Химически чистое железо в технике не находит применения прежде всего из-за трудностей его получения. Наиболее широко используют железоуглеродистые сплавы, к числу которых относятся стали, содержащие не более 2 % углерода.
Состав сталей может быть весьма разнообразным. Кроме железа, углерода и неизбежных примесей в виде кремния, серы и фосфора, они включают также легирующие добавки. Поэтому число видов и марок сталей весьма значительно. Стали с содержанием легирующих добавок до 3…5, 5…10 и более 10 % называют соответственно низколегированными, среднелегированными и высоколегированными.
Условия и характер работы мостов (круглогодичная работа на открытом воздухе, длительный срок эксплуатации, воздействие динамических нагрузок, рост во времени интенсивности подвижных нагрузок, скоростей их движения и др.) определили ряд специфических требований к применяемым сталям.
В XVIII в. недостатки чугуна как материала, плохо сопротивляющегося растяжению и динамическим нагрузкам, были причиной разрушений чугунных балочных мостов, преимущественно в Англии. Это привело к постепенному вытеснению чугуна так называемым сварочным железом.
Сварочное железо, не проходившее при изготовлении жидкой фазы, получали из чугуна-сырца. Технология его изготовления основывалась на обработке чугуна в пудлинговой печи. При этом чугун доводили до раскаленного состояния, и основная масса углерода, входившая в его состав, сгорала при соприкосновении с горячими газами. В результате получалась пропитанная шлаками губчатая масса, называвшаяся крицей.
Для удаления шлаков крицу проковывали. Однако при этом шлаки удалялись не полностью, отдельные зерна металла сваривались между собой. Такая технология обусловливала значительное различие механических свойств сварочного железа вдоль и поперек проката: после проковки металл имел волокнистое строение со шлаковыми включениями вдоль проката. По нормам 1875 г. временные сопротивления разрыву сварочного железа должны быть такими: вдоль проката — 340, поперек проката 280 МПа, относительное удлинение — соответственно 12 и 2,5 %.
До 1880-х гг. сварочное железо господствовало как материал для металлических мостов. С развитием металлургии и появлением способа получения стали в специальных печах в мостостроении начали применять литое железо, обладавшими более высокими качествами по сравнению со сварочным. Литым железом условно называли малоуглеродистую сталь, получаемую конверторным, мартеновским и другими способами. При изготовлении литое железо в отличие от сварочного проходило жидкую фазу, поэтому обладало однородностью свойств вдоль и поперек проката. Согласно техническим условиям 1897 г., временное сопротивление разрыву литого железа должно было быть не менее 350…450 МПа, относительное удлинение вдоль проката — 27 %.
Литое железо использовали в мостостроении до 1935 г., когда был утвержден стандарт на малоуглеродистую сталь мартеновской плавки для мостов (Ст3 мостовая). Тогда же впервые было введено ограничение нижнего предела текучести и ударной вязкости для мостовой стали. По своим механическим характеристикам и химическому составу Ст3 мостовая практически не отличалась от литого железа. Ее временное сопротивление было установлено на уровне 370 МПа, предел текучести составлял 210…230 МПа, относительное удлинение — 27 %.
В начальный период применения сварки в мостах (1931—1946 гг.) в качестве основного металла использовали ту же марку стали (Ст3 мостовая), что и в клепаных конструкциях. В стандарте на поставку этого материала указывалось, что сталь для мостов должны выплавлять, в основном, мартеновским способом. Характер плавки (спокойный, полуспокойный или кипящий) не регламентировали.
С переходом на сварку, оказывающую термомеханические воздействия на металл, выявили непригодность стали марки Ст3 для несущих мостовых конструкций из-за повышенной склонности к старению (хотя прежде для клепаных конструкций ее применяли довольно успешно). Под старением понимается повышение прочности и твердости стали при снижении пластичности вследствие структурных изменений, возникающих в металле при пластических деформациях, вызываемых, в частности, сваркой.
Институт электросварки имени Е.О. Патона (Украина) предложил для сварных мостов хорошо раскисленную углеродистую сталь марки Ст3 с ограниченным содержанием углерода (не более 0,2 %), кремния (не более 0,25 %), меди (0,3 %) и добавкой алюминия в количестве 0,9 кг на 1 т стали при ее разливке. Новый материал получил марку «Ст3 для сварных мостов», позже — М16С. С учетом современной классификации марок сталей ее обозначают как 16Д.
Последующий этап в подборе сталей для сварных пролетных строений мостов, начавшийся в конце 50-х гг., отмечен изысканием низколегированных сталей повышенной и высокой прочности, позволяющих уменьшить массу металла, повысить сопротивляемость конструкций хрупким разрушениям при низких температурах и улучшить антикоррозионные свойства при обеспечении высокой надежности работы сварных пролетных строений как в обычной климатической зоне, так и в северных условиях.
Сталь должна также обладать хорошей свариваемостью, достаточным запасом пластичности и вязкости при положительной и отрицательной температурах, высокой сопротивляемостью усталости, малой склонностью к старению, технологичностью в производстве (хорошо обрабатываться), изготавливаться из недефицитных компонентов и иметь хорошую сопротивляемость атмосферной коррозии.
Особенности сварки, характеризующиеся высокотемпературным местным нагревом металла и быстрым его охлаждением, определяют необходимость применения сталей с низким содержанием углерода, чтобы предотвратить выпадение карбидов и образование закалочных структур в околошовной зоне сварного соединения. Кроме того, уменьшение содержания углерода в стали способствует повышению ее пластичности и надежности работы конструкций при динамических нагрузках. Вместе с тем углерод — это один из основных легирующих элементов, упрочняющих решетку феррита. Уменьшение содержания углерода приводит к снижению прочностных свойств стали. Учитывая двоякий характер влияния углерода, его количество в сталях для мостостроения вводится в некоторых «осредненных» величинах, отражающих обе упомянутые тенденции изменения свойств материала.
Перечисленным выше требованиям в достаточно полной мере удовлетворяют применяемые в настоящее время конструкционные углеродистые стали, которые условно разделяются на малоуглеродистые и низколегированные.
К малоуглеродистым относят стали, в химическом составе которых углерод содержится в пределах 0,1…0,2 %. При таком количестве сталь обладает необходимой пластичностью и вязкостью, хорошо обрабатывается и сваривается.
Легирующие добавки вводят в малоуглеродистую сталь для повышения ее прочности, сопротивляемости хрупким разрушениям и улучшения других свойств. В качестве легирующих добавок применяют марганец, хром, никель, медь, ванадий, цирконий и др. Влияют они по-разному:
— никель повышает пластичность и вязкость;
— марганец позволяет применять мягкие режимы закалки, в меньшей степени вызывающие начальные напряжения, увеличивает износостойкость;
— хром упрочняет сталь, после цементации позволяет получать высокую твердость;
— ванадий улучшает свариваемость, уменьшает склонность к росту зерна при нагреве, увеличивает устойчивость против снижения твердости при отпуске;
— медь повышает коррозионную стойкость стали и, учитывая особую важность этого свойства, является обязательной легирующей добавкой во все мостовые стали (табл. 2.1).

Следует учитывать, что свойства низколегированных сталей не являются суммой свойств, вносимых компонентами. Некоторые из них в ряде случаев усиливают или ослабляют действия других.
В зависимости от степени раскисления малоуглеродистой стали при ее изготовлении (удаления кислорода) различают спокойную (сп), полуспокойную (пс) и кипящую (кп) стали. Спокойная раскисляется кремнием (до 0,3 %) или алюминием (до 0,1 %), которые соединяются с кислородом и уменьшают его вредное влияние на свойства материала. При этом сталь имеет однородную структуру, лучше сваривается, сопротивляется динамическим воздействиям и хрупкому разрушению. При получении полуспокойной стали в нее вводят не более 0,15 % кремния. Если кипящая сталь совсем не раскисляется, то при ее остывании бурно выделяются газы. Вследствие этого сталь оказывается менее однородной по структуре и малопригодной для сварки.
В условных обозначениях современных марок сталей легирующие элементы обозначают буквами (табл. 2.2).

Две цифры, стоящие перед буквами в обозначениях марок, указывают среднее содержание углерода в сотых долях процента, а буквы — наличие легирующих элементов; цифра, стоящая после буквы, обозначает среднее содержание этого элемента в процентах. Если после букв цифры нет, то содержание данного элемента составляет менее 1%. Например, 10Г2С1 — сталь легированная, массовая доля углерода 0,1 %, марганца — 2 %, кремния — 1 %. Другой пример — сталь Х25Н20С2 — содержание углерода около 0,1 %, хрома — 25, никеля — 20, кремния — 2 %.
В нормы проектирования мостов СНиП 2.05.03—84 «Мосты и трубы», кроме упомянутой выше малоуглеродистой стали 16Д, были включены низколегированные стали марок 15ХСНД и 10XCHД по ГОСТ 6713—91, уверенно признанные пригодными для мостостроения. Для изготовления несущих элементов сварных пролетных строений автодорожных мостов разрешено также применять прокат из стали марок 14Г2АФД и 15Г2АФДпс по ГОСТ 19281—89 с пределом текучести не ниже 390 МПа.
С 1993 г. используется листовой прокат из стали марок 15ХСНДА и 10ХСНДА. Буква А в конце буквенно-цифрового обозначения указывает на повышенное качество стали с пониженным содержанием вредных примесей — серы и фосфора. Эти марки были разработаны для улучшения свойств проката марок 15ХСНД и 10ХСНД за счет оптимизации их химического состава и использования эффективных технологий выплавки.
Химический состав проката из сталей марок 15ХСНДА и 10XCHДА отличается от 15ХСНД и 10ХСНД с пониженным содержанием углерода, марганца, хрома, никеля, а также фосфора и серы. Кроме того, в состав сталей повышенного качества входит ванадий или ниобий. Для них нормируются массовые доли азота (азотный эквивалент) и углерода (углеродный эквивалент). Углеродный эквивалент подобно азотному является обобщенным показателем свариваемости стали. Его уменьшение, как правило, свидетельствует о лучшей пригодности для сварки. В соответствии с мировыми стандартами величина углеродного эквивалента ограничивается значением 0,45. Азот способствует старению стали с течением времени и его массовая доля в металле должна быть не более 0,01 %.
Эквивалентное содержание углерода определяется по формуле

Для рассматриваемых сталей ужесточены требования к содержанию серы и фосфора в готовом прокате и в связи с этим введены классы сталей по содержанию серы и фосфора (табл. 2.3).

Сера образует в расплаве сульфид железа, который имеет меньшую, чем сталь, температуру плавления (1193 °С) и при нагревe до светло-красного каления нарушает межкристалпическую связь между зернами сплава. В результате сталь теряет прочность, образуются трещины при остывании после сварки и других нагревов (красноломкость). Фосфор растворяется в железе, раствор остается в твердой фазе. Он резко снижает ударную вязкость, особенно при отрицательных температурах (хладноломкость). Содержание серы и фосфора в сталях марок 10ХСНД и 15ХСНД ограничено: для конструкций обычного исполнения — не более 0,035 %, для конструкций северного исполнения — серы не более 0,03 %, фосфора не более 0,025 %.
Несмотря на ограничение содержания вредных примесей и величины углеродного эквивалента в сталях 15ХСНДА и 10ХСНДА прочностные характеристики некоторых сварных соединений проката этих марок, в частности стыковых, оказываются несколько худшими, чем у проката марок 15ХСНД и 10ХСНД. Эти обстоятельства заставили продолжить исследования по подбору других марок стали.
В 1989—1998 гг. по заказу МПС было изготовлено несколько опытных пролетных строений железнодорожных мостов из атмосферостойкой стали 14ХГНДЦ. Ее свойства подобны показателям атмосферостойкой стали «Кортен» (Cor-Теп), широко применяемой за рубежом. Конструкции из стали 14ХГНДЦ не требуют окраски в течение всего периода эксплуатации, что должно давать существенную экономию средств и трудозатрат при их содержании. Прокат марки 14ХГНДЦ под воздействием атмосферного кислорода, как и любая другая сталь, корродирует, покрываясь тонкой (0,1…0,2 мм) пленкой окиси железа. Однако в данном случае пленка (патина) выполняет защитную функцию, не давая развиваться процессу коррозии вглубь металла.

Химический состав отечественных сталей, применяемых в настоящее время для изготовления пролетных строений, должен отвечать стандартам, приведенным в табл. 2.4. Механические свойства проката из стали различных марок должны соответствовать величинам в табл. 2.5.
Ударная вязкость проката всех марок стали должна быть не ниже 29 Дж/см2 при расчетной температуре эксплуатации сооружения.
В зависимости от прочностных свойств при растяжении применяемые в технике стали подразделяют на условные классы прочности. В соответствии с этой классификацией, например, сталь марки 16Д относится к классам С38/24 — С38/22 в зависимости от толщины проката, где цифры в индексе обозначают следующее: числитель — минимальное временное сопротивление разрыву, знаменатель — минимальный предел текучести (кгс/мм2).
В настоящее время практически все железнодорожные, автодорожные и городские мосты строят из стали классов С48/34—С54/40. Широкому использованию низколегированных сталей в мостостроении способствует не только их большая по сравнению с углеродистыми сталями прочность, но и более высокая надежность при работе на переменные и ударные нагрузки, а также меньшая подверженность коррозии и меньшая склонность к хрупкому разрушению.

Последнее обстоятельство особенно важно для мостов, сооружаемых в районах с низкими температурами воздуха, где наибольшую опасность для нарушения эксплуатации приобретает хрупкое разрушение. B зависимости от минимальной расчетной температуры (tmin) района эксплуатации моста климатические зоны строительства делят на обычные — tmin выше — 40 °С, северные А — tmin от -40 до — 50 °C и северные Б — tmin ниже -50 °C. За расчетную минимальную температуру принимают среднюю температуру наружного воздуха наиболее холодной пятидневки в районе строительства обеспеченностью 0,98 по СНиП 23-01—99 «Строительная климатология».
Один из важнейших показателей надежности конструкций северного исполнения — ударная вязкость. Нормы проектирования подобных железнодорожных мостов требуют применять в климатической зоне А стали марок 15ХСНД и 10XCHД, 15ХСНДА и 10ХСНДА толщиной до 20 мм. В конструкциях для зоны Б разрешается использовать только сталь марки 10XCHД.
Перспективной для мостостроения считается также сталь марки 09Г2С. Она разработана для химического машиностроения и предназначена для изготовления различных деталей и элементов сварных металлоконструкций, работающих при температурах от -70 до +425 °C под давлением. В 2000—2001 гг. в НИИ мостов были проведены исследования с целью уточнения сопротивления усталости сварных соединений проката марки 09Г2С, режимов его сварки с учетом требований, предъявляемых к изготовлению и эксплуатации мостовых конструкций.
По прочности сталь 09Г2С незначительно уступает сталям 15ХСНД и 15ХСНДА, однако стоимость ее проката примерно на 30% ниже. Ho это же обстоятельство может сдерживать широкое использование в ближайшие годы атмосферостойкой стали марки 14ХГНДЦ, стоимость которой примерно на 30 % выше стоимости аналогичных сталей 10ХСНД и 10ХСНДА.
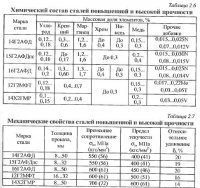
Разумеется, рассмотренными марками не ограничиваются современные возможности применения сталей повышенной и высокой прочности (классы от С52/40 до С70/60), таких, как 14Г2АФД, 15Г2АФДпс, 16Г2АФД, 12Г2МФТ, 14Х2ГМР и др. (табл. 2.6, 2.7). Ударная вязкость проката всех марок стали не ниже 29 Дж/см2 при температуре -70 °С.

За рубежом проявляют большой интерес к материалам будущего. К ним относятся:
• волокнистые композиты — полиэфирные смолы, армированные стекловолокном (стеклянные, арамидные, углеродные волокна). Товарные углеродистые волокна имеют расчетное сопротивление R порядка (4,8…7,0)*10в5 МПа и модуль упругости E — 2,3*10в5 МПа;
• углепластики — волокна графита с однонаправленной слоистостью. Их расчетное сопротивление 1480 МПа при модуле упругости 1,15*10в5 МПа, объемной массе γ=1,48 т/м3 и коэффициенте линейного расширения α = 2,3*10в-7;
• «интеллектуальные материалы» — способные самостоятельно ограничивать рост трещин благодаря созданию вокруг них полей сжимающих напряжений.