лагунно-континентальными, так и морскими образованиями. Нижний триас — Пестрый песчаник сложен в Западной Польше морскими глинами с прослоями песчаников, мергелей и доломитов. В Западной Германии и Нидерландах он представлен песчаниками, глинами, солью, ангидритами и доломитами преимущественно лагунно-континентального происхождения. Мощность нижнего триаса достигает 1300 м. Средний триас (раковинный известняк) обладает мощностью 250—300 u. В толще известняков имеются прослои доломитов, мергелей и соли. Верхний триас (кейпер) почти повсеместно лагунно-континентальный и выражен песчано-глинистыми образованиями с прослоями солей и ангидритов. В Западной Германии в верхах кейпера развиты морские битуминозные глины рэта мощностью 60—140 u. Общая мощность кейпера колеблется от нескольких десятков метров в Западных Нидерландах до 1000 м в Центральной Польше и 1200 u в Западной Германии. Широкое и повсеместное развитие получили юрские отложения, представленные морскими песчано-глинистыми образованиями в нижнем и среднем ее отделах и карбонатно-терригенными толщами в ее верхнем отделе. Мощность юры колеблется в очень больших пределах. Особенно значительной мощности — 2—3 км — юра достигает в отдельных узких прогибах — трогах. В более приподнятых блоках (пороги), окружающих прогибы, мощность юры сокращается в несколько раз. Юрские прогибы имеют первостепенное значение для нефтегазонакопления, так как большинство известных месторождений связано с ними.
Юрские литолого-стратиграфические комплексы являются регионально нефтегазоносными. Регионально сингенетично-нефтегазоносными являются отложения верхнего лейаса и особенно доггера. Мощные песчаные горизонты (до 150 м) доггера в и е — одни из самых продуктивных интервалов мезозойского разреза. В мальме распространение нефтеносности носит более локальный характер.
Меловая система представлена в нижней части песчано-глинистыми, а в верхней — карбонатными породами. Районы накопления максимальных мощностей нижнего мела обычно не совпадают с таковыми для верхнего мела. Для первых максимальные мощности наблюдаются в южной части, где они совпадают с юрским прогибом и достигают мощности 2000 ж в Западной Германии и 1000 м в Западных Нидерландах. В остальных районах их мощность не превышает 100—200 м. Максимальные мощности 1000—1500 ж для верхнего мела наблюдаются в Центральной Польше и Дании и в отдельных прогибах Западной Германии. Для разреза меловых отложений характерным является наличие большого количества внутриформационных перерывов и выпадение отдельных горизонтов и ярусов.
В меловых отложениях (особенно в нижнем отделе) имеется ряд песчаных пластов и пачек, служащих хорошими природными резервуарами. Нефтяные и газовые залежи связаны как с песчаными пластами, так и массивами трещиноватых карбонатных пород.
Отложения кайнозоя, не имеющие большого значения для нефтегазоносности, представлены песчано-глинистыми породами, мощность которых к востоку от р. Эльбы не превышает 100—200 ж, а западнее — большей частью 200—500 м, иногда свыше 1000 ж. В отложениях кайнозоя пока не встречено промышленных залежей нефти и газа.
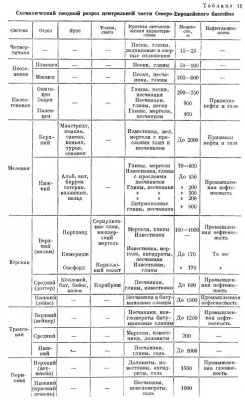
Схематический сводный разрез для центральной части бассейна приведен в табл. 11.
Современная внутренняя структура бассейна, определяемая строением и возрастом фундамента и строением осадочного чехла, имеет сложный характер.
На востоке на склонах Балтийского щита, Белорусско-Литовского выступа и Украинского массива выделяются Польско-Литовская и Мазовецко-Люблинская впадины, разделенные западным погребенным продолжением Белорусско-Литовского выступа, и Львовская впадина, заключенная между западным склоном Украинского кристаллического щита, Предкарпатским прогибом и ограниченная с северо-запада крупным Владимиро-Волынским разломом. В строении впадин принимают участие полого залегающие мощные слои палеозоя и породы мезозоя и кайнозоя, мощность которых, за исключением западных участков впадин, незначительна. Резкое увеличение мощностей мезозоя в западных частях впадин обусловлено наличием крупного разлома, секущего фундамент в северо-западном направлении. Этот разлом в структуре фундамента образует ступень, а в надразломной зоне проявляет себя, вероятнее всего, образованием структур типа пологих, линейно вытянутых антиклиналий. Антиклинали платформенного типа известны в западных частях обеих впадин.
На юго-западе протягивается крупный структурный элемент, пересекающий бассейн с СЗ на ЮВ и получивший название Среднепольского антикли-иория. Среднепольский антиклинорий состоит из двух частей, по-видимому, с разнородно построенным фундаментом. Северо-западная его часть, именуемая Поморо-Куявской антиклинальной зоной, в южной части приобретает почти широтное построение. Геофизические данные свидетельствуют о наличии в ядре этой зоны погребенного древнего, возможно, раннепалеозойского сооружения. Южная часть Среднепольского антиклинория, именуемая Свентокшисской антиклинальной зоной, располагается на продолжении Свентокшисских гор. Однако нельзя считать, что фундамент Светокшисской и Поморо-Куявской антиклинальных зон имеет однородную и одновозрастную структуру. Положение этих структурных элементов в одной общей полосе определяется, вероятнее всего, тем, что она образована крупными разломами, секущими различные по возрасту элементы фундамента.
Представление о Средненольском антиклинории как единой структурной зоне связано с тем, что этот антиклинории возник на месте осевой части крупного мезозойского прогиба, получившего от В. Пожарыского название Датско-Польского. Последний возник в связи с движениями фундамента по крупным разломам. Опускание фундамента по разломам привело к накоплению в мезозое мощной толщи осадков. Центральная часть прогиба, испытавшая складчатость, соответствует Среднепольскому антиклинорию. Мезозойские осадки, принимающие участие в его строении, смяты в линейно вытянутые антиклинали, некоторые из которых осложнены соляным диапиризмом. Восточная часть входит в состав Польско-Литовской и Мазовецко-Люблинской впадин.
Западная часть прогиба принимает участие в строении крупной Лодзинской впадины и ее северо-западного продолжения — синклинали Xoцивля. Эти прогибы с востока ограничены Среднепольским антиклинорием. Западная граница имеет более расплывчатый характер. На уровне фундамента ей, по-видимому, соответствует линия разломов, а в осадочном чехле — антиклинальная зона, к которой приурочены отдельные антиклинали: Обор-ники (у Познани), Старгарда, наиболее приподнятая часть вала Гриммен.
Полоса распространения Среднепольского антиклинории и сопряженных с ним с юго-запада впадин может рассматриваться в качестве Среднепольской возможно нефтегазоносной области.
Для части бассейна, расположенной еще западнее, характерна отчетливо выраженная глыбовая тектоника, связанная с подвижками блоков палеозойского фундамента. Погружение отдельных систем блоков привело к крайне неравномерному и неодновременному накоплению осадков в мезозое и кайнозое. Указанное обстоятельство сыграло большую роль как для образования соляных куполов и антиклиналей, так и связанных с ними месторождений нефти и газа. Наиболее приподнятый участок бассейна связан с крупной меридиональной волной подъема фундамента, проходящей через Гарц и Флехтингенский вал на юге и через Ютландский полуостров на севере. Эта полоса в какой-то степени может сопоставляться с так называемым валом Помпецкого, местоположение которого не определено и понимается различными исследователями по-разному.
Для упомянутой полосы характерным является приподнятое залегание триаса, незначительная мощность верхнего мезозоя, выпадение из разреза отдельных стратиграфических подразделений юры и нижнего мела. В северной части рассматриваемой полосы известны крупные положительные магнитные аномалии. Вся полоса в целом состоит из отдельных крупных приподнятых блоков, разделенных сравнительно узкими грабенообразными участками опускания (впадинами), простирающимися как с ЮЗ на СВ, так и с ЮВ на СЗ, т. е. параллельно системе разломов. На юге выделяется Пригниц-Лayзицкий вал, отделяемый от Флехтингенского вала Альтмарекой впадиной. Далее к ССЗ выделяются Мекленбургская, Гольштейнская, Рендсбургская и Шлезвигско-Датская глыбы, разделенные Гамбургским, Кильским и Хайдским структурными прогибами, выполненными мощной юрой. К северу от Шлезвигско-Датской глыбы, на самом севере Ютландского полуострова, расположена Датская впадина, заполненная мощным нижним триасом, лейасом и мелом. В пределах этой полосы широкое развитие имеют соляные купола и валы.
С востока и северо-востока рассматриваемый меридиональный подъем ограничен Укермаркской и Нижнелаузицкой (Восточно-Бранденбургской) впадинами, заполненными меловыми и юрскими отложениями. Впадины одна от другой отделены зоной антиклиналей и соляных куполов, протягивающейся на CB до р. Одер (к востоку от Берлина). На юге Иижнелаузицкая впадина переходит в Предсудетскую мульду, расположенную за пределами бассейна. Укермаркская впадина с востока ограничена Гримменским валом, который, в свою очередь, отделяется от Поморо-Куявского антиклинория узкой депрессионной полосой.
К югу от Гримменского вала расположена Щецинская мульда; она сложена на поверхности верхнемеловыми отложениями. Ее южный борт служит северным склоном массивов, являющихся элементами позднепалеозойских сооружений, обрамляющих Северо-Европейский бассейн. Северо-восточный борт мульды ограничен уже упоминавшейся зоной антиклинальных поднятий, ограничивающих Среднепольскую возможно нефтегазоносную область. На западе и юго-западе мульда переходит в Укермаркскую и Нижнелаузицкую впадины.
Щецинская мульда, как и большинство других структурных элементов, расположенных между р. Эльбой и Датско-Польским прогибом, в мезозое, особенно в нижнем, представляла приподнятый район. Мощности среднего и верхнего отделов юры и нижнего отдела мела резко сокращены — вплоть до полного отсутствия.
Территория, расположенная к западу от Эльбы и вплоть до района р. Эмс и далее до Северного моря, по своему строению может быть подразделена на две части — северную и южную (нижнесаксонскую). Граница раздела, имеющая субширотное простирание, в большинстве случаев носит отчетливо выраженный тектонический характер. Северная часть мало чем отличается по своему строению от рассмотренного выше района, расположенного к востоку от Эльбы. Она также характеризуется полным или частичным отсутствием отложений юры и нижнего мела и широким развитием мощных толщ верхнего мела и кайнозоя. Осадочные слои характеризуются спокойным пологим залеганием даже в случае, когда слои прорваны соляными диапирами. Исключение составляют только отдельные грабенообразные участки, в пределах которых развиты юрские отложения значительно больших мощностей. В пределах этих прогибов, также разделяющих отдельные блоки, соляно-купольные поднятия отличаются значительной сложностью.
Вся рассмотренная выше территория глыбового строения, нефтяные месторождения которой приурочены только к узким прогибам, объединяется, с некоторой долей условности, в единую Северо-Германскую нефтегазоносную область. Участок, соответствующий Датской впадине, выделяется в самостоятельную Датскую возможно нефтегазоносную область.
Южная часть территории бассейна с глыбовой тектоникой между Эльбой и Эмсом у немецких геологов получила название «Нижнесаксонский бассейн». В современной структуре эта область представляет собой впадину, выполненную мощной толщей верхнего палеозоя и мезозоя, верхней юры и нижнего мела, и незначительной мощностью осадков верхнего мела и третичных. Впадина характеризуется сложным и неоднородным строением, позволяющим в ее пределах выделить несколько самостоятельных тектонических районов. В восточной части расположен прогиб Гифхорн, имеющий простирание с СB на ЮЗ. Прогиб Гифхорн представляет собой грабенообразную впадину, выполненную мощной серией юры и нижнего мела, которые выклиниваются или трансгрессивно срезаются по бортам прогиба. В краевых частях прогиба, как и в центральной его части, развиты соляные купола, образующие протяженные вытянутые зоны, ориентированные вдоль оси прогиба, т. е. с CB на ЮЗ. Соляные купола отличаются сложным тектоническим строением, перебитостью и нарушенностью. Породы в межкупольном пространстве смяты в пологие антиклинали и брахиантнклинали, нарушенные разрывами.
Следующий район — Адлерский — расположен между прогибом Гифхорн (зона соляных куполов Айклинген — Лерте) и Везером. Этот район по характеру строения представляет также прогиб, аналогичный Гифхорнскому, но вытянутый уже с ЗСЗ на ВЮВ, почти под прямым углом к последнему. Здесь также выделяется несколько зон распространения соляных куполов, ориентированных в субширотном направлении, между которыми развиты антиклинальные складки.
Нижнесаксонская впадина к западу от Везера отличается от вышеразобранных своих частей отсутствием солянокупольных поднятий. Здесь породы смяты в антиклинальные складки, осложненные в основном сложной системой продольных нарушений, группирующиеся в параллельные антиклинальные зоны, особенно хорошо выраженные к западу от Эмса. Наблюдается несовпадение структурных планов по горизонтам нижнего мела и верхне- и среднеюрским отложениям.
Для этой части Нижнесаксонской впадины (между Везером и Эмсом) характерной особенностью является значительная мощность верхней юры.
Нижнесаксонскую впадину, в пределах которой расположены все основные нефтяные и газовые месторождения бассейна, можно рассматривать как самостоятельную нефтегазоносную область.
Нижнесаксонская впадина с запада в пределах Нидерландов ограничена крупным структурным элементом, пересекающим весь бассейн в субмеридиональном направлении, получившим название Нидерландского вала. Вал сложен отложениями триаса, перекрытого верхним мелом и более молодыми осадками. Размеры и положение Нидерландского вала во времени и пространстве не оставались постоянными, а изменялись. Вследствие этого по краям вала неоднократно наблюдается выклинивание мезозойских отложений и изменение их мощностей.
В строении Нидерландского вала и примыкающей к нему с запада территории большое значение имеют разломы, простирающиеся с СЗ на ЮВ или в близком к меридиональному направлении. Эти разломы привели к образованию системы чередующихся горстов и грабенов. В пределах грабенов мощность мезозоя возрастает во много раз. На юге выделяется Нижнерейнский грабен и горсты Гельдерн-Крефельд и Пел. Границы между горстами и грабенами носят ступенчатый характер. Эти нарушения, происхождение которых связано с герципскими движениями, омоложены в раннетретичное и более позднее время. Движение по разломам продолжается и до настоящего времени.
В пределах рассмотренной территории не обнаружено месторождений нефти или газа, поэтому она может быть выделена как возможно Центрально-Нидерландская нефтегазоносная область.
К западу от развития горстов и грабенов (от горста Пел) расположена крупная впадина, ограниченная с запада склонами Брабантского массива, на юге переходящая в центральный грабен, а на севере открывающаяся в Северное море. Эта Западно-Нидерландская впадина, включая Центральный грабен, соответствует одноименной нефтегазоносной области.
Западно-Нидерландская впадина выполнена осадками мезозоя и кайнозоя, смятыми в целый ряд параллельных друг другу антиклинальных складок, образующих сравнительно протяженные анктиклинальные зоны с простиранием с СЗ на ЮВ. Отдельные антиклинали осложнены сбросами. Складчатость отчетливо выражена в слоях мезозоя. Третичные породы имеют пологое залегание.
В пределах впадины известны скопления нефти и газа в отложениях нижнего мела, приуроченные к антиклинальным поднятиям.
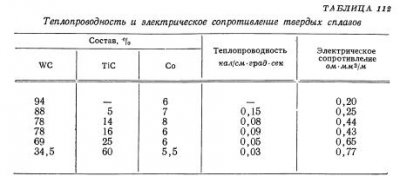
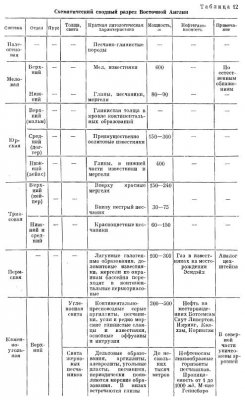
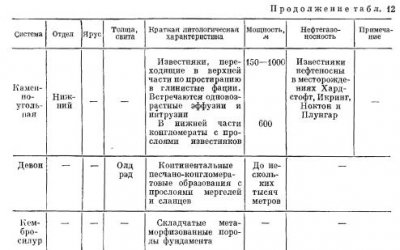
Северо-западная часть Северо-Европейского бассейна, расположенная в пределах Великобритании, представляет собой западное крыло сравнительно просто построенной впадины платформенного типа, открывающейся в Северное море. Для строения этой впадины характерно наличие раннепалеозойского складчатого основания, широкое развитие верхнепалеозойских отложений и ограниченное развитие мезозойских и более молодых осадков (табл. 12).
Отложения карбона, образующие нижний структурный этаж, смяты в систему пологих антиклиналей и синклиналей, унаследующих простирание структурных элементов фундамента, образовавшихся под воздействием более ранних и сильных движений. Складки простираются в южной части области с ЮВ на СЗ, в северной — в направлении, близком к меридиональному. Крупные антиклинали имеют амплитуду в 300—600 м и плохо выражены на поверхности. Они обычно асимметричны: западные и юго-западные крылья более крутые. Складки осложнены сбросами, амплитуда которых достигает 150 м. Вышележащие пермские и мезозойские отложения образуют следующий структурный этаж. В центральной части области, в Восточном Мидленде, для него характерно пологое моноклинальное падение пород на восток под углами, не превышающими нескольких градусов. В отличие от этого на севере и юге области мезозойские отложения смяты в складки и здесь выражены на поверхности замкнутые структурные поднятия, простирание которых близко к таковому нижнего структурного этажа.
Палеогеновые и отчасти неогеновые слои образуют верхний структурный этаж, для которого свойственно очень пологое моноклинальное залегание с падением на восток и северо-восток. В южной части Восточно-Английской впадины выделяется Лондонская синклиналь, именуемая английскими геологами Лондонским бассейном. Синклиналь выполнена палеогеновыми и мезозойскими отложениями, залегающими непосредственно на нижном палеозое. Отложения верхнего палеозоя, севернее — нефтеносные, здесь отсутствуют. Территория бассейна, расположенная в пределах Англии, выделяется в самостоятельную Восточно-Английскую нефтегазоносную область.
Таким образом, в Северо-Европейском нефтегазоносном бассейне в зависимости от основных черт региональной тектоники, типов структурных форм и стратиграфического интервала нефтегазоносности выделяется восемь нефтегазоносных областей: Восточно-Английская, Западно-Нидерландская, Центрально-Нидерландская, Нижнесаксонская, Северо-Германская, Датская, Среднепольская и Балтийско-Карпатская.
Восточно-Английская нефтегазоносная область соответствует выделяемым английскими геологами нефтеносным провинциям Восточный Мидленд и Северо-Восточный Йоркшир, а также так называемому Лондонскому бассейну (рис. 5).

В пределах области выделяются несколько антиклинальных зон нефтегазонакопления, в пределах которых расположены небольшие нефтяные месторождения — Икринг, Дьюкс-Вуд, Келхем, Каунтон, Эгмантон, Плунгар, Ботсемсалл, Саут Ливертон, Гленвуорт и другие и одно газовое.
Месторождения антиклинального типа с пластовыми сводовыми залежами. Нефтеносны песчаные горизонты угленосной свиты карбона и свиты жерновых песчаников. Мощность песчаных коллекторских горизонтов быстро меняется —от 0 до 90 м и имеет пористость 10—15% и проницаемость — 1—100 мд. Удельный вес нефти колеблется от 0,85 до 0,90. В месторождении Плунгар нефтеносны трещиноватые известняки карбона. Особенностью этого месторождения является то, что перекрывающая нефтесодержащую толщу угленосная свита, достигающая 300 м, иногда содержит в своем составе до 80 % интрузивных и эффузивных пород.
В месторождении Эскдэйл газоносны доломитизированные трещиноватые известняки перми. Начальные суточные дебиты — 1000 м3 газа.
Основные перспективы Восточно-Английской нефтеносной области, оценивающиеся не достаточно высоко, связываются с отложениями в первую очередь нижнего карбона в погребенных антиклинальных зонах в центральной части области.
Западно-Нидерландская нефтегазоносная область, получившая у голландских геологов название бассейна Северного моря, или Западно-Нидерландского. В северо-западной части области известно около пяти почти параллельно расположенных антиклинальных зон нефтегазонакопления. Месторождения антиклинального типа с преимущественно пластовыми сводовыми залежами.
Основными нефтегазоносными являются песчаные горизонты верхнего готерива и баррема, а также вельда, валанжина, альба. Баррем и альб газоносны. Кроме того, небольшие притоки нефти встречены из песчаных горизонтов средней юры (корнбраш). Песчаные горизонты известны в верхней юре. Нефтематеринскими породами могут служить гленисто-аргиллитовые образования нижней и средней юры мощностью до 1,5 км и глинистые толщи, развитые в нижнем мелу (в основном баррема-апта) мощностью до 1000 м.
Первые нефтяные месторождения были открыты здесь после 1953 г. (Риисвик и Андел). В настоящее время известно 11 нефтяных и одно газовое месторождения. Удельный вес нефтей колеблется от 0,845 до 0,946.
Центрально-Нидерландская возможно нефтеносная область в своих опущенных участках имеет много общего со строением Западно-Нидерландской области. По аналогии с последней перспективы нефтеносности можно связывать с мезозойскими отложениями в пределах отдельных грабенов.
Нижнесаксонская нефтегазоносная область является на данном этапе основной нефтедобывающей областью бассейна. На ее долю приходится 9/10 добычи нефти 1959 г. Эта область расположена большей частью в Западной Германии и частично в Нидерландах. В пределах области развито несколько типов зон нефтегазонакопления. В западной ее части распространены антиклинальные зоны нефтегазонакопления, вытянутые в широтном направлении. Месторождения антиклинального типа и осложнены нарушениями. Залежи пластовые, сводовые и реже стратиграфически экранированные. Газовые скопления, приуроченные к карбонатному комплексу верхней перми, образуют массивные залежи в структурных выступах.
К западу от р. Эмс в ФРГ и в Восточных Нидерландах нефтеносны трещиноватые мергелистые аргиллиты портланда (верхняя юра) с горизонтами мощностью в 0,5 до 6 м, ракушняковыо слои вельда (нижний мел) с мощностью отдельных нефтеносных горизонтов до 12 м, пористостью 15—40% и проницаемостью 10—9000 мд и песчаники валанжина. Основным нефтесодержащим горизонтом является горизонт бентхейм (валанжин), сложенный тонкозернистым песком и песчаником мощностью до 90 м, пористостью до 30 % и проницаемостью 10—20 мд. Небольшое количество нефти получено из готерива и апта. В Восточных Нидерландах, кроме того, газоносны горизонты баррема.
В этой части области первые нефтяные месторождения были открыты в 1942—1943 гг. (Линген — ФРГ, Шонебек — Нидерланды), а газовое — Бентхейм в 1938 г. Основные месторождения были открыты после 1948 г. В настоящее время в этом районе известно в пределах ФРГ 15 нефтяных и газовых месторождений, а в пределах Нидерландов одно нефтяное и свыше 10 газовых месторождений.
В 1960 г. на севере в районе Гронингэма было открыто крупнейшее в Европе газовое месторождение Слхтерен с залежью в пермских отложениях, с запасами в 1,1 триллиона м3; установлена была также газоносность о-ва Амеланд [глубина залежи —3350 м]. В связи с этим развернулись поисковые работы на акватории.
В Нижнесаксонской нефтегазоносной области между р. Эмсом и Везером диапазон нефтеносности увеличен по сравнению с предыдущем районом. Здесь нефтеносны главным образом песчаные горизонты доггера, мальма и нижнего мела, а также лейаса. Газоносны доломиты цехштейна. В пределах этого района также развиты антиклинальные зоны нефтегазонакопления. Месторождения антиклинального типа с пластовыми сводовыми и литологически и стратиграфически экранированными залежами. Первое месторождение было открыто в 1950 г. (Квакенбрюк). В настоящее время известно 21 нефтяное и несколько газовых, крупнейшими из которых являются Дюсте, Хеммельте-Вест и др.
К востоку от Везера, в долине р. Аллер и в Гифхорнском прогибе основную роль играют зоны нефтегазонакопления, связанные с линейно вытянутыми цепочками соляных куполов (около восьми зон). Эти зоны расположены как по бортам впадины, так и в ее центральных частях. С этими зонами связаны месторождения солянокупольных поднятий, заключающие самые разнообразные типы пластовых залежей.
Наряду с отмеченными зонами в пределах Гифхорнекого прогиба известны зоны нефтегазонакопления, связанные с региональным стратиграфическим срезанием коллекторских горизонтов на бортах прогиба.
В пределах солянокупольных зон нефтегазонакопления нефтеносны отложения от верхнего триаса до верхнего мела, но основными являются песчаники вельда-валанжина, доггера (корнбраш) и лейаса.
В зонах нефтегазонакопления, связанных с трансгрессивным срезанием, нефтеносны песчаные горизонты лейаса и доггера, запечатанные глинистыми породами альба.
Кроме того, в этой части области известны и антиклинальные зоны нефтегазонакопления (нефтеносны лейас, доггер, портланд, нижний мел).
Рассмотренный район является старейшим нефтедобывающим районом Европы. Первое месторождение — Витце — эксплуатируется с 1876 г. .В настоящее время известно около 30 нефтяных месторождений.
Северо-Германская нефтегазоносная область. Основным типом нефтегазонакопления здесь являются зоны, связанные с соляными поднятиями (валами) в краевых частях прогибов. Все месторождения связаны с солянокупольными поднятиями. Залежи преимущественно пластовые различных типов, связанные как с крыльями, так и со сводами соляных поднятий.
Нефтеносны отложения в основном доггера, а также верхней перми, нижнего и верхнего мела. Нефтяные месторождения, которых насчитывается около 20, расположены на территории ФРГ, в прогибах Хайдском, Кильском, Гамбургском. Несколько небольших месторождений известно у Виль-гельмехафена и на левобережье нижнего течения Везера.
На территории ГДР в 1960 г. под Берлином на месторождении Штааков был получен газ из главного доломита цехштейна, дебит газа 680 тыс. м3/сутки. В 1961 г. была получена нефть на месторождении Райн-кенхаген у Штральзунда (на берегу Балтийского моря). Нефтеносны карбонатные отложения верхней перми на глубине 2,3 км.
В пределах ГДР наибольший интерес представляет Укермаркская впадина в ЮЗ и ЮВ частях Мекленбурга.
В Польше на границе с ГДР (напротив месторождения Штааков) в 1961 г. получен нефтяной фонтан — месторождение Рыбаки. Нефтеносен цехштейн на глубине 1880 м.
Датская возможно нефтегазоносная область расположена в северной части Ютландского полуострова и представляет прогиб, выполненный мощными (до несколько тысяч метров) морскими осадками перми, триаса, юры и мела. Прогиб изучен слабо.
Среднепольская возможно нефтегазоносная область. В пределах области развит мощный разрез морских отложений мезозоя, образующие в пределах антиклинориев системы протяженных антиклинальных зон, которые можно рассматривать как возможные антиклинальные зоны нефтегазонакопления. Нефтесодержащими интервалами могут служить отдельные горизонты среднего триаса и юры. Кроме того, на западном и восточном крыльях Лодзинской впадины и ее северо-западного продолжения могут быть обнаружены зоны нефтегазонакопления, связанные с региональным выклиниванием и стратиграфическим срезанием отдельных горизонтов мезозоя.
Польско-Литовская и Мазовецко-Люблинская возможно нефтегазоносные области расположены в пределах Польши и западной части России.
Основные перспективы нефтеносности могут быть связаны с отложениями нижнего палеозоя, а в западной части области с мезозоем. Из отложений нижнего палеозоя наибольший интерес представляют породы силура, уложенные морскими образованиями, мощностью до 900 м. В разрезе силура имеются как пачки битуминозных глин и глинистых известняков, могущих служить нефтематеринскими породами, так и песчано-алевролитовые горизонты, являющиеся хорошими коллекторами. В пределах впадин известны платформенного типа очень пологие крупные антиклинальные поднятия, группирующиеся в зоны. Такие зоны известны в восточной части Польско-Литовской области, в нижнем течении Западной Двины, в бассейне р. Лиелупе и Немана. Крупные аналогичного типа зоны можно встретить на западном погружении Белорусско-Литовского выступа, разделяющего области, и на продолжении Ратненского выступа. Отложения мезозоя, главным образом юры, представляют интерес в западной части обеих впадин. Возможные нефтегазоносные антиклинальные зоны могут быть обнаружены над разломами фундамента (верхняя студень), по которым происходит резкое его погружение к западу.
Львовская возможно нефтегазоносная область находится на месте одноименной впадины. В области выявлен ряд вилообразных поднятий (Нестеровское, Куличков-Милятинекое, Лудзин-Сокальское и др.), осложненных локальными поднятиями. Разбуривание некоторых из них сопровождалось газовыми фонтанами из отложений нижнего девона и карбона. Газ содержал до 94% метана и до 2% тяжелых гомологов его. В девонских и каменноугольных отложениях известны битуминозные породы, а в трещинах наблюдаются включения и примазки капельно-жидкой нефти. Львовская область является высокоперспективной для поисков нефти и газа.