Стропильная балка для плоской кровли пролетом 18 м была одной из первых конструкций, в которых применили попарное расположение напрягаемой арматуры ? 18 A-IV. Кроме того, особенностью балки является применение технологически независимой формы с силовым лотком, образующим нижнюю полку балки.
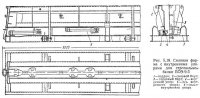
Балка СБЭ-18-2 серии Е-803 имеет двутавровое поперечное сечение (рис. 5.11). Боковым поверхностям нижней полки приданы уклоны 15:270=1:18, позволяющие извлекать готовую балку из неподвижной части формы. Уклон верхних поверхностей нижней полки невелик, только 20:105=1:5, так как форма сделана с двумя съемно-откидными продольными бортами.
Напрягаемая арматура расположена в нижней полке балки и состоит из 15 ? 18 A-IV. Стержни размещаются попарно, вплотную примыкая друг к другу. Начальные предварительные напряжения ?0 = 5000±500 кГ/см2.
Стенка балки армирована двумя вертикальными сварными каркасами K-1 и K-1a с поперечными и продольными стержнями из арматуры класса A-III. Нижняя полка имеет ненапрягаемую арматуру в виде корытообразной сварной сетки, которая дополнительно загибается на форме после укладки всей напрягаемой арматуры.
В верхней полке предусмотрены пространственные каркасы прямоугольного сечения. Чтобы можно было установить эти каркасы, вертикальные плоские каркасы не имеют вверху продольных стержней. Кроме того, на опорах размещены гнутые охватывающие сварные каркасы К-2, которые заводятся с торцов формы. Опорные нижние закладные детали имеют анкеры, проходящие почти на всю высоту балки, что предохраняет от развития горизонтальных трещин. Это удобнее, чем устройство закладной детали с относительно короткими анкерами, при которых нужно дополнительное армирование для предотвращения раскалывания бетона. Предохраняют бетон от раскалывания также проволочные спирали, надетые на концы каждой пары стержней.
Объем бетона балки 4,96 м3, вес 12,4 т. Марка бетона 350, при передаче предварительных напряжений на бетон прочность его должна быть не меньше 270 кГ/см2.
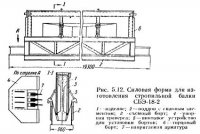
Форма для балок СБЭ-18 имеет силовую часть, в которую входит лоток нижней полки, и два съемно-откидных продольных борта, высота которых меньше высоты балки (рис. 5.12). Центр тяжести несущей части силовой конструкции формы совпадает с равнодействующей усилий натяжения арматуры.
В верхней части силового лотка снаружи его предусмотрены желоба из трубы (полушарниры), в которые упираются съемные продольные борта, поворачивающиеся вокруг их осей перед поднятием бортов краном.
Съемные борта заканчиваются вверху обвязочными швеллерами, а внизу — трубой, шарнирно опирающейся на силовой элемент.
Форма рассчитана на усилие от натяжения арматуры 220 Т. Она весит 9,2 т, в том числе два продольных борта весят 3,9 от. Упоры сделаны в виде подковообразных траверс, в которые вварены захваты так, что отходы арматуры получаются минимальными. Траверсы крепятся к неразборной части формы болтами.
Форма очень экономна, отношение ее веса к весу формуемой в ней балки только 9,92:12,4=0,8. Невелики и габариты формы: в собранном виде ширина ее около 1 м.
Балки изготовляют по гибкой стендовой схеме. Вначале ставят и фиксируют опорные нижние закладные детали M-1 и лоткообразные каркасы нижней полки К-5, после чего укладывают в упоры нагретые заготовки напрягаемой арматуры. Затем ставят два вертикальных арматурных каркаса, каждый из которых состоит из трех элементов по длине. При этом один продольный борт уже установлен.
После заводки с торцов формы гнутых каркасов К-2, ставят второй продольный борт, фиксируя его в проектном положении, и закрепляют торцовые борта. К продольным бортам крепят навесные вибраторы и вставляют штыри для образования отверстий в стенке балки. Бетонную смесь укладывает портальный бетоноукладчик, движущийся по рельсам, уложенным на продольных стенках пропарочной камеры.
Все работы, кроме бетонирования, продолжаются около 2 ч, бетонирование — около 1 ч. Трудовые затраты, включая распалубку, снятие и установку крышек пропарочной камеры, составляют 9 чел.-час.
Одна из первых балок была испытана до разрушения. Ее изготовили 11 августа и испытали 27—28 августа 1962 г.
Начальные предварительные напряжения в арматуре колебались от 4335 до 5150 кГ/см2 при среднем значении 4915 кГ/см2. При передаче предварительных напряжений на бетон его прочность была 330 кГ/см2, а при испытаниях 380 кГ/см2.
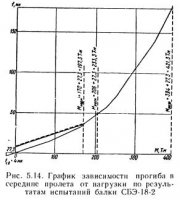
Схема испытаний балки показана на рис. 5.13, на котором приведена также схема нагрузок, принятая в расчете балки. Размещение и величина грузов приняты такими, чтобы обеспечить при испытаниях одновременно расчетные изгибающие моменты в середине пролета и поперечные силы на опорах.
Нагрузка осуществлялась тремя домкратами и прикладывалась этапами с интервалами между ними 15—20 мин. При нормативной нагрузке, которой соответствуют Мн=199 T*м и Qн=45 Т, выдержка составляла 12 ч. Затем балку разгрузили и выдерживали без нагрузки 10 ч.
График зависимости прогибов от нагрузки приведен на рис. 5.14. При нормативной нагрузке после выдержки прогиб в середине пролета был 40 мм, или 1:442 пролета. Наибольший замеренный прогиб перед разрушением достигал 179 мм, или 1:98 пролета.
Первые трещины были зафиксированы при M=167 Т*м, т. е. при 0,83 Mн, с раскрытием 0,02—0,05 мм; при нормативной нагрузке наибольшее раскрытие трещин составило 0,07 мм. Первые косые трещины появились вблизи опор при M=259 Т*м, т. е. при моменте в середине пролета, превышающем момент от нормативной нагрузки в 1,3 раза. Вначале косые трещины раскрылись на 0,08 мм, а при М=281 Т*м — уже на 0,2 мм.
Разрушение балки при испытаниях произошло на расстоянии 1,8 м от середины пролета вследствие разрушения сжатой зоны бетона при Мразр=421,3 Т*м. Таким образом С=421,3/233,3=1,8 и Сн=421,3/199=2,12.
Индикаторы, установленные на выпусках напрягаемой арматуры так, что их ножки упирались в бетон торца балки, во время испытаний не работали, т. е. арматура не смещалась. Следовательно, наряду с полученными в опыте общими хорошими показателями балки, была доказана возможность попарного размещения напрягаемых стержней.
Стропильная балка пролетом 18 м с криволинейной верхней полкой. Применение электротермического натяжения термически упрочненной арматуры класса Aт-VI было исследовано в 1965 г. применительно к строительной балке марки БАЭ-18-4 (рис. 5.15). Такие балки с электротермическим натяжением стержневой арматуры класса A-IV изготовляют в большом количестве в Москве и других городах. Применение стали класса Aт-VI вместо A-IV дает в этом случае значительную экономию металла и существенную денежную экономию. Рабочая напрягаемая арматура принята 9 ? 14 Aт-VI, вместо применявшейся ранее 14 ? 14 A-IV. Экономия рабочей напрягаемой арматуры составляет 35,5%, или 110 кг на каждой балке.
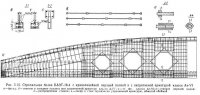
В отличие от серийно выпускаемых балок марки БАЭ-18-4 балка с термически упрочненной арматурой класса Aт-VI обозначена БАЭТ-18-4. Балка имеет двутавровое сечение в пролете, переходящее в прямоугольное на опоре путем плавного скоса, обеспечивающего свободное укорочение при передаче предварительных напряжений на бетон, если балка формуется в положении «плашмя». Высота балки в середине — 2020 мм и на опорах — 800 мм. Ширина обеих полок по 200 мм. В стенке имеется 6 восьмигранных отверстий.
Марка бетона 350, прочность бетона при передаче на него предварительных напряжений не ниже 250 кГ/см2. Заданное начальное предварительное напряжение арматуры ?0=6500+500 кГ/см2. Верхняя полка балки армирована пространственными арматурными каркасами, стенка — прямоугольными сварными сетками.
Термическое упрочнение арматуры было выполнено на опытной установке московского завода ЖБИ № 5. В качестве исходной использовалась стержневая сталь марки 40С. Нагрев под закалку (920° С) и под отпуск (400° С) проводился электротоком. Заготовки напрягаемой арматуры длиной около 19 м выполнялись путем стыкования стержней и устройства концевых технологических анкеров в виде обжатых муфт и колец, как это было описано ранее. Нa устройство одного стыка затрачивалось 2—3 мин. Муфты длиной 70 мм для стыков и кольца шириной по 17 мм для технологических анкеров изготовлялись из толстостенной трубы, внутренним диаметром 16 мм и с толщиной стегни 8 мм. Усилие обжатия в губках было около 70 Т.
Опытную балку изготовили на московском заводе ЖБИ № 18 в силовых формах, используемых для серийного производства, по принятой на заводе технологии с электротермическим натяжением арматуры класса A-IV. Отличие заключалось только в более строгом контроле температуры нагрева при помощи термокарандаша: она не должна была превышать 400° С, т. е. быть выше температуры отпуска.
Испытания образцов термически упрочненной арматуры ? 14 Aт-VI показали, что их временное сопротивление разрыву в среднем равно 13 850 кГ/см2. После испытания из балки вырезали 7 образцов стыков и испытали их на разрыв. Во всех образцах арматура порвалась вне стыков при временном сопротивлении от 13 200 до 14200 кГ/см2.
Среднее значение начальных предварительных напряжений в балке составило 6410кГ/см2 при заданных напряжениях в отдельных стержнях 6500±500 кГ/см2. Минимальное среднее напряжение по девяти стержням с учетом эффекта группы
6500 — 500/?9 = 6333 кГ/см2.
что несколько меньше полученного.
Прочность бетона при передаче предварительных напряжений была 347 кГ/см2, а при испытаниях — 390 кГ/см2. Балка испытывалась в возрасте 25 суток.
Нагрузка на балку прилагалась в четырех местах домкратами ДГ-100 (рис. 5.16,а) и передавалась этапами по 3 Т в одном месте.
При нормативной нагрузке, которой соответствовали грузы по 12,2 T, выдержка составила 2 ч 30 мин. После этого нагрузка вновь поднималась.
Разрушилась балка по бетону сжатой зоны под грузом на расстоянии около 1,5 м от середины пролета, при усилии от каждого домкрата 29 T, а с учетом собственного веса и веса траверс — 30,9 Т. Разрушающий момент составил 330 Т*м, чему соответствуют С=30,9:16,7=1,85?1,6, и Сн=30,9:14,1=2,2.
График зависимости прогиба в середине пролета балки от нагрузки приведен на рис. 5.16,б. Прогиб при нормативной нагрузке, включая прогиб от собственного веса, составил 2,01 см, или 1:780 пролета, а после выдержки в течение 150 мин достиг 2,27 см, или 1:690 пролета. После выдержки в течение 90 мин нарастание прогибов практически прекратилось. Наибольший прогиб, замеренный после 9-го этапа, т. е. при нагрузке свыше 90% разрушающей, был равен 9,8 см, или 1:181 пролета.
Первые трещины с нижней полке балки появились на расстоянии 7 м от опоры при нормативной нагрузке с шириной раскрытия 0,05 мм. Максимальное раскрытие трещин, замененное при нагрузке, равной 80% разрушающей, было 0,35 мм. Косые трещины у опор появились при нагрузке 24,9 T от каждого домкрата, т.е. равной 1,76 нормативной.
Общий вид балки с трещинами после испытаний показан на рис. 5.16,в.
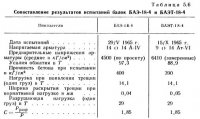
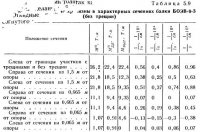
Представляет интерес сопоставление результатов описанных испытаний балки БАЭТ-18-4 с результатами ранее проведенных испытаний серийно изготовляемой балки БАЭ-18-4, приведенными в табл. 5.6, из которой видно, что данные испытаний этих двух балок очень близки между собой.
Момент трещиностойкости, высчитанный по фактическим данным и равный 155,5 T-ж, отличается от полученного из опыта 149 T*м только на 4,4%.
Испытания балки показали, что в этом случае можно применить электротермическое натяжение высокопрочной арматуры класса At-VI.
Стропильная балка для односкатной кровли пролетом 9 м разработана с использованием внутренних упоров для стержневой арматуры, напрягаемой электротермическим методом. Это позволило расположить напрягаемую арматуру в соответствии с эпюрой изгибающих моментов, разместив часть арматуры не по всей длине балки. Стержни натягиваются не по всей их длине, концевые участки не напрягаются.
Конструкция балки показана на рис. 5.17. Балка имеет двутавровое поперечное сечение в пролете и тавровое — на опоре. Боковые плоскости нижней полки скошены с учетом того, что в силовой форме имеется неразборная лотковая часть, образующая нижнюю полку балки. Толщина стенки балки 80 мм, в ее нижней части имеются отверстия для проводок и креплений, а в верхней — два отверстия для строповки. Строповка балки путем заведения в отверстия инвентарных тросовых петель оказалась возможной благодаря наличию двух откидных бортов в форме. Последнее обстоятельство позволило также сделать переход от уширенного торца к стенке балки сравнительно коротким, так как предварительные напряжения передаются на бетон после открытия бортов.
Бетон марки 300, прочность его при передаче предварительных напряжений — 225 кПсм2.
Рабочая арматура средней части балки состоит из 8 ? 16 A-IV. Четыре стержня имеют длину 8920 мм, т. е. проходят по всей длине балки, а остальные четыре на 3720 мм короче и не доходят до концов балки, размещаясь по ее длине в соответствии с эпюрой изгибающих моментов.
Анкеры устраиваются не на концах стержней, а на расстоянии 300—595 мм от них. Таким образом натягивается средняя часть стержня, а концы за анкерами не имеют начальных предварительных напряжений. Эти участки арматуры напрягаются при освобождении конструкций от упоров.
Ненапрягаемая арматура состоит из загнутой сварной сетки нижней полки балки, одного вертикального каркаса в стенке и П-образной сетки верхнего пояса. Всего для арматуры балки использовано 5 марко-диаметров стали: ? 16A-IV; ? 6,8 и 10 A-III и ? 5 B-I.
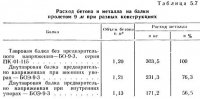
Балка БОЭ-9-3 разработана взамен ранее применявшейся балки таврового сечения без предварительного напряжения по серии ПK-01-115. Перед разработкой новой конструкции была сконструирована аналогичная балка БОЭ-9-3, но с арматурой, натягиваемой на внешние упоры. Показатели этих трех конструкций приведены в табл. 5.7.
Силовая форма для балки БОЭ-9-3 (рис. 5.18) может быть использована как при поточно-агрегатной, так и при стендовой схемах. Неразборная часть фермы, воспринимающая усилия натяжения шести нижних арматурных стержней, состоит из согнутого листа толщиной 16 мм, образующего лоток для нижней полки балки, и двух нижних продольных уголков 90х8 мм, соединенных с ним наклонными листами толщиной 5 мм.
Откидные продольные борта высотой по 600 мм — из согнутого листа толщиной 5 мм с приваренными к нему продольным швеллером вверху и уголком внизу. Откидные борта крепятся к нижней части формы на шарнирах.
Внутренние упоры с прорезями для напрягаемой арматуры сделаны поворотными. Они выполняются в сборе на прямоугольной стальной планке, крепящейся к форме так, что в тело бетона входит только небольшая серповидная часть, составляющая одно целое с рычагом упора, шарнирно закрепленным на планке. Для передачи предварительных напряжений на бетон вывинчивают стопорный винт и упор под влиянием натянутой арматуры слегка отклоняется. После этого хомут поворачивают, освобождая путь для поворота рычага, которым упор выводится из тела бетона.
На бортах находятся упоры для двух напрягаемых стержней верхнего ряда. Эти упоры поворотом рычагов выводятся из бетона до откидывания бортов. Затем борта поворачивают вокруг шарниров и выводят остальные упоры, находящиеся на лотковой части, образующей нижнюю полку балки. Для удобства размещения упоров, анкеры на арматурных стержнях не совпадают по вертикали.
Так как форма не имеет наружных упоров, торцовые борта сделаны откидными на, шарнирах без прорезей. Вес формы 3,78 т, или 1,3 веса формуемой в ней балки.
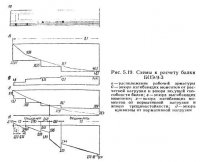
По результатам расчетов характерных сечений построены соответствующие эпюры, позволяющие судить об обеспечении прочности и трещиностойкости балки по длине и вычислить прогиб в середине пролета.
В расчете принято, что предварительное напряжение арматуры начинается на расстоянии 0,1 м за гранью упора в сторону, противоположную от напрягаемого участка арматуры. Например, если грань упора находится на расстоянии 1,685 м от торца балки или 1,685—0,135 = 1,55 м от опоры, принимается, что предварительные напряжения начинаются на расстоянии 1,45 м от опоры.
Длина участка арматуры за гранью упора принята 0,3 м. Это позволяет считать, что арматура принимает участие в несущей способности балки в том же сечении, в котором начинаются предварительные напряжения. За этим сечением остается 0,2 м, что достаточно для анкеровки, так как арматура имеет на концах конструктивные анкеры. Это относится к арматуре, заканчивающейся в пролете. Арматура, доходящая до концов балки, учитывается в расчете несущей способности балки по всей длине.
Величины изгибающих моментов приведены на эпюрах рис. 5.19.
Прогиб балки, определенный в результате подсчета момента в середине пролета от фиктивной нагрузки эпюрой кривизн, составляет 2,48 см, или 1:350 пролета, что меньше нормируемой величины 1:300.
Результаты расчетов приведены в табл. 5.8 и 5.9.
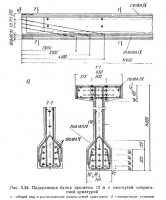
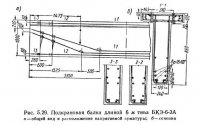
Подстропильная балка марки ПБЭ-18-2 характерна для часто применяемых подстропильных конструкций при шаге колонн 12 м и шаге стропильных балок или ферм 6 м. Номинальная длина балки 12 м, проектная длина 11,95 м. Балка имеет переменную высоту: в середине пролета 1700 мм и на опорах 600 мм (рис. 5.20).
Балка имеет в пролете тавровое сечение с полкой внизу. Ширина полки 700 мм, толщина на краях 150 мм и у стенки 200 мм.
Переход от опорных частей шириной 600 мм к стенке шириной 220 мм сделан на участке длиной 1000 мм, с уклоном 1:5,3. Постепенный переход сделан и от средних консолей к стенке. Рабочая растянутая арматура балки полностью напрягается, она расположена в нижней полке и состоит из 18?18 A-IV. 16 стержней из 18 размещены в виде восьми пар. В полке размещена сварная сетка из 05 В-1, загнутая с двух сторон так, что она охватывает напрягаемую арматуру.

Стенка балки переменной высоты армирована двумя вертикальными сварными каркасами трапецеидальной формы, которые могут быть изготовлены путем разрезания прямоугольного сварного каркаса. Арматура средней консоли представляет собой пространственный сварной каркас, собранный путем приварки шести поперечных стержней к пяти плоским сварным каркасам. Применение пространственного сварного арматурного каркаса сокращает длительность работ на форме (зарядки) и создает лучшие условия для правильной фиксации арматуры в силовой форме.
В опорной части балки имеются гнутые сварные каркасы, которые задвигают с торца формы. Нижние опорные закладные детали имеют длинные анкеры, проходящие почти на всю высоту балки в этом месте.
Заданное начальное предварительное напряжение арматуры 4400±500 кГ/см2.
Объем балки 4,6 м3, вес 11,5 т. Марка бетона 400, прочность бетона при передаче предварительных напряжений не меньше 280 кГ/см2.
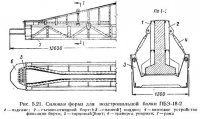
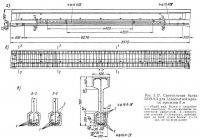
Форма для подстропильной балки выполнена в виде силового лотка, включающего формообразующий элемент для нижней плоскости балки и упоры, и двух съемно-откидных бортов (рис. 5.21).
Траверса выполнена из двух горизонтальных стальных листов, между которыми вварены вертикальные листы, образующие упоры с вертикальными прорезями шириной по 20 мм. Траверса крепится к форме болтами. Форма рассчитана на усилие от натяжения арматуры 220 Т.
Форма весит 7,2 т, т. е. отношение веса формы к весу формуемого к ней изделия составляет 7,2:11,5=0,63.
Силовая форма стационарно расположена в секции напольной пропарочной камеры, по верхним бортам которой перемещается бетоноукладчик. Уплотняют бетон глубинными вибраторами.
Сборка арматуры начинается, когда нет бортов, которые фиксируют в проектном положении при помощи косых оттяжек со стяжными муфтами и штырей, образующих сквозные отверстия диаметром 32 мм в стенке балки.
Зарядка арматурой и сборка формы производятся тремя-четырьмя рабочими в течение 2—2,5 ч, а бетонирование — 30-60 мин.
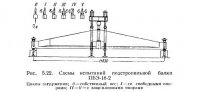
Испытания подстропильной балки проводились при нагрузке, симметричной продольной оси балки, что воспроизводит опирание стропильных конструкций на обе консоли, и при одностороннем загружении, отвечающем условию работы подстропильных балок крайнего продольного ряда здания. Балки испытывали на силовой плите с опиранием на две шарнирные опоры: неподвижную и подвижную при пролете между осями опор 11,65м (рис. 5.22). В основном балка при испытаниях свободно опиралась па опоры, по при односторонней нагрузке, вызывающей кручение, опорные части балки закреплялись (схемы II и IV).
Балка была изготовлена 7 мая 1962 г. и испытана со 2 по 11 июня 1962 г. При испытании прочность бетона была 340 кГ/см2.
Предварительные напряжения, замеренные перед бетонированием во всех 18 напряженных стержнях, составили от 3990 до 5010 кГ/см2 при среднем значении 4600 кГ/см2; заданные предварительные напряжения ?0=4400±500 кГ/см2.
Нагрузка передавалась на средние консоли балки при помощи двух домкратов ДГ-100. При одностороннем загружении использовали один домкрат.
Испытание состояло из шести циклов: 0, I, II, III, IV и V. Вначале (цикл 0) исследовалось влияние собственного веса балки путем ее поддомкрачивания снизу. При этом оказалось, что прогиб в середине пролета от собственного веса балки составляет 3,8 мм. Выгиб балки от предварительного напряжения был около 9 мм.
В цикле I прикладывалась семью ступенями нормативная односторонняя нагрузка P1 = Р» = 44 T и P2 = 0. В цикле II нагрузку доводили до той же величины, но опоры были защемлены при помощи траверс, закрепленных в силовой плите. Цикл III заключался в приложении двусторонней нормативной нагрузки, т. е. P1 = P2 = 44 Т. При цикле IV односторонняя нагрузка доводилась до нормированной разрушающей нагрузки, т. е. до P1 = 1,4х1,15*44 = 71 T и P2 = 0. В последнем цикле V симметричная нагрузка увеличивалась до разрушения балки.
При двусторонней нагрузке, равной 1,15 нормативной, балку выдерживали 19 ч, после чего нагрузку снимали. Выдержка без нагрузки продолжалась 3 ч, так как к этому времени остаточные прогибы были меньше 1/3 замеренных при нормативной нагрузке.
Результаты испытаний показаны на рис. 5.23. При нормативной двусторонней нагрузке прогиб балки в середине пролета был 16,7 мм, а с учетом прогиба от собственного веса балки 16,7 + 3,8 = 20,5 мм, или 1:570 пролета. При выгибе балки 9 мм провис равен 20,5-9 = 11,5 мм, или 1:1010 пролета. При 19-часовом выдерживании под нагрузкой прогиб увеличился на 3,6 мм, причем нарастание прогиба прекратилось примерно через 4 ч. Наибольший замеренный прогиб при M = 459 T*м составил 60,9 мм, или 1:192 пролета.
При односторонней нормативной нагрузке трещин не было. Первая трещина в нижней зоне балки появилась при двусторонней нагрузке 62 Т, ее раскрытие было 0,05 мм. При нормативной двусторонней нагрузке наибольшее раскрытие нижних трещин было 0,12 мм. Максимальное раскрытие трещин при M = 413 Т*м было 0,65 мм.
Косые трещины у опор появились на IV цикле загружения, наибольшее раскрытие косых трещин при нормативном моменте Мн = 273 T*м было 0,2 мм, а при M = 413 T*м — 0,9 мм.
Во время одностороннего загружения наблюдалось кручение балки, которое при нормативной нагрузке привело к горизонтальному смещению верха балки в середине пролета на 38 мм. Никаких повреждений от односторонней нагрузки не было.
Разрушение балки наступило при двусторонней нагрузке 158 Т, т. е. при изгибающем моменте в середине пролета 477 T*м, включая влияние собственного веса балки. Причиной разрушения балки было разрушение бетона сжатой зоны. Коэффициент С = 477/323 = 1,47. Так как прогибы перед разрушением превышали прогиб от нормативной нагрузки больше, чем в 2 раза, то требуется, чтобы коэффициент С был не менее 1,4. Испытанная балка отвечает этому условию.
Следует отметить, что продольная арматура сжатой верхней зоны балки оказалась смещенной вниз на 3—10 см, что привело к отслоению верхнего слоя бетона над арматурой. Перед разрушением балка работала фактически с несколько меньшей высотой. При нормальном расположении верхней арматуры несущая способность балки оказалась бы еще выше.
Из испытаний можно, в частности, сделать вывод о том, что не нужно дополнительного армирования для восприятия кручения. Кроме того, изготовление балки должно быть организовано так, чтобы исключить возможность смещения верхней арматуры. Для этой цели следует использовать фиксаторы арматуры.
Подкрановые железобетонные балки являются одним из наиболее ответственных и сложных элементов производственных зданий.
Особенность новых подкрановых балок заключается в применении отогнутой арматуры, напрягаемой электротермическим методом.
Подкрановая балка БКЭ-12-6 предназначена для путей под кран среднего режима работы грузоподъемностью 30 T при пролете здания до 30 м.
Балка имеет двутавровое поперечное сечение высотой 1400 мм с шириной верхней полки 650 и нижней 340 мм (рис. 5.24). Высота верхней полки переменная: от 180 мм па краях до 200 мм в месте примыкания к стенке. Более крутой переход верхней полки к стенке неудобен по условиям устройства креплений для подкрановых путей, а более пологий усложняет конструкцию откидного (съемного) борта формы.
Переходная плоскость от нижней полки к стенке сделана с большим уклоном — 1,2:1, что позволяет извлекать балку вертикальным подъемом из формы с одним неподвижным бортом.
На концевых участках длиной но 200 мм балка имеет тавровую форму с шириной стенки, равной ширине нижней полки в пролете. Переход от толщины на опоре 340 мм до толщины стенки 140 мм сделан постепенным на длине 1000 мм, с уклоном 1:10.
Рабочая арматура балки — из стали класса A-IV марки 20ХГ2Ц, обладающей хорошей пластичностью и свариваемостью. Все стержни напрягаемой арматуры ?18 A-IV и расположены в виде 12 пар и три ряда по ширине и в четыре ряда по высоте. В каждой паре стержни вплотную примыкают друг к другу. Расстояния между осями пар по горизонтали 90 мм. В свету между напрягаемой арматурой остается зазор 50 мм, что позволяет применить крупный заполнитель фракции до 30 мм и свободно уложить и уплотнить бетонную смесь при формовании балки в рабочем положении.
Верхние три пары арматурных стержней среднего вертикального ряда отгибаются к опорам вверх с уклоном 1:6. В верхней полке балки расположены два напрягаемых стержня ?18 A-IV.
Каждый парный элемент напрягаемой арматуры образуется из 2 ?18 A-IV, сваренных между собой в местах устройства технологических анкеров и на расстоянии 150 мм от них. Анкеры сделаны в виде приваренных коротышей. На концах арматурных элементов предусмотрены спирали длиной по 450 мм, диаметром 50 мм, из проволоки ?3 мм, с шагом 30 нм.
Два вертикальных плоских сварных каркаса поставлены в стенке для работы на поперечную силу. Эти каркасы проходят в нижней полке между вертикальными рядами напрягаемой арматуры и устанавливаются после окончания укладки (натяжения) продольной арматуры.
Заданная величина начальных предварительных напряжений ?0 = 4500±600 кГ/см2.
Если завод располагает стержнями недостаточной длины, допускается их стыкование на стыкосварочной машине. При этом необходимо зачистить место стыка абразивом, так как наличие концентратора напряжений в месте стыка существенно снижает предел выносливости арматуры. В одном сечении балки допускается не больше двух стыков (25%), причем на среднем участке балки длиной 3 м их не должно быть.
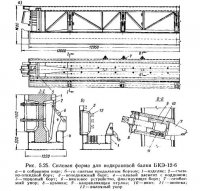
Силовая форма для подкрановой балки БКЭ-12 (рис. 5.25) состоит из силовой неразборной части L-образного сечения, съемно-откидного борта и двух съемных торцовых бортов.
На продольный съемно-откидной борт (цельносварной, коробчатой конструкции) натягивается один из верхних арматурных стержней. Борт опирается па неподвижную часть формы через открытые сверху полушарниры. Подвижной борт крепится к неподвижному борту болтами, образующими отверстия в стейке балки, предусмотренные в проекте. Кроме того, в пяти местах по длине этот борт крепится к неподвижной части формы накидными крюками, присоединенными через стяжные муфты к кронштейнам на форме.
К торцам глухого борта прикреплены щелевые упоры для крепления напрягаемой арматуры. Упоры для отогнутой напрягаемой арматуры расположены уступами, что позволяет применить для всей напрягаемой арматуры — прямой и отогнутой — одинаковые прямые заготовки.
Огибаемые упоры выполнены в виде штырей клиновидного очертания, которые извлекаются из затвердевшего бетона при помощи винта с тяговым усилием 10 Т. В нижней части клина имеется выточка радиусом 250 мм, фиксирующая положение и радиус закругления отгибаемых стержней.
Для фиксации закладных деталей крепления подкрановых путей на форме с наружной стороны бортов приварена гайка, в которую перед бетонированием ввинчивают шпильку с надетой на нее трубкой закладной детали. Под трубку подкладывают резиновую шайбу, наклон нижней поверхности которой совпадает с нижней наклонной плоскостью верхнего пояса балки.
Подкрановые балки изготовляют на московском заводе ЖБИ № 18 по поточно-агрегатной схеме. Работы выполняет бригада (звено) из четырех человек.
После того как краном из пропарочной камеры доставлена форма с готовым изделием и установлена на посту распалубки и зарядки, рабочие отвертывают 8 гаек с болтов, прикрепляющих съемный борт к неподвижному. После этого освобождают от крепежных болтов торцовые борта, с помощью электродов перерезают напрягаемый стержень, натянутый на продольный съемный борт, и, поворачивая пять стяжных муфт, откидывают его. Затем борт снимают краном и ставят на место, где его чистят и смазывают.
Следующей операцией является выпрессовка шести огибаемых упоров, перерезание всех остальных напрягаемых стержней и снятие готовой балки краном с формы. Выемки, оставшиеся в балке от огибаемых упоров, заполняют раствором и подают балку для осмотра и перевозки на склад готовой продукции завода. Освободившуюся форму очищают и смазывают, затем снова выдвигают огибаемые упоры в рабочее положение.
Установка арматуры в форму начинается с фиксации нижних опорных закладных деталей и укладки сварной отогнутой сетки, охватывающей нижнюю полку балки. Нагрев двух стержней до требуемой температуры -400°С продолжается 4—5 мин, после чего стержни укладывают в прорези упоров, ближайшие к неподвижному борту. Когда в первую прорезь уложены все 4 пары стержней, ставят первый ряд вертикальных каркасов. Вслед за этим укладывают нижнюю пару прямых напрягаемых стержней среднего по ширине ряда и переходят к нагреву и укладке отогнутой напрягаемой арматуры, которую укладывают так, чтобы каждый стержень обогнул соответствующие два упора.
Затем ставят второй вертикальный сварной каркас, укладывают нагретые заготовки последнего вертикального ряда и одиночные арматурные стержни. После этого краном устанавливают на место съемный борт и закрепляют его в проектном положении. Далее кладут нижнюю сетку верхней полки и верхние напрягаемые стержни, а на них — верхнюю отогнутую сетку верхней полки. После установки верхних закладных деталей и строповочных петель и закрепления торцовых бортов форма готова к бетонированию. Ее осматривает мастер ОТК, который должен разрешить бетонирование, сделав о том запись в журнале.
Форму ставят краном на виброплощадку и при помощи портального бетоноукладчика заполняют бетонной смесью.
Состав бетона (примерный) марки 500 такой: цемент марки 500— 600—550 кг/м3; песок классифицированный — 650 кг/м3, щебень гранитный или смесь гранитного щебня с дробленым гравием — 980 кг/м3, вода — 200 л. Укладка и уплотнение бетона, включая заглаживание верхней поверхности, продолжаются 30—40 мин.
После бетонирования форма подается в пропарочную камеру ямного типа, в которой находится 15—16 ч; в них входят 2 ч выдержки, 4—5 ч подъема температуры до 75—85° С, прогрев при этой температуре 5—6 ч и остывание 3 ч.
Были испытаны две балки, первая — статической нагрузкой до разрушения, а вторая — пульсирующей нагрузкой в сочетании со статическими испытаниями.
При изготовлении первой балки фактические предварительные напряжении арматуры замеряли не при натяжении, а при ее перерезании, для чего на участках арматуры вне габаритов балки были поставлены индикаторы часового типа на базе 300 мм. Перед перерезкой арматуру вне базы измерения разогревали до полного снятия напряжений. Средние предварительные напряжения по 19 замерам оказались равными 4640 кГ /см2 при заданных 4500 кГ/см2.
Прочность бетона была: при передаче предварительных напряжений нa бетон — 420 кГ/см2, при испытаниях — 473 кГ/см2. Верхних трещин в балке не было. Выгиб в середине пролета составил 8 мм, что было определено нивелированием. Выгиб замеряли, исключив влияние собственного веса балки путем поддомкрачивания снизу.
Балку испытывали с 18 по 22 сентября 1962 г. на силовой плите как свободно лежащую на двух опорах: шарнирно неподвижной и шарнирно подвижной. Пролет балки при испытании был равен расчетному, т. е. 11,75 м.
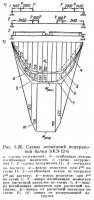
Испытания первой подкрановой балки проводили последовательно по двум схемам (рис. 5.26). Первая схема позволяла получить одновременно разрушающий момент в середине пролета и поперечную силу па опоре, соответствующие разрушающим по расчету. Такое загружение менее выгодно, чем при эксплуатации балки, во время которой одновременное действие наибольшего изгибающего момента с наибольшей поперечной силой не может иметь места по условиям размещения катков крана па балке.
Нормативной нагрузке соответствовал и испытательные грузы по 50 T, т. е. общая нагрузка 200 Т, кроме собственного веса балки. Нормативная испытательная нагрузка передавалась шестью этапами сверх собственного веса балки: до 36, 72, 108, 144, 180 и 200 Т. Загружение балки при испытаниях сверх нормативной нагрузки проводилось этапами по 10—30 Т.
Нагрузка осуществлялась четырьмя 100-т гидравлическими домкратами ДГ-100 с ручными насосными станциями. Каждый домкрат через траверсу и две тяги закреплялся в силовой плите.
По первой схеме испытаний нагрузка вначале была доведена до 180 T сверх собственного веса, после чего балка была разгружена и затем вновь нагружена до 200 Т, т. е. до нормативной нагрузки. Под нормативной нагрузкой выдержка составила 12 ч. Затем балку разгрузили и после 10-ч выдержки вновь нагрузили до общей нагрузки 400 T, что вместе с собственным весом превысило нормативную нагрузку в 1,93 раза и превзошло таким образом разрушающую по расчету. Изгибающий момент в середине пролета составил при этом 506 Т*м, балка не разрушилась и была разгружена.
На следующий день, после 19-ч выдержки без нагрузки, балку испытали по второй схеме загружения до разрушения, которое наступило при изгибающем моменте в середине пролета 706 T*м. Балка разрушилась в результате исчерпания несущей способности сжатой зоны бетона в зоне максимальных изгибающих моментов. Фактическая разрушающая нагрузка превысила расчетную в 2,31 раза и нормативную в 2,71 раза.
При загружении балки четырьмя грузами по 50 T, соответствующими нормативной нагрузке, прогиб в середине пролета с учетом прогиба от собственного веса балки составил 16 мм, или 1:735 пролета. За 12 ч выдержки под этой нагрузкой прогиб увеличился на 1,3 мм, или на 8,1%, причем увеличение прогиба наблюдалось только в течение первых 1,5 ч. После разгрузки остаточный прогиб был 2,5 мм, в течение 10-ч выдержки без нагрузки он снизился до 1,9 мм.
При повторном загружении прогиб в середине пролета при нормативной нагрузке был 15,6 мм, а вместе с остаточным от первого загружения — 17,5 мм. При нагрузке, образованной четырьмя силами по P = 100 Т, прогиб достиг 57,8 мм.
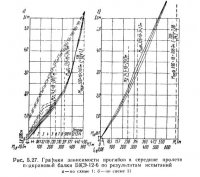
Это была максимальная нагрузка по схеме загружения I, после чего перешли на загружение по схеме II, дающей большие изгибающие моменты. Это третье загружение дало прогиб в середине пролета при нормативном изгибающем моменте в середине пролета 22,8 мм. Наибольший прогиб, замеренный перед разрушением но этой схеме при каждом грузе P = 80 Т, составил 63 мм, или 1:187 пролета. На рис. 5.27 приведены графики зависимости прогибов от нагрузки для обеих схем загружения. Крайние линии показывают прогибы, замеренные с двух сторон сечения в середине пролета, а линия между ними — средние прогибы.
При нормативной нагрузке были обнаружены три первые трещины с раскрытием 0,017 мм. При расчетной нагрузке нижние трещины имели ширину до 0,1 мм и длину 30—40 см. При этом на приопорных участках появились косые трещины с раскрытием 0,05 мм. Разрушающая нагрузка оказалась выше расчетной в 2,9 раза. Разрушающая нагрузка, определенная по фактическим характеристикам бетона и арматуры, отличается от полученной из опыта всего на 4,4%.
Приращения напряжений в арматуре в местах ее перегиба были больше приращений напряжений на прямых участках. При моменте, соответствующем нормативной нагрузке, в местах перегиба было 1600 кГ/см2, а на прямом участке 1000 кГ/см2. При расчетной нагрузке соответственно 2000 и 1300 кГ/см2.
При изгибающем моменте 550 Т*м, т. е. близком к разрушению, приращение напряжений на прямых участках было около 5000 кГ/см2. Следовательно, при разрушении исчерпалась несущая способность не только бетона, но и арматуры.
Вторая опытная балка, изготовленная 20 сентября 1962 г., была испытана пульсирующей нагрузкой при помощи гидравлической установки системы инж. Н.Е. Блинова с частотой колебаний 1 гц. Максимальная нагрузка при пульсационных испытаниях была принята соответствующей нормативной от одного крана и создавалась двумя грузами, каждый из которых равен давлению колеса крана, умноженному на коэффициент динамичности 1,4, т. е. P = 34,4*1,4 = 41,5 Т. Минимальная нагрузка составляла P=10 Т.
Вначале балка была испытана при статической нагрузке, соответствующей моменту от нормативной нагрузки двумя кранами. Нагрузка при этом осуществлялась шестью этапами с выдержкой на каждом, этапе 15—20 мин.
Кроме того, статические испытания проводились еще 7 раз после разных этапов испытаний пульсирующей нагрузкой (0, 50, 400, 500, 1100, 1700 и 2000 тыс. циклов). Во время статических испытаний на каждом этапе нагрузки замеряли прогибы, деформации сжатого и растянутого бетона и наблюдали за появлением и раскрытием трещин.
После 500 000 циклов загружений испытания были прерваны по техническим причинам. В дальнейшем установка работала бесперебойно по 14 ч в сутки.
Прогиб балки при нормативной нагрузке после 2 млн. циклов загружения составил 19,7 мм, что меньше 1:600 пролета. Ширина раскрытия трещин не превышала 0,1 мм. На участках балки, расположенных между опорой и грузом, к концу испытаний появились косые трещины. В конце испытаний их раскрытие не превышало 0,05 мм.
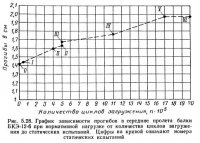
На рис. 5.28 показан график прогибов в середине пролета балки при нормативной нагрузке в зависимости от числа циклов загружения, приложенных до статических испытаний. По мере увеличения количества циклов загружения прогиб в середине пролета при статическом действии нормативной нагрузки возрастает.
В наших испытаниях увеличение прогиба достигло 1,97-1,42/1,42 * 100% = 39%. Рост прогибов явился следствием раскрытия трещин и появления новых трещин.
По этим же причинам, несмотря на постоянство минимальной и максимальной нагрузок при пульсационных испытаниях изменялся коэффициент ? = ?аmin:?amax. По данным расчета, в начале испытаний ? = 0,89, а в конце — 0,79. Из опыта получено ? = 0,77. В условиях эксплуатации ? = 0,86.
Результаты конструктивной разработки и данные более чем пятилетнего опыта производства, а также проведенных испытаний свидетельствуют о хорошем качестве подкрановых балок с электротермическим натяжением прямой и отогнутой арматуры.
Подкрановые балки длиной 6 м разработаны для третьей и четвертой нагрузок. Балки для третьей нагрузки в свою очередь делятся на два типа: балки БК.Э-6-За под краны грузоподъемностью 20 T при пролете здания 24 м и БКЭ-6-3 под краны 20 T при пролете 30 м. Балки под четвертую нагрузку БКЭ-6-4 пригодны при кранах грузоподъемностью 30 T и пролете до 30 м.
Балки всех типов имеют одинаковые размеры и очертание, объем одной балки 1,71 м3. Марка бетона 400, прочность бетона при передаче предварительных напряжений — 280 кГ/см2. Каждый тип балки имеет три марки, отличающиеся в основном закладными деталями и предназначенные для разного положения по длине цеха: С. средние, К — крайние и T — у температурного шва.
Ребро балки прямоугольное, так как изготовляют ее в форме с одним неподвижным бортом и одним откидным (съемным) и нет нужды в устройстве ребра переменного сечения. Нижние грани верхней полки выполнены с уклоном, позволяющим откидывать борта формы (рис. 5.29).
В ребре балки сделаны четыре сквозных отверстия диаметром 25 мм для крепления троллей. Эти отверстия образуются штырями и не имеют закладной трубки.
Рассмотрим армирование характерного типа балки, например, БКЭ-6-3. Нижняя напрягаемая арматура в середине пролета состоит из 8 ? 18 A-IV. В нижнем ряду, отстоящем на 60 мм от низа балки, размещены прямые стержни в виде двух пар. Во втором и третьем рядах предусмотрена отгибаемая напрягаемая арматура из отдельных стержней по два в каждом ряду. Верхняя напрягаемая арматура из 2 ? 14 A-IV.
Все стержни натягиваются электротермическим методом на внутренние упоры формы; упорные поверхности анкеров арматуры расположены на расстоянии 595 мм от одного из концов и около 250 мм от другого. Таким образом, концевые участки арматуры не напрягаются. Разная длина ненапрягаемых участков позволяет путем зеркального размещения стержней использовать одинаковые заготовки при смещенном расположении внутренних упоров на силовых формах.
Все заготовки нижних напрягаемых стержней прямолинейны и одинаковы, что достигается соответствующим размещением упоров на форме. Такие же размеры по длине имеют заготовки верхней напрягаемой арматуры.
Ненапрягаемая арматура ребра выполнена в виде двух вертикальных сварных каркасов, каждый из которых загнут внизу. Один из этих каркасов ставится со стороны неподвижного борта формы до укладки нагретой напрягаемой арматуры, а второй — со стороны откидного борта после ее укладки. Верхняя полка армируется двумя сварными сетками, образующими замкнутый контур.
Всего для балки, не считая закладных деталей, используется 6 разных марок и диаметров арматуры (? 14 и 18 A-IV, ? 6,8 и 10 A-III и ? 18 A-I), 138 заготовок семи типов и 18 арматурных изделий шести типов.
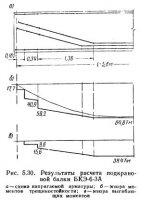
В связи с тем что предварительное напряжение арматуры балки осуществляется не по всей ее длине и не по всей длине арматуры и, кроме того, часть напрягаемой арматуры имеет отгибы, должна быть проверена трещиностойкость не только наиболее напряженного среднего сечения, но и других сечений по длине балки. Переменное предварительное напряжение по длине должно быть учтено также при определении выгиба балки под влиянием предварительного напряжения. На рис. 5.30 приведены эпюры трещиностойкости балки и выгибающих моментов, построенные по результатам расчета характерных сечений.
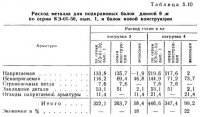
Применение внутренних упоров и отогнутой арматуры в подкрановых балках описанной конструкции позволяет существенно снизить расход металла для арматуры. По сравнению с типовыми подкрановыми балками по серии КЭ-01-50, вып. 1, достигается экономия 58,4 кг при третьей нагрузке и 99,2 кг при четвертой, или 18 и 22% общего расхода металла. Основная экономия получена в результате снижения расхода ненапрягаемой арматуры, благодаря наличию косых участков напрягаемой арматуры у опор и исключению отходов напрягаемой арматуры, выступающей за пределы габаритов изделия. Данные о расходе металла на подкрановые балки приведены в табл. 5.10.
Расход металла на подкрановые балки новой конструкции с напрягаемой арматурой из стали класса A-IV при наличии отгибов и внутренних упоров почти не отличается от такового для балок с напрягаемой арматурой из высокопрочной проволоки по серии КЭ-01-50, вып. 1 (261 и 263,7 кг для нагрузки 3;342 и 347,4 кг для нагрузки 4).
Силовая форма для подкрановой балки БКЭ-6-3 состоит из неразъемной части, одного откидного продольного борта и двух откидных торцовых бортов.
Неразъемная часть формы представляет собой цельносварную конструкцию в виде поддона с бортом.
Основной несущей конструкцией, воспринимающей усилия натяжения арматуры, являются два продольных борта: откидной и глухой.
В продольных бортах установлены упоры и огибаемые штыри для напрягаемой арматуры. Огибаемые штыри на глухом борту выдвигаются при помощи винтов по типу описанных выше для формы подкрановой балки БКЭ-12-8. На откидном борту огибаемые штыри закреплены неподвижно и извлекаются из бетона при откидывании борта.
Вилочные упоры для напрягаемой арматуры — секторного типа. Они размещены также на продольных бортах. Форма весит 6 т, подкрановая балка — 4,3 т, т. е. весовой коэффициент формы 1,4.