Патентные соображения, экономические причины, отчасти дефицит сырья приведи к многочисленным исследованиям и попыткам полностью или частично заменить в спеченных твердых сплавах карбид вольфрама другими карбидами или иными твердыми веществами.
При полной замене карбида вольфрама (в дальнейшем речь будет идти только об этом) можно пойти двумя путями: 1) попытаться применить такие твердые вещества, как, например, нитриды, бориды, силициды, окислы (корунд) и карбиды неметаллов (карбид бора, карбид кремния), и 2) заменять карбид вольфрама карбидами других тугоплавких металлов, например циркония, ванадия, ниобия, тантала, хрома и молибдена или их двойными и тройными твердыми растворами.
Первый путь до сих пор «е дал твердого сплава, пригодного для резания, если не считать некоторого успеха в применении спеченного глинозема и карбида бора.
Устойчивы и удовлетворительно спекаются нитрид титана и нитрид ванадия. При горячем прессовании с металлами группы железа, в особенности с никелем, они образуют твердые сплавы металлического характера с блестящей полированной поверхностью цвета латуни или золотисто-желтого. Твердость и износостойкость этих нитридов, по-видимому, значительно ниже свойств карбидов. Нитрид титана, изоморфный карбиду и моноокиси титана, присутствует в количестве от 1 до 3 % (как более или менее неизбежная примесь) в твердых сплавах с высоким содержанием карбида титана.
Мейер и Эйлевдер сообщают о твердых сплавах из нитридов титана и ванадия, а также из соответствующих смесей карбидов и нитридов с кобальтом в качестве связующего металла. Твердость этих сплавав «казалась недостаточной для применения их в качестве режущего материала. С нитридами других металлов IV и V групп периодической системы практических опытов проведено очень мало, чтобы сказать что-нибудь определенное о применении таких твердосплавных спеченных изделий. Нитриды металлов шестой группы, по-видимому, тем менее устойчивы, чем более сильным карбидообразующим элементам является данный металл. Нитриды хрома и молибдена могут иметь еще некоторое практическое значение; нитрид вольфрама — явно неустойчивое соединение. В общем можно сказать, что нитриды мало пригодны как основа, твердых сплавов вследствие их незначительной твердости, высокой упругости паров азота при температурах спекания, а также склонности образовывать карбиды при обычных условиях спекания.
Большое значение приобретают бориды. Трудности изготовления чистых боридов без примеси карбидов, нитридов и окислов задерживали промышленное внедрение боридов металлов. Однако в последние годы эти трудности были преодолены, В противоположность большинству нитридов и силицидов бориды имеют более сильно выраженный металлический характер. Техническое значение до настоящего времени приобрел только борид хрома, а именно для наплавочных сплавов. Горячим прессованием борида хрома получают заслуживающие внимания высокожаропрочные твердые сплавы.
Бориды металлов IV и V групп периодической системы, например дибориды титана, циркония, ванадия, ниобия и тантала, а также их твердые растворы были недостаточно систематически изучены как основа твердых режущих сплавов. В патентной литературе имеется много, но очень неполных данных. Физические, химические и механические свойства боридов сделают возможным их техническое применение, если удастся найти соответствующие добавки и связующие металлические сплавы, с помощью которых можно было бы достигнуть прочности при изгибе не менее 80 кг/мм2 и твердости не ниже 89—90 по шкале А Роквелла, необходимых для режущих сплавов.
По данным авторов и других исследователей замена карбидов в режущих сплавах чистыми силицидами не очень перспективна.
Второй путь — замена карбида вольфрама карбидами других тугоплавких металлов и их твердыми растворами — характеризуется следующими этапами:
1. Изготовление титанита S (карбид титана-карбид модибдена-никель) в 1930 г.
2. Производство американского «рамета» на основе чистого карбида тантала в 1930—1931 гг.
3. Патент Киффера в 1938 г. — режущий сплав на основе TiC-VC с избытком карбида титана.
4. Промышленная разработка безвольфрамовых твердых сплавов в Германии в первые годы второй мировой войны.
5. Массовая опытная проверка безвольфрамовых режущих твердых сплавав как заменителей стандартных марок титано-вольфрамокобальтовых твердых сплавов (78/16/6 и 76/15/9) в последние годы мировой войны и подготовка массового производства твердосплавных пластинок и инструментов из апробированных сплавов-заменителей.
В связи с рассмотрением отдельных безвольфрамовых твердых сплавов охарактеризуем общие требования, предъявляемые к режущим твердым сплавам. При обработке резанием, в особенности при обдирке стали средней твердости, требуется твердость не менее 89 RА и прочность при изгибе порядка 80—85 кг/мм2 и более. Стремятся получить твердость порядка 90—91 RА при прочности на изгиб 100—110 кг/мм2. При равномерном и невысоком давлении резания, например при чистовой обработке стали, и при, благоприятных опытных условиях можно допустить в качестве минимального значения прочности при изгибе величину порядка 65—75 кг/мм2. Однако для обработки хрупких материалов — таких, как серый чугун, чугунные отливки с твердой коркой, твердые неметаллические материалы, а также для сверления требуется значительно более вязкий режущий инструмент. То же относится к тяжелым обдирочным работам, причем нижним пределом следует считать прочность при изгибе порядка 110 кг/мм2.
Далее, пластинки и фасонные детали из соответствующих твердых сплавов должны хорошо припаиваться. Карбиды всех металлов, окислы которых не восстанавливаются водородом, плохо припаиваются и затачиваются; это относится также к важнейшим твердым сплавам с высоким содержанием карбида титана.
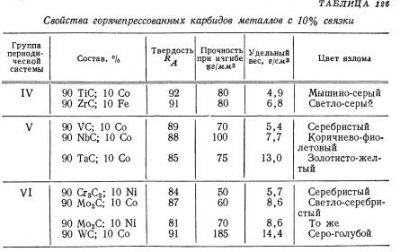
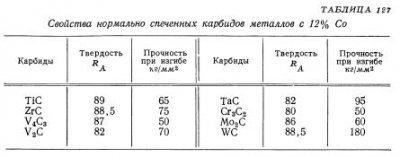
В табл. 126 приведены свойства горячепрессованных карбидов с 10% связующего металла и для сравнения соответствующего вольфрамокобальтового сплава. Карбид титана с кобальтовой связкой и карбид циркония с железной связкой дают исключительную твердость, но лишь среднее значение прочности при изгибе. Карбид ванадия и карбид ниобия образуют твердые сплавы с твердостью 88—89 RА; карбид ниобия с 10% Co обладает хорошей прочностью при изгибе. Карбид молибдена, карбид хрома и карбид тантала являются сравнительно мягкими (примерно как твердый сплав ВК15) и вместе с тем хрупкими.
Хольдбергер исследовал карбиды металлов IV, V, VI групп периодической системы с добавкой 12%. Co после обычного спекания в атмосфере водорода (табл. 127). К этим опытным сплавам относится то же, что было- высказано Киффером и Кельбль, если не учитывать несколько пониженных по понятным причинам значений твердости и прочности при изгибе.
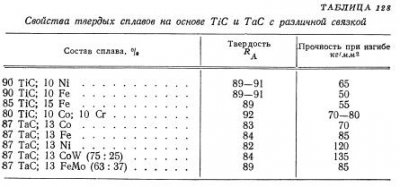
В табл. 128 приведены свойства твердых сплавов на основе карбида титана или карбида тантала с различным связующим металлом. Сплавы, содержащие карбид титана, очень тверды, но также очень хрупки. Твердые сплавы на основе карбида тантала обладают в ряде случаев хорошей прочностью при изгибе, но имеют невысокую твердость. Вследствие этого подобные твердые сплавы не могли быть первоначально распространены. Горячим прессованием твердых сплавов из карбида тантала с никелевой связкой удалось, согласно данным Малькова и Хохловой, получить твердость до 91 RА (данные о прочности и стойкости при резании не приведены).
На рис. 177 показана микроструктура твердого сплава, содержащего 85% VC и 15% Ni. На снимке видны типичные для VC сплавов круглые кристаллиты карбида ванадия. Испытания микротвердости как на этих кристаллитах, так и на промежуточных включениях связующего металла дали в среднем величину порядка 3000 кг/мм2 для карбида ванадия и 1100 кг/мм2 для связующей металлической фазы. По последней величине можно судить, что здесь речь идет не о чистом никеле, а о каком-то сплаве никеля с ванадием и углеродом или явлениях дисперсионного твердения, вследствие чего повышается твердость. На рис. 178 показана микроструктура твердого сплава с 87% TaC и 13% Со. На отдельных участках шлифа отчетливо видны кубические формы кристалла карбида тантала.

Горячим прессованием можно изготовлять высокоплотные (беспористые) твердые сплавы из карбида ванадия и связующего металла, в особенности железа, с возможными незначительными добавками карбида тантала или карбида хрома; эти сплавы обладают хорошей стойкостью против истирания. Поэтому они предназначаются для некоторых быстроизнашиваемых изделий, например фильер для нитей и др. Горячепрессованные твердые сплавы из карбида титана с металлической связкой можно применять для пескоструйных сопел и других аналогичных деталей.
Для резания можно, по-видимому, использовать только карбид титана и, возможно, карбид циркония; в отдельных случаях, когда не предъявляют высоких требований по износостойкости, — карбид ванадия и карбид ниобия.
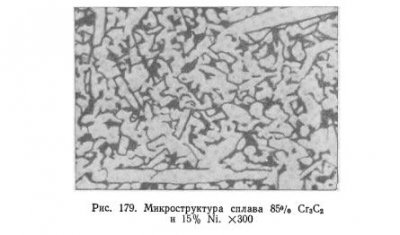
Карбид хрома — дешевый и легкодоступный продукт. Твердые сплавы из карбида хрома и связующего металла вследствие хрупкости не могут предназначаться для резания и служат лишь для быстроизнашиваемых деталей или в качестве коррозионностойких сплавов. Хромокарбидные твердые сплавы могут быть изготовлены достаточно плотными обычным спеканием и практически беспористыми горячим прессованием. Подобный твердый сплав с 15% Ni в качестве связки имеет удельный вес 6,8—6,9 г/см3, твердость RА 86—88 и прочность при изгибе 60—70 кг/мм2. На рис. 179 показана микроструктура твердого сплава 85% Cr3C2 и 15% Ni. В США в последнее время хромокарбидные твердые сплавы приобрели промышленное значение; их рекомендуют для быстроизнашиваемых коррозионностойких изделий.
Большое практическое значение имеют многокомпонентные твердые сплавы или сплавы на основе твердых растворов. При соответствующем выборе компонентов и правильной технологии получения твердого раствора достигают повышения твердости двойных или тройных систем и обеспечивают, кроме того, очень важное саморафинирование карбидов от свободного углерода, окислов и нитридов. Это позволяет получать однородные, хорошо спекающиеся карбидные компоненты, что обеспечивает изготовление беспористого твердого сплава с высокой прочностью.
На рис. 52 была показана взаимная растворимость карбидов металлов IV и V групп периодической системы; вопрос подробно освещен ранее. Относительно растворимости карбидов металлов IV и V групп с карбидами металлов VI группы установлено, что карбиды с кубической решеткой растворяют значительное количество карбида молибдена, в то время как он почти не растворяет карбиды металлов IV и V групп. В настоящее время отсутствуют систем этические рентгенографические исследования растворимости карбида хрома в кубических карбидах; однако но результатам исследований системы карбид титана — карбид хрома можно заключить об аналогичном с карбидом молибдена поведении карбида хрома. Все сказанное об образовании твердых растворов в двухкомпонентных системах в значительной степени относится и к трехкомпонентным системам, как это было доказано на примере твердого раствора TaC-NbC с карбидом молибдена.
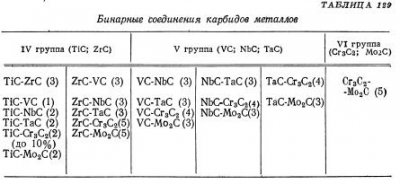
В табл. 129 собраны наиболее интересные пары карбидов. Дана оценка их практической значимости с учетом современного состояния техники производства безвольфрамовых твердых сплавов (оценка дана в таблице, в скобках, по пятибалльной шкале: чем выше балл, тем ниже возможность практического применения сплава).
Из отдельных сплавов промышленного значения следует упомянуть карбидные пары, содержащие карбид титана, а среди последних TiC-Mo2C, TiC-VC, TiC-NbC и TiC-Cr3C2.
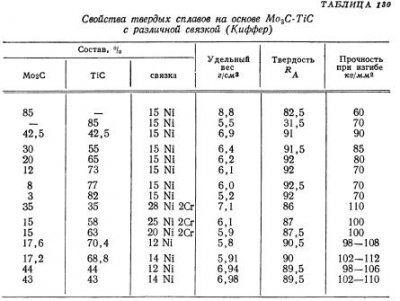
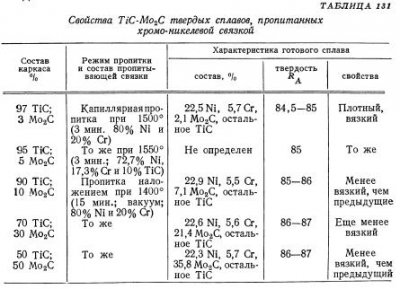
Твердые сплавы TiC-Mo2C. Первые твердые сплавы, пригодные для высокоскоростного резания стали и других материалов, образующих непрерывную стружку (чистые BK твердые сплавы экономично применяют, как известно, только для обработки чугуна и других хрупких материалов; при обработке мягкой и средне-твердой стали эти сплавы допускают скорости резания лишь в два — три раза больше, чем при применении быстрорежущей стали), изготовляли со значительным количеством карбида титана и карбидов металлов VI группы периодической системы элементов. В 1930 г. был выпущен сплав титанит S состава TiC-Mo2C-Ni как более или менее пригодный твердый сплав для обработки стали. Твердость сплавов на основе карбидов титана и молибдена с 15% никелевой связки достигала максимума при содержании карбида титана в пределах 55—80%. Следует отметить, что наиболее твердые из этих сплавов обладали примерно на 1—1,5 единицы по шкале А Роквелла большей твердостью, чем лучшие BK твердые сплавы. Так как прочность при изгибе рассматриваемых сплавов составляет лишь 50—60% прочности BK твердых сплавов и к тому же они обладают плохой теплопроводностью, их нельзя использовать в качестве заменителей BK при обработке резанием чугуна. В табл. 130 приведены прочность при изгибе, твердость и плотность некоторых твердых сплавов на основе карбида титана и молибдена с ,никелем или сплавом никеля с хромом в качестве связки. Сплавы с высоким содержанием никеля обладают повышенной прочностью при изгибе, но недостаточно стойки против износа при резании стали вследствие низкой твердости в этих условиях. В последнее время путем технологических мероприятий удалось значительно повысить прочность при изгибе даже сплавов с низким содержанием никеля (табл. 130). Сплавы на основе TiC-Мо2C (при недефицитности молибдена) в настоящее время являются наиболее перспективными и производительными безвольфрамовыми твердыми сплавами.
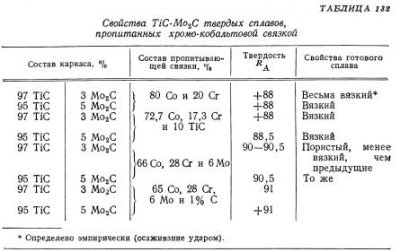
Киффер и Кельбль детально исследовали твердые сплавы на основе TiC-Mo2C со связующими сплавами никель-хром, кобальт-хром и др. Образцы (3—50% Мо2С, остальное карбид титана), спрессованные при давлении от 4 до 6 т/см2, спекали при 1500° в течение 2 час. в угольнотрубчатых печах в водороде. Затем карбидный каркас подвергали капиллярной пропитке или пропитке в вакууме, накладывая пропитывающий сплав сверху. Чтобы избежать разъедания (на поверхности соприкосновения. — Ред.), в пропитывающий сплав добавляли немного карбида титана, что снижало растворимость карбидной основы в пропитывающем сплаве. В табл. 131 приведены свойства твердого сплава TiC-Mo2C, пропитанного сплавам никеля с хромом. Увеличение содержания карбида молибдена несколько повышает твердость, но снижает вязкость пропитанного сплава. В табл. 132 приведены свойства некоторых твердых сплавов на основе TiC-Mo2C, пропитанных связующими сплавами кобальт-хром и кобальт-хром-молибден.
Твердые сплавы на основе карбидов титана и молибдена с никелем можно с успехом применять для чистовой обработки стали.
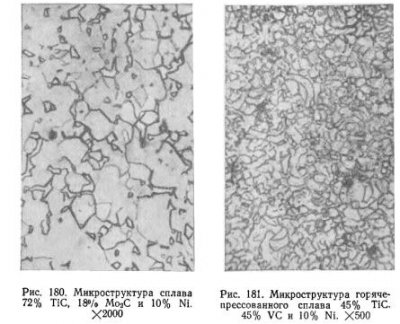
На рис. 180 показана микроструктура твердого сплава 72% TiC, 18% Mo2C и 10% Ni.
TiC-VC Твердые сплавы. В табл. 133 приведены свойства некоторых твердых сплавов TlC-VC с 10% Ni; для сравнения показан чистый карбид титана и чистый карбид ванадия с такой же связкой. При применении твердых сплавов типа 65% TiC, 25% VC и 10% Ni или 45% TiC, 45% VC и 10% Ni можно достигнуть такой же производительности при обдирочных и чистовых обработках стали, как и при применении TK твердых сплавов 78% WC, 16% TiC и 6% Co. или 76% WC, 15% TiC и 9% Co. Твердые сплавы, аналогичные третьему сплаву в табл. 133, во время войны применяли для пескоструйных сопел, в незначительном масштабе для футеровки, для быстроизнашиваемых деталей и т. д.
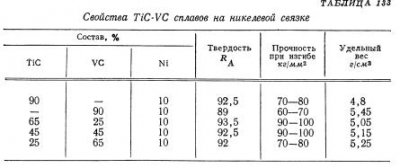
Сплавы с 65% карбида ванадия почти не используют для грубых обдирочных работ вследствие их низкой прочности при изгибе. На рис. 181 показана микроструктура горячепрессованного твердого сплава, соответствующего сплаву № 4 в табл. 133, который при чистовой обработке стали достигал по крайней мере производительности твердого сплава 78% WC, 16% TiC и 6% Co, а при обдирочных работах — примерно 75% производительности твердого сплава 76% WC, 15% TiC и 9% Co.
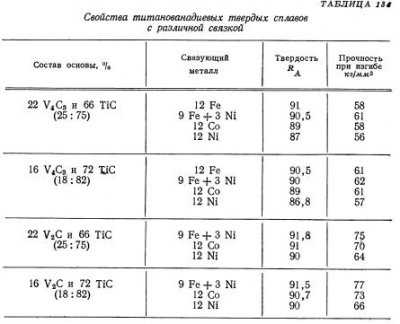
Тщательное исследование твердых сплавов с карбидами титана и ванадия и с железной, никелевой или кобальтовой связкой провел Хольцбергер. В табл. 134 приведены значения твердости и прочности при изгибе некоторых исследованных им сплавов. Карбид ванадия был использован в виде V4C3 (15% С) и V2C (11% С).
Максимальная твердость была достигнута при отношении TiC к V4C3, равном 3:1. Лучшими по прочности при изгибе оказались сплавы со связующим металлом, состоящим из 75% Fe и 25% Ni; при этом, конечно, значения твердости были несколько ниже, чем в случае чистого железа, однако выше, чем кобальта или никеля.
При использовании карбида ванадия с 11% С (V2C) высшая твердость также достигается при отношении TiC к V2C, равном 3:1. Здесь следует отметить, что пониженное содержание связанного углерода (следовательно, увеличенное количество пустых мест в кристаллической решетке) приводит к повышенной твердости и к лучшей прочности при изгибе.
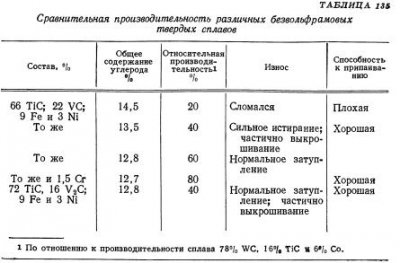
В табл. 135 воспроизведены результаты практического испытания некоторых сплавов. Стойкость этих сплавов сравнивалась со стойкостью твердого сплава 78% WC, 16%; TiC и 6% Co при обдирочных работах. Весьма существенно влияние пониженного содержания углерода и добавки 1,5% Cr.
Об износе TiC-VC твердых сплавов при пескоструйной обдувке (применен метод, сходный с методом Амманна) дает представление табл. 143. Горячепрессованный сплав TiC-VC изнашивается не более, чем BK твердый сплав с 5% Co (который при изготовлении по способу горячего прессования снижает свой износ в 2,5 раза).
Содержание хрома или карбида хрома более 10% приводит по Кифферу к исключительно твердым и хрупким сплавам. Поэтому введение карбида хрома в двойные и тройные сплавы ограничено узкими пределами.
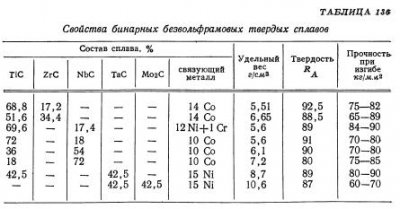
Из других возможных, согласно табл. 129, двойных сплавов некоторым практическим значением обладают сплавы на основе TiC-ZrC, TiC-NbC, TiC-TaC и TaC-Mo2C для чистовой обработки. В табл. 136 приведены свойства некоторых из этих сплавав.
Тройные и многокомпонентные сплавы. Существует очень много возможностей создания многокомпонентных сплавов и слишком мало систематических исследований этих сплавов. Здесь поэтому рассмотрены подробнее только те сплавы, техническое и экономическое значение которых уже доказано экспериментально. Для некоторых других сплавов указываются их свойства.
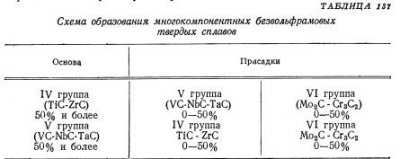
В табл. 137 дана схема образования многокомпонентных безвольфрамовых карбидных систем, в которой за основу приняты карбиды металлов IV или V групп. Карбиды хрома и молибдена в качестве основы исключены, так как для режущих сплавов их твердость недостаточна; они мало пригодны также для образования твердых растворов.
В процессе исследования тройных и четверных безвольфрамовых твердых сплавов была установлена особая практическая ценность сплавов, основу которых образуют карбид титана и карбид ванадия. Известный патент Киффера имел таким образом принципиальное значение при определении направления разработки твердых сплавов. Надо отметить, что сплавы с основой из карбида титана и карбида ванадия интересны и в экономическом отношении как заменители.
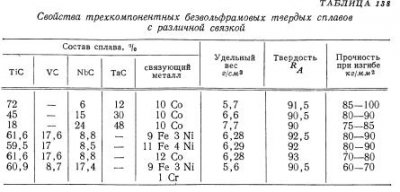
Практически исследованы сплавы TiC-VC-NbC, TiC-VC-TaC и TiC-VC-Mo2C. Показано, что при правильном дозировании третьего карбида можно получить существенные технологические и эксплуатационные преимущества по сравнению с двойными сплавами из карбида титана и карбида ванадия. Слишком низкие и слишком высокие добавки бесцельны или даже вредны. Далее были исследованы тройные системы TiC-TaC-NbC и TiC-TaC-Mo2C. Технически ценные сплавы, вероятно, находятся только в области образования твердых растворов. В табл. 138 приведены свойства некоторых сплавов этой группы.
Из четверных сплавов техническое и экономическое значение имеют сплавы примерно с 45—65% TiC, 5—40% VC, 3—25% NbC, 1—20% Mo2C и 10—15% металла группы железа. Они лучше спекаются, чем соответствующие твердые сплавы без карбидов ниобия и молибдена, и, их можно изготовить с большой надежностью, не прибегая к горячему прессованию. Величина прочности при изгибе здесь также выше, чем у соответствующих бинарных сплавов. Сплав 53% TiC, 20% VC, 10% NbC, 5%, Mo2C с 12% связующего металла группы железа по износостойкости и надежности изготовления а применения достаточно близок к TK твердому сплаву 78%, WC, 16% TiC и 6% Co. Указанный четверной сплав обладает при обычном спекании твердостью 91—92 RA и прочностью при изгибе порядка 90—105 кг/мм2.