Классические твердые вещества — алмаз, корунд, карбид кремния и карбид бора — давно используются как шлифовальные средства; кроме того, алмаз использовали также в качестве волок и инструмента для точения раньше, чем стали применять тугоплавкие карбиды (в особенности карбид вольфрама, карбид титана, карбид тантала и др.) как основной материал современной твердосплавной промышленности.
Благодаря первым работам Муассана и др. карбиды металлов известны уже более 50 лет, но их техническое применение для спеченных твердых сплавов и режущих инструментов началось примерно 35 лет назад. Создание сплавов из твердых соединений тугоплавких металлов и вспомогательной металлической связки произвело переворот в технике резания.
Первые практические предложения о применении карбидов металла как износостойких твердых сплавов можно найти в патентах. В 1909 г. предлагалось применение шариков из литого карбида вольфрама для осевых опор часового механизма. Этот исторически интересный американский патент не нашел технического осуществления. Более поздние попытки заменить твердыми сплавами алмаз и естественные или синтетические корунды в этой области также оказались безуспешными, по-видимому, вследствие гетерогенной структуры литых спеченных твердых сплавов. Только в 1914 г. Фойхтлендеру и Ломану удалось в промышленном масштабе в электрической угольной трубчатой печи изготовить волоки из литого карбида вольфрама, что принесло исключительный технический успех. Некоторые фирмы еще до сих пор изготовляют фасонные изделия из литого карбида по способу центробежного литья.
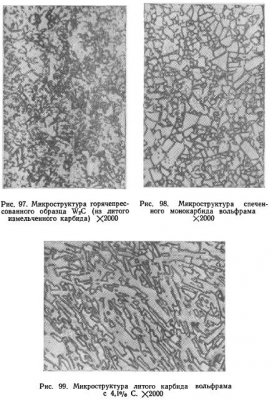
Первые литые карбиды были очень твердыми, большей частью пористыми и содержали выделения графита (до введения центробежной отливки). Ломан пытался улучшить неоднородность своих волок применением нового способа. Он измельчал литой карбид вольфрама в тонкий порошок, прессовал его и нагревал отформованные заготовки почти до температуры плавления. С этих изделий, изготовленных Ломаном в 1914 г. методом порошковой металлургии, начинается развитие спеченных твердых сплавов, необычайно важное для техники резания. Примененный Ломаном порошок карбида вольфрама содержал после измельчения значительное количество железа. Однако Ломан не знал и не упоминал еще о значении добавки вязких металлов группы железа при спекании. Для понижения температуры спекания и повышения прочности спеченных изделий Ломан предложил вводить молибден. Он, однако, не знал, что в спеченных твердых сплавах следует отдать предпочтение монокарбиду вольфрама с точным составом WC (6,12% С). На рис. 97 показана микроструктура изделия, спеченного из литого измельченного в порошок дикарбида вольфрама. На рис. 98 для сравнения дана микроструктура спеченного изделия из чистого монокарбида вольфрама, а на рис. 99 — шлиф литого карбида вольфрама.
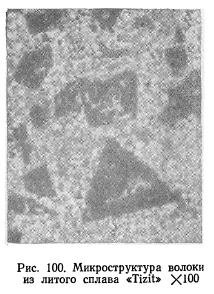
Существенный прогресс в. развитие спеченных твердых сплавов внесли Фукс и Копец. Они изготовили литье и горячепреосованные твердые сплавы с добавкой металла железной группы, хрома и титана к карбиду вольфрама значительно более вязкие, но менее твердые, чем чистый литой или спеченный карбид вольфрама. Так называемые сплавы «тицит» в особенности рекомендовались для волок и имели следующий примерный состав: 45—60% W; 0—10% Cr, 3,5—6% Ti; 30—45% Fe и 3,5— 4,5% С. На рис. 100 показана структура волоки из сплава «тицит» с примерным содержанием 55% W; 3,5% Ti; 5% Cr; 33% Co и 3,5% С. Этот состав приблизительно соответствует жидкой фазе, образующейся при спекании хромсодержащего титановольфрамокобальтового твердого сплава. Для горячего прессования Фукс применял сварочный умформер, механическое рычажное устройство для прессования, графитовые формы с графитовыми электродами, а в остальном поступал точно таким же образом, как в настоящее время, например, прессуют из твердых сплавов специальные волоки, шарики и другие высокоплотные (беспористые) изделия.
Известна попытка получения сплавов для режущих инструментов своего рода цементацией вольфрамовых и молибденовых прессованных изделий с добавками железа, никеля, хрома, титана и др. в процессе горячего прессования между угольными электродами. Этот способ имел также мало успеха, как и попытки перевести безуглеродистые литые вольфрамомолибденотитанохроможелезистые сплавы в твердые сплавы последующим науглероживанием. Двукратное спекание с приданием изделию окончательной формы после первого спекания, т. е. до того как прессованная заготовка стала чересчур твердой для промежуточной механической обработки, упоминается в американском патенте.
Во время первой мировой войны в США нашли применение спеченные высоковольфрамовые сплавы для волок состава, %: 90 W и 10 Fe; 80 W, 15 Co и 5 Cr или 90 W, 9,5 Cr и 0,5С. Однако эти сплавы не получили дальнейшего распространения в этой области вследствие их недостаточной твердости (чересчур малое содержание углерода).
В 1922 г. Фукс улучшил первоначальный сплав «тицит», снизив содержание железа и повысив содержание TiC. Для режущих инструментов были предложены новые, большей частью горячепрессованные твердые сплавы с содержанием 75-84% W, 10-15% Ti, до 10% металлов группы железа, а также 3—5% С. Эти составы были отправными для разработки твердого сплава «титанит» (1929—1931 гг.).
Патенты Ломана и более поздние Шретера послужили основой для разработки различных марок сплава «видиа» типа G и H. Дальнейшее развитие сплавов «тицит» и «видиа» наряду с работами Шварцкопфа, Гиршля, Киффера и Штрауха явилось основой для разработки современных многокарбидных сплавов (титанит Si, S2, S3).
Способ пропитки пористых железных изделий медью, примененный позднее для изготовления сплавов вольфрам-медь и вольфрам-серебро, Баумхауэр перенес на пористые каркасы из карбида вольфрама; в качестве пропитки были предложены металлы группы железа. Пропитанные твердые сплавы по структуре и режущим свойствам мало отличались от позднее созданных спеченных твердых сплавов, у которых вспомогательный металл (металлическая связка. Ред.) вводился в шихту также в порошкообразной форме (до прессования). Пропитанные изделия обладают, однако, пористостью; кроме того, распределение связующего металла при низком его содержании получалось недостаточно равномерным, так что этот способ изготовления твердых сплавов не приобрел большого технического значения. Пропитка стеллитами по способу Вальтера дает удовлетворительные твердые сплавы. Хольцбергер занимался пропиткой холоднопрессованных заготовок карбида титана.
Решающий шаг в развитии спеченных твердых сплавов сделал Шретер, использовав в качестве основы монокарбид вольфрама (с 6,12% С) и смешивая его с 10—20% металлов группы железа, преимущественно с порошкообразным кобальтом. Прессованную смесь нагревали почти до температуры плавления связующего металла. Образующийся при спекании эвтектический сплав карбида вольфрама и кобальта связывал при усадке частицы карбида вольфрама, которые после охлаждения оказывались расположенными в вязкой кобальтовой решетке, обнаруживая слабый рост зерен и более или менее сильно выраженное образование каркаса. В результате введения и дальнейшей разработки твердых сплавов на основе карбида вольфрама и кобальта спеченные твердые сплавы известны как немецкое изобретение.

На рис. 101 показана микроструктура вольфрамкобальтового твердого сплава с 5% Co, который впервые появился в продаже в 1923 г. под маркой «видиа» (советский сплав ВК.6. — Ред.). Способ спекания Шретера, в принципе примыкающий к классическому методу изготовления вольфрамовых проволок, до настоящего времени остается почти единственным промышленным способом для изготовления режущих твердых сплавов на основе карбидов. Для получения WC-Co спеченных изделий был разработан, по аналогии со способами формовки керамики и на основании прежних патентов, так называемый способ двукратного спекания, состоящий из прессования, предварительного спекания, механической обработки и окончательного спекания. Дальнейшие результаты исследовательских работ Шретера и его сотрудников сообщались в ряде статей Скаупи. Патенты Шретера были переданы в Германии, в США и в Англии различным фирмам, которые первоначально готовили исключительно вольфрамокобальтовые твердые сплавы с 4—13% Co (марки «видна», «карболой», «вимет» и «ардолой»).
Дальнейшая разработка твердых сплавов характеризуется попытками полной или частичной замены карбида вольфрама карбидами титана, тантала и молибдена, а также замены кобальта другой связкой — никелем, сплавами никеля с хромом, кобальта с молибденом, кобальта с вольфрамом или многокомпонентными железными сплавами. В 1929—1931 гг. Шварцкопф с сотр. предложили вместо чистого карбида вольфрама (или в дополнение к нему) сложные карбиды — двойные, тройные и четверные твердые растворы карбидов WC, Mo2C, TiC, TaC, VC, ZrC и др. Сначала были исследованы композиции из WC-TiC, Mo2C-TiC, WC-Mo2C-TiC, W2C-Mо2C и WC-Mo2C. Считали, что твердость отдельных карбидов повышается при образовании твердых растворов, а также усиливается их стойкость против окисления.
Хотя Киффер и Гиршль еще в 1930 г. разработали твердый сплав 80% WC, 14% TiC и 6% Co + Ni с хорошей вязкостью и с исключительной стойкостью при резании стали, массовое производство (учитывая патенты Шретера 1931 г.) началось с твердого сплава без карбида вольфрама, предложенного Шварцкопфом и Гиршлем на основе Mo2C-TiC-Ni (42,5% Мо2С; 42,5% TiC; 14% Ni; 1% Cr) (в Германии — «титанит»; в Англии и США—«кутанит»).
В США в 1930 г. был выпущен твердый сплав без карбида вольфрама (также по патентным соображениям) на основе карбида тантала и никеля (87/13) под маркой «рамет». Этот сплав позднее был вытеснен сплавами на основе карбида вольфрама, карбида тантала, никеля и кобальта (васколойрамет, карболой), которые в США долго занимали место европейских титановольфрамокобальтовых твердых сплавов.
В 1931—1932 гг., важных для истории твердых сплавов, сплавами для резания на основе карбида титана, карбида тантала и кобальта занимался Феткенхейер. К ранним безвольфрамовым или бедным вольфрамом твердым сплавам относятся также разработанные Хольцбергером в 1931 г. сплавы TiC-Mo-W-Co(Ni).
Одновременно в 1931 г. был разработан сплав «видна X» (86,5% WC; 8,5%, TiC и 5% Co). В 1932 г. были выпущены сплавы «титанит U1 (позднее S1) и «титанит U2» (позднее S2) с содержанием 16% TiC, до 2% Mo2C, 5—6% Co или же 14% TiC, до 2% Mo2C и 8—10%, Co (остальное карбид вольфрама), которые до последнего времени считались стандартными сплавами для обработки стали. Они содержали сложный карбид (твердый раствор) WC-TiC. Эти сплавы были дополнены в 1935 г. Киффером и Штраухом маркой твердого сплава S3 с 4— 5% TiC, 8—15% Co (остальное WC), предназначенного для тяжелых условий резания при больших подачах.
Предложенные еще в 1930 г. фирмой Крупп важные сплавы на основе WC-Go с добавками до 30% VC, NbC или TaC лишь позднее распространились на европейском континенте в виде сплава Н2 с небольшими добавками VC и TaC.
Наконец, в тот же период в США выпустили сплав 831 приблизительно с 30% TiC и 7—8% Co (остальное WC). Тем самым титановольфрамокобальтовые твердые сплавы были дополнены маркой для чистового резания. В Европе этот сплав нашел распространение под маркой F1 (25—30% TiC; 6—7% Co).
Следует упомянуть американские сплавы на основе WC-TiC-TaC, а также твердые сплавы WC-TiC-Co и WC-TiC-TaC-Co, изготовляемые с применением сложных карбидов, получаемых в расплавленной никелевой ванне.
В настоящее время в США для обработки стали преимущественно применяют твердые сплавы WC-TiC-TaC-Co. В Европе они в последние годы также вытеснили ранее применявшиеся титановольфрамокобальтовые твердые сплавы. Так называемые твердые сплавы общего назначения для обработки стали и чугуна также содержат карбид титана и карбид тантала в количестве 5—10%.
Чистые WC-Co твердые сплавы (советские сплавы BK. — Ред.) с содержанием кобальта, %: 3, 6, 9, 11, 13 и 15 почти не изменялись по составу. В последнее время приобрели также интерес сплавы с 18, 20 и 25% Co для износостойких деталей, подвергаемых ударным нагрузкам. Кроме содержания кобальта, изменяют размер частиц карбида вольфрама и степень перемешивания карбида вольфрама и кобальта при мокром размоле.
Для изготовления волок, штампов, валков для холодной прокатки и др. все более распространяется горячее прессование. Для изготовления волок и специальных марок сплавов для строгания, а также для обработки легированного твердого литья применяют сплавы с небольшими добавками карбида титана, карбида тантала и карбида ванадия (1—5%). О горячепрессованных сплавах WC-Co для изготовления волок см.
Во время второй мировой войны вновь приобрели значение (из-за недостатка материалов) безвольфрамовые твердые сплавы. В 1944 г. в Германии для обработки стали были введены в ограниченном объеме сплавы TiC-VC-Ni(Fe). Еще в 1938 г. Киффер указал на техническое значение таких сплавов. В самое последнее время вновь обратили на себя внимание пропитанные твердые сплавы. По-видимому, способ пропитки перспективен для изготовления жаропрочных, окалиностойких, коррозионностойких и вязких сплавов на основе карбида гитана с пропиткой сплавами никель-хром и кобальт-хром.
Историческое развитие твердых сплавов вследствие большого хозяйственного значения нашло отражение также в многочисленных описаниях патентов. Следует указать на перечни патентов. Следующие патенты, без сомнения, оказали влияние на развитие техники изготовления твердых сплавов:
Английский патент 278955 (1927) — изготовление безграфитового твердого сплава.
Германский патент 520139 (1928) — введение кобальта в виде оксалата в твердые сплавы WC-Co.
Германский патент 578815 (1930) — применение твердых сплавов WC-Co для снарядов и снарядных головок.
Германский патент 589597 (1930) — безвольфрамовые твердые сплавы на основе VC-NbC-TaC (со связкой).
Германские патенты 608772 (1928), 629794 (1929) — WC-твердые сплавы со стеллитной связкой.
Германский патент 608664 (1930) — спеченный (или горячепрессованный) твердый сплав из борида циркония (15—50% Zr, остальное бор).
Германский патент 659971 (1931) — твердый сплав борид-нитрид, например, %: 60 TiB2, 34 TiN и 6 Ni, или 78 TaB2, 12 VN и 10 Ni.
Германский патент 667071 (1931) — боридно-карбидный твердый сплав, например WB-WC-Co, TiB2-Co, TaB2-TaC-CrSi2-Co.
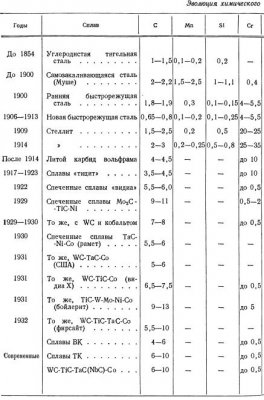
Историческое развитие сплавов для резания отражено в табл. 78, начиная с литых твердых сплавов. Для полноты в эту таблицу включены также сталь и стеллиты.
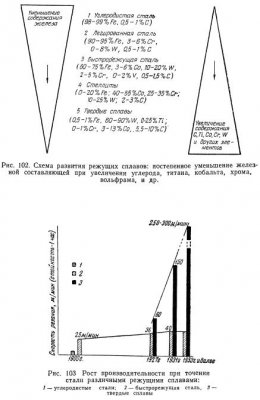
На рис. 102 схематически показано изменение состава режущих материалов в процессе их развития. Доля карбидов тугоплавких металлов, носителей твердости и стойкости при резании, растет в такой же степени, в какой падает содержание металлов группы железа. В литых твердых сплавах доля карбидов одно время достигала почти 100%. В обычных спеченных твердых сплавах содержание связующего металла составляет большей частью от 5 до 13% и только в специальных сплавах применяется меньше 5%, или больше 13% Co. У современных спеченных и пропитанных сплавов содержание связующего металла вновь растет за счет карбидов, достигая 25—50%. Такие твердые сплавы (с высоким содержанием связующего металла) предназначаются не для резания, а в качестве износостойких, жаропрочных и окалиностойких материалов.
В тесной связи с разработкой сплавов для резания находится также коренной переворот в области техники резания, а в последнее время успехи в области борьбы с износом. На рис. 103 представлена картина роста производительности резания при точении стали. С увеличением содержания карбидов, в особенности карбидов вольфрама и титана, значительно повысились скорости резания; в настоящее время сталь с прочностью 40—50 кг/мм2 можно обрабатывать со скоростью 250—300 м/мин с подачей от 1 до 3 мм при глубине резания до 4 мм.
Сплавы с содержанием карбида до 50—60% Ti редко предназначаются для резания вследствие малой прочности при изгибе. Сплавы с содержанием более 25%, карбида титана непригодны для тяжелых обдирочных работ и могут быть использованы только для чистовой обработки. У современных твердых сплавов исключительное экономическое значение имеет тот факт, что производительность при резании инструментом из твердого сплава (например, Т15К6) в 10—30 раз больше, чем при резании соответствующим (т. е. с одинаковым расходом вольфрама) количеством инструмента из быстрорежущей стали. Если первоначально литые и спеченные твердые сплавы изготовлялись только для волок, то позднее сплавы WC-Co и WC-TiC-Co распространились и преобладают в виде пластинок в очень большой области обработки резанием. В последние годы твердые сплавы завоевали новую область применения в качестве износостойких материалов. Здесь в особенности следует упомянуть об обработке давлением, о применении в горном деле и др. Выпуск в период второй мировой войны 100—150 т твердых сплавов в месяц только для бронебойных снарядов и головок к ним свидетельствует также о количественной стороне проблемы твердых сплавов. В самое последнее время спеченные или пропитанные твердые сплавы стали применять в качестве жаропрочных и окалиностойких материалов, а также для изготовления износостойких деталей.