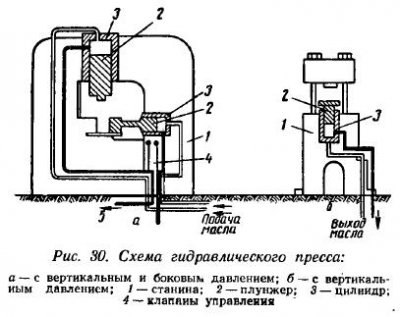
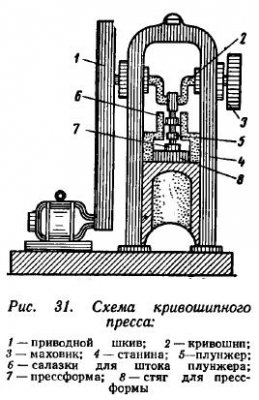
Для прессования смесей в основном используют прессы двух типов: гидравлические и механические (рис. 30, 31).
Работа гидравлического пресса основана на принципе действия сообщающихся сосудов, из которых один можно уподобить поршню насоса, а другой — рабочему плунжеру пресса.
В этом случае справедлив основной закон сообщающихся сосудов: давление жидкости на поршень пропорционально площади данного сосуда. Обозначив через P1 и P2 нагрузки на малый и большой поршни и через S1 и S2 площади этих поршней, получим выражение
Из этого равенства легко вычислить общее давление рабочего поршня P2, пользуясь показанием манометрического давления, и величину давления, необходимого для прессования порошка.
Гидравлические прессы могут быть разнообразных конструкций, но все они имеют рабочий цилиндр и рабочий плунжер.
У применяемых в производстве твердых сплавов гидравлических прессов обычно имеются два плунжера: вертикальный и горизонтальный. С помощью горизонтального плунжера прессформу зажимают на столе пресса, а с помощью вертикального дают давление (производят прессование).
Мощность гидравлических прессов от 50 до 300 т. В качестве рабочей жидкости в гидравлических прессах используют масло или воду. Масло позволяет избежать коррозии металлических трубопроводов и деталей пресса.
Смеси на гидравлических прессах прессуют в стальных разборных прессформах в такой последовательности:
1. Подсчет навески порошка смеси.
2. Взвешивание порции смеси.
3. Засыпка навески порошка смеси в гнездо пресс-формы, разравнивание смеси в гнезде прессформы и вставление пуансонов.
4. Установка собранной прессформы на стол пресса.
5. Подача бокового давления.
6. Подача вертикального давления.
7. Выдержка давления.
8. Снятие вертикального давления.
9. Снятие горизонтального (бокового) давления.
10. Разборка прессформы.
11. Извлечение спрессованных изделий из пресс-формы.
Таким образом, прежде чем приступить к прессованию, необходимо рассчитать навеску смеси для данного изделия. Навеску определяют по формуле
где G — навеска порошка смеси, а;
Vсп — объем спеченного изделия, см3;
у — средняя плотность данной марки сплава, г/см3;
К — коэффициент, учитывающий суммарные потери массы в процессе прессования и спекания.
Потери массы представляют собой количество смеси порошка, остающейся на стенках прессформы и теряющейся при зачистке заусенцев, а также потери из-за выгорания пластификатора. Обычно этот коэффициент находится в пределах 1,02—1,04. При прессовании пластин, подлежащих механической обработке, навеску определяют по следующей формуле:
где G — навеска порошка смеси, г;
V — объем сырой спрессованной пластины, см3;
y — средняя плотность спеченного сплава данной марки, г/см3;
R — коэффициент усадки сплава данной марки;
K — коэффициент потерь массы в процессе прессования и спекания.
Вычисленные навески могут изменяться для каждой отдельной смеси вследствие различной ее прессуемости примерно на ±5%.
Навеску порошка отвешивают для каждого изделия индивидуально либо на технических весах, либо с помощью автоматического дозатора,
С помощью наполнительной воронки порошок смеси засыпают в каждое гнездо прессформы, если прессформа многогнездная. Эту операцию следует проводить очень тщательно, чтобы смесь не просыпалась и не попала в другое гнездо прессформы, так как это влечет за собой отклонение от заданных размеров изделий после спекания.
Изделия можно прессовать по заранее рассчитанному давлению и по ограничителю в случае массового количества однотипных изделий. Ограничитель представляет собой стальную пластину с известной толщиной, которая ограничивает движение пуансонов прессформы.
Изделия в этом случае прессуют как бы с заданной толщиной. Ограничитель подбирают при наладке пресса под рассчитанную толщину данного изделия с учетом необходимой прочности спрессованного изделия. После окончания прессования прессформу разбирают на рабочем столе, извлекают из нее пластины и укладывают их на противень.
Помимо гидравлических прессов, смеси можно прессовать на механических прессах в прессформах с твердосплавной матрицей. Давление прессования в механических прессах создается взаимодействием механизмов. К таким прессам относятся шатунно-кривошипные и рычажно-кривошипные прессы. Механические прессы не применяют для больших давлений прессования, обычно мощность их не превышает 50 т. Они отличаются от гидравлических прессов высокой производительностью вследствие быстроходности плунжера. Однако нельзя допустить, чтобы пресс работал с предельной скоростью, так как при большой скорости передачи и снятия давления на изделиях могут возникать трещины. Скорость прессования на механических прессах не должна превышать 30—35 циклов в минуту.
Механические прессы наряду с указанным преимуществом отличаются и крупным недостатком, состоящим в том, что они не обеспечивают постепенного нарастания давления, как гидравлические прессы. Давление у механических прессов прилагается лишь в один момент, и поэтому прессование производится резким толчком. Снимается давление также с довольно большой скоростью. Следствием указанной специфики работы механического пресса является ограничение ассортимента изделий, которые можно прессовать на нем.
Основные детали механического пресса — плунжер и прессформенный стакан, в котором укреплены матрица и выталкиватель.
Механические прессы с бункером, в который помещены гранулы, относятся уже к типу полуавтоматических прессов, поскольку гнездо прессформы заполняется объемной дозировкой без вмешательства рабочего-навесчика. В последнее время для прессования изделий на автоматических прессах применяют вибропитатели, позволяющие автоматически дозировать смесь, даже не подвергая ее предварительному гранулированию (рис. 32).
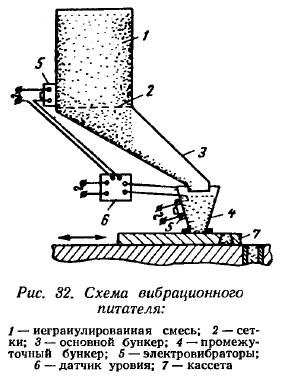
Перед прессованием прессформу устанавливают в кассете. Подбирают объем смеси в соответствии с требуемой толщиной изделия по чертежу, так как остальные размеры изделия ограничены стенками пресс-формы и рассчитаны заранее. Замешенную смесь засыпают в бункер. После включения вибратора 5 порошок из основного бункера пересыпается в дополнительный бункер 4, снабженный также вибратором 5 и датчиком уровня. При достижении уровня щупа подача порошка смеси в дополнительный бункер прекращается. Смесь из дополнительного бункера при включенном вибраторе наполняет кассету, которая совершает возвратно-поступательное движение по рабочей плите пресса. Вибратор отключается при отходе кассеты от дополнительного бункера. При прохождении кассеты над прессформой смесь заполняет гнездо при помощи вибратора кассеты. Вибрация прекращается, как только кассета отойдет от прессформы. Одновременно с отходом кассеты опускается плунжер, который давит на матрицу и отжимает ее вниз, при этом происходит прессование. Плунжер пресса поднимается вверх. Под действием пружины матрица занимает верхнее положение. Нижний пуансон выталкивает изделие из прессформы. При следующем движении кассета сталкивает изделие на транспортер. Как упоминалось выше, прессование изделий на гидравлических прессах осуществляется в стальных разборных прессформах.
Изделия заданной формы могут изготовляться двумя способами: прессованием изделий в полном соответствии с чертежом по конфигурации и размерам с учетом усадки, а также прессованием заготовки, которую затем подвергают механической обработке.
Механическую обработку проводят в тех случаях, когда изготовление изделий связано с трудностью равномерного распределения плотности. Это относится в основном к изделиям со скосами, закруглениями, конусами.
Простую механическую обработку проводят на шлифовальных и токарных станках. На шлифовальных станках изделия обрабатывают абразивными кругами в основном из карбида кремния, подбирая их по зернистости и твердости в зависимости от зернистости смеси, из которой изготовлено изделие. На токарных станках используют инструмент, оснащенный стальными или твердосплавными резцами.
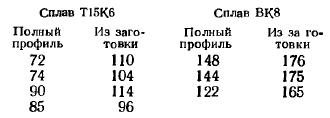
Применение механической обработки связано с повышением качества изделий вследствие того, что она предусматривает заведомое снятие всех дефектных участков спрессованной заготовки. Определения статической прочности показали, что изделия, полученные полным профилем, имеют предел прочности при изгибе на 25% ниже по сравнению с изделиями, изготовленными из заготовок, причем основную роль в снижении предела прочности при изгибе сосредоточенной нагрузкой у изделий в зависимости от способа изготовления играет область, прилегающая к скосу. Ниже приведены значения оизг, кГ/мм2, пластин в зависимости от способа их получения:
Процесс механической обработки чрезвычайно дорогой, так как связан с образованием большого количества отходов, содержащих ценные компоненты, которые невозможно перерабатывать внутри предприятия-изготовителя, так как они засорены абразивной пылью от шлифовальных кругов.
Механическая обработка, хотя и приводит к повышению себестоимости выпускаемой продукции, однако способствует улучшению качества изготавливаемых изделий. Поэтому для снижения расходов по механической обработке целесообразно подвергать изделия с острыми режущими кромками, предназначенные для ответственного применения. При этом необходимо по возможности стремиться к уменьшению припусков на обработку, чтобы сократить потери и количество образующихся отходов.
Изделия для механической обработки должны пройти предварительную подготовку, так как от них требуется более высокая прочность, чем у спрессованных изделий. Такая подготовка заключается в сушке или предварительном спекании.
В процессе сушки из изделий удаляется растворитель пластификатора, что повышает прочность изделий. Сушка способствует снятию внутренних напряжений, что предотвращает появление трещин при спекании, особенно при большой скорости нагрева.
Сушку проводят в сушильных шкафах с электрическим и паровым обогревом или в специальных установках (сушилах) с нагревом инфракрасными лучами.
Сушило представляет собой камеру, в верхней части которой установлены в шахматном порядке лампы инфракрасного света. Расположение ламп должно быть таким, чтобы отсвет (отражение) лучей одной лампы перекрывался отсветом другой. При таком расположении ламп не образуется теневых участков и температура, создаваемая лучистой энергией ламп, будет примерно одинаковой в любой точке светового круга, за исключением самых крайних участков. Под сушила обогревается спиралями. Через вытяжную вентиляцию уносятся пары испаряющегося бензина или любого растворителя. В нижней части сушила движется конвейер, на который устанавливают лотки с напрессованными изделиями. Скорость движения конвейера зависит от толщины изделия. Чем меньше толщина изделия, тем больше скорость конвейера. Температура сушки изделий находится в пределах от 150 до 200° С. Установлено, что в этом интервале температур не происходит окисления.
При сушке изделий в шкафах происходит конвекционная передача тепла, а также теплопередача от более нагретого слоя к менее нагретому. При сушке изделий с большой толщиной температурный перепад между поверхностными и внутренними слоями значителен, в связи с чем внутренняя часть изделия нагревается до более низкой температуры, чем наружная, и, следовательно, степень просыхания изделия также различна.
Совершенно другой процесс происходит при сушке с инфракрасными излучателями. Инфракрасные лучи обладают способностью легко проникать в толщу изделия. Вследствие этого все изделие одинаково прогревается и равномерно просыхает.
В современной практике при производстве твердых сплавов благодаря указанным преимуществам сушила с лампами инфракрасного света нашли широкое применение.
Перед сложной механической обработкой изделия предварительно спекают при температуре порядка 650— 750° С. В процессе предварительного спекания не только улетучивается растворитель и выгорает пластификатор, но и возрастает контактная поверхность вследствие сваривания карбидных частиц, что способствует повышению прочности изделия.
Предварительное спекание проводят в электрических печах с графитовой или алундовой трубой.
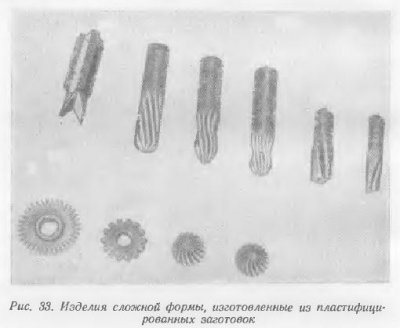
Некоторые виды изделий очень сложной формы (рис. 33) изготавливают из пластифицированных заготовок. Благодаря особым приемам, используемым при приготовлении смесей, и введению пластификатора заготовки, полученные этим способом, существенно отличаются от обычных спрессованных или спеченных заготовок. Они легко поддаются обработке режущим инструментом на обычных металлорежущих станках (токарных, сверлильных, фрезерных и т. д.).
При обработке резанием пластифицированных заготовок образуется стружка в виде чешуек или небольших участков сливной стружки. При использовании острого инструмента для обработки этих изделий удается получить весьма чистые поверхности и острые ребра без выкрашиваний. Обработанную заготовку подвергают низкотемпературному спеканию для удаления плистификатора, а затем окончательному спеканию.
При обработке пластифицированных заготовок следует учитывать величину усадки, которую определяют опытным путем для каждой партии заготовок.
Получающаяся при обработке пластифицированных заготовок стружка может быть легко переработана в исходную смесь. Для этого требуется лишь удалить из нее пластификатор, выжигая его при температуре 600— 700° С, и подвергнуть размолу для разрушения конгломератов, которые образуются при удалении пластификатора.
После сушки и механической обработки изделия разбраковывает браковщик. Годные изделия для спекания должны отвечать следующим требованиям:
а) форма и размеры изделия должны соответствовать чертежам сырых изделий;
б) на изделиях не должно быть трещин, расслоя, выкрашивания гранен больше допустимого предела.