Россыпи киновари по сравнению с коренными месторождениями ртути играют резко подчиненную роль. Однако особенности строения и параметры известных киноварных россыпей позволяют рассматривать их как перспективный тип ртутных месторождений, особенно совместно с их коренными источниками, в рамках единых рудно-россыпных полей.
Большинство известных киноварных россыпей связано с ртутными месторождениями телетермального (прежде всего джаспероидного и лиственитового) и вулканогенного (карбонатно-полиаргиллитового типа) классов. Все они представляют собой типичные россыпи ближнего сноса и пространственно тесно связаны с первичными коренными месторождениями, что определяется особенностями поведения киновари в зоне гипергенеза и в процессе транспортировки. Киноварь, будучи относительно устойчивой химически, сохраняется в корах химического выветривания. В то же время она, в силу своей хрупкости, отличается весьма низкой абразивной прочностью, вследствие чего ее содержания в рыхлых осадках резко подают на удалении уже первых сотен метров — километра от источника питания. Вместе с тем мелкие зерна киновари, преимущественно псаммитовой размерности, могут рассеиваться на значительные расстояния, образуя обширные шлиховые ореолы рассеяния. Последние, хотя и являются важным поисковым признаком коренного оруденения, но напрямую не могут указывать на возможность обнаружения киноварных россыпей. В силу пониженной механической прочности киновари как россыпеобразующего минерала, главным фактором, определяющим возможность сколько-либо значительного накопления ее в рыхлых осадках, является теснейшая пространственная сближенность формы — коллектора с коренным источником.
Как правило, генетически россыпи киновари представляют собой остаточные коры выветривания, элювиально-склоновые, ложковые и аллювиальные типы месторождений. Первые из них особенно широко распространены в районах субтропического и тропического климата, где они приурочены к так называемым «красным глинам», представляющим частично переотложенную кору выветривания латеритного типа — конечный продукт дезинтеграции и эрозии рудовмещающих алюмосиликатных пород. В районах карстового ландшафта известны смешанные элювиально-делювиально-карстовые скопления киновари, приуроченные к карстовым полостям и воронкам (например, в районе Вань-Шань в Китае, где они служили объектами кустарной добычи). Погребенные остаточнокарстовые концентрации киновари описаны также на территории России, в пределах Курайской ртутоносной зоны в Горном Алтае. В умеренных и высоких широтах известны также элювиально-склоновые россыпи киновари, связанные с грубообломочными развалами, покрывающими междуречья и склоны в пределах рудных полей (месторождение Пламенное на Центральной Чукотке). Они имеют характер пластовых залежей мощностью до 3 м и содержат киноварь в количестве до 5 кг/м3, обычно в рудных обломках, в сростках с кварцем, редко в полностью высвобожденном виде; изредка встречается также самородная ртуть. Такие россыпи могут обогащаться по рудной схеме.
Более значительны по масштабам киноварные россыпи ложкового и аллювиального типа. Эти россыпи формируются локально при благоприятных условиях денудации рудных полей. Таковы, например, плейстоцен-голоценовые аллювиальные россыпи месторождения Нью-Альмаден, содержащие киноварь в виде «гальки богатых руд» и служившие объектом промышленной добычи. Киноварные россыпи флювиального ряда — пролювиальные и аллювиальные, как правило, представляют собой четко морфологически оформленные пластовые приплотиковые залежи с мощностью промышленного пласта 0.2-3 м, струйчатого и гнездового строения. Они всегда непосредственно связаны с питающим источником, обычно обнажающимся непосредственно в днище долины или в нижней части ее бортов. Часто пласт непосредственно переходит в рудные зоны, и при сильно трещиноватом плотике бывает трудно определить, имеем ли мы дело с первичными концентрациями или с гравитационной просадкой киновари в водно-аллювиальной среде. Содержание киновари в россыпях ложково-аллювиального генезиса составляет 0.5-5 кг/м3. Протяженность россыпей с таким уровнем содержаний редко превышает 1.5-2 км; исключение может составлять случай, когда минерализованные зоны в днище долины ориентированы вдоль нее, либо при множественных источниках питания. Однако, в настоящее время такие выдержанные киноварные россыпи неизвестны.
Любое нарушение пространственных связей в системе «коренной источник-россыпь» сказывается весьма неблагоприятно на питании россыпей киновари, и они быстро истощаются. Поэтому оптимальным случаем является описанное выше вскрытие источников питания непосредственно в днище самой долины, как это имеет место в наиболее крупной киноварной россыпи Северо-Восточной Якутии, залегающей в предгорьях хр. Кулар, — Уолаах-Кыыс-Юреге. Подобные россыпи киновари известны в пределах других рудных полей киноварных месторождений Северо-Востока.
Наблюдения показывают, что вскрытие источников питания даже в нижнем ярусе склонов умеренно расчлененного низко-среднегорного рельефа уже менее благоприятно для образования долинных россыпей, ибо склоновые шлейфы киновари могут не достигать дна долины. Положение источника в верхнем ярусе склонов или на выравненной поверхности междуречий в лучшем случае способствует образованию шлиховых ореолов с весовыми содержаниями киновари, как это имеет место на многих месторождения киновари Северо-Востока России, в частности на соседних с Уолаах-Кыыс-Юреге киноварных проявлениях, вскрываемых в верхнем ярусе рельефа (Зинкор, Сюрюге и др.).
Высокая трещиноватость пород, в том числе интенсивные пострудные дислокации, свойственные многим месторождениям ртути, обуславливают наличие системы многоярусных полостей, по которым циркулируют грунтовые воды. Это определяет возможность возникновения в подземных полостях своеобразных вторичных гравитационных концентраций рудного материала, часто с весьма высокими содержаниями киновари. Этот тип вторичных залежей киновари, возникающих при участии воды как агента переноса и обогащения, был выделен и описан Р.М. Багатаевым под названием «инфлювиальных россыпей» на Никитовском месторождении киновари в Донбассе.
Большинство известных киноварных россыпей весьма молоды, что является прямым следствием низкой устойчивости киновари при переотложении. Они имеют позднеплейстоцен-голоценовый возраст. Исключение составляют россыпи, выведенные из сферы деятельности денудационных процессов. Такова упоминавшаяся выше россыпь Уолаах-Кыыс-Юреге, рудный пласт которой, сформировавшийся в плиоцен-раннеплейстоценовое время, был погребен вместе с вскрытыми рудными телами уже в конце раннего плейстоцена и тем самым предохранен от последующего разрушения. Вероятно, более широкий возрастной диапазон свойственен также элювиально-карстовым россыпям киновари, но достоверного материала по их датировке не имеется.
Рассмотрим на конкретных примерах геологическое строение двух наиболее перспективных, с нашей точки зрения, типов россыпных концентраций киновари: аллювиальных россыпей унаследованных долин и остаточно-карстовых и карстово-инфлювиальных россыпей.
Аллювиальная россыпь р.Уолах-Кыыс-Юреге в Куйгинском районе в Северо-Восточной Якутии — типичный пример аллювиальных россыпей киновари. Она расположена в пределах Яно-Чондонского пояса с золото-киноварной минерализацией, тяготеющей к Янскому глубинному разлому, разделяющему поля триасовых пород Куларского антиклинория и Юрских пород Полоусненского синклинория. Источником россыпи служит рудопроявление кварц-диккитового типа, основные рудные тела которого вскрываются непосредственно в плотике россыпи. Близповерхностная часть их представляет собой интенсивно минерализованные зоны дробления — сильно трещиноватые, каолинизированные, лимонитизированные и серицитизированные алевролиты и песчаники. Трещины выполнены кварцем, карбонатом и диккитом. Зерна и выделения киновари отмечаются вдоль стенок трещин и между обломков песчаников; встречается также самородная ртуть. Кристалломорфологические особенности киновари позволили В.И. Зубову оценить срез рудопроявления как верхнерудный (устное сообщение). Рудные зоны в плотике россыпи имеют преимущественно северо-восточное простирание, их мощность достигает 10-12 м, а протяженность — нескольких десятков метров. Общее расположение зон кулисообразное. Минерализованная площадь прослежена по простиранию на расстояние около 3 км, а по ширине — от 0.5 до 2 км. Кристаллы киновари в рудах имеют ромбоэдрический и таблитчатый облик, а размеры от 2 до 6 мм. Помимо киновари и самородной ртути в небольших количествах присутствует также метациннабарит; в протолочках обилен пирит (до 80%), характерны также антимонит, халькопирит, сфалерит, а из жильных минералов — кварц, диккит, кальцит, сидерит, барит, людвигит.
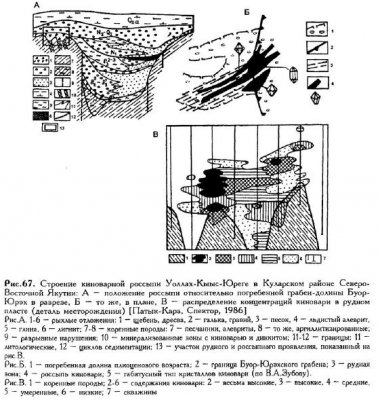
Строение россыпи определяется тем, что ее формирование происходило в краевой зоне Приморской наложенной впадины, составляющей часть кайнозойского шельфового прогиба. Данная часть впадины долгое время представляла собой область нулевых амплитуд, где проходила общая планация рельефа. Кайнозойская деструкция континентальной окраины на первых этапах — в эоцене, олигоцене и миоцене, ознаменовалась только возникновением узких ромбовидных грабенов, заполнение которых происходило в несколько этапов и ознаменовалось накоплением толщи осадков мощностью до 70 м (рис.67, А,Б). Полное отсутствие киновари в этих отложениях свидетельствует о том, что вскрытие оруденение произошло позже, по-видимому, на рубеже миоцена-плиоцена. Оно совпало с этапом существенного изменения морфоструктурной обстановки на участке месторождения, когда дифференцированные блоковые подвижки сменились сначала стабильной обстановкой, при которой протекало площадное выравнивание территории и было вскрыто оруденение, а затем слабым площадным прогибанием, явившимся отголоском нового этапа расширения шельфовой области.
Из разреза россыпи Уолаах-Кыыс-Юреге видно, что она имеет достаточна узкий возрастной интервал и приурочена к базальным горизонтам аллювия плиоцен-нижнечетвертичного возраста. Верхние горизонты указанной аллювиальной пачки, имеющей мощность 8-15 м, так же, как и более молодые четвертичные осадки покровного комплекса практически неметаллоносны.
Морфология россыпи весьма характерна ДЛЯ указанной зоны нулевых амплитуд. Она занимает центральную часть широкой плоскодонной палеодолины шириной около 1.5 км и, на первый взгляд, не контролируется рельефом. При более детальном анализе удается выделить более древнюю, террасовую, и более молодую, долинную части россыпи. В плане это слабо удлиненная в северо-восточном направлении многоструйчатая залежь, состоящая из двух частей. Верхняя (юго-западная) более богатая часть россыпи протяженностью около 1 км залегает на коренном цоколе и тесно связана с рудными телами плотика, нижняя (северо-восточная) — залегает на ложном плотике и представляет собой аллювиальный конус выноса металлоносного материала в долину более высокого порядка и быстро выклинивается (см. рис. 67,Б).
Рудный пласт имеет мощность 0.4-3.5 м, образуя раздувы до 10 м непосредственно над рудными телами (см.рис. 67,В). Содержания киновари в пласте составляют несколько кг/м3. Значительную часть тяжелой фракции, помимо киновари, (от 40 до 90%) составляют пирит и ильменит; резко снижено, по сравнению с коренными рудами, содержание сульфидов, зато постоянно присутствуют такие типичные сквозные минералы россыпных ассоциаций, как гранат, циркон, турмалин, монацит и др.. Генетически в составе пласта удается выделить элювиальный горизонт и пластовую залежь перстративной фазы, в составе которой, как указывалось выше, можно различить по крайней мере две возрастные генерации, отвечающие разным этапам развития палеодолины.
Как уже указывалось выше, возрастной интервал россыпи крайне сужен. Коренной источник, только начав вскрываться, вскоре был погребен вместе с возникшей россыпью, тем не менее успев создать довольно крупную богатую залежь. Представления о верхнерудном срезе подтверждаются значениями коэффициентов геохимической зональности As/Hg и Sb/Hg, которые возрастают с глубиной, а также морфологией киновари в россыпи. В последней преобладают сравнительно простые таблитчатые кристаллы киновари с хорошо развитыми гранями пинакоида треугольной и шестиугольной формы, что говорит в пользу верхнерудного среза оруденения близповерхностного типа,
Инфлювиалъные россыпи киновари на Никитовском месторождении в Донбассе выделены Р.М.Багатаевым как новый тип богатых киноварных руд. Эти залежи были впервые обнаружены и описаны им в подземных пострудных полостях в зоне разлома «Секущая», Установлено, что они формируются в результате переноса и отложения циркулирующими на месторождении подземными водами (в том числе поступающими с поверхности) дезентегрированного обломочного рудного материала. Их вместилищем являются пострудные полости, особенно широко распространенные на глубинах 400-600 м от поверхности и возникшие как результат взбросовых смещений жил, которые благодаря этому приобрели криволинейную ступенчатую форму. Это способствовало приоткрыванию полостей на пологих участках жил, где и откладывался переносимый водой дезинтегрированный рудный материал, поступавший как из приповерхностных частей месторождения, так и из сильно дробленных жил более глубоких горизонтов. Отмечено, что дезинтеграция рудоносных песчаников, являющаяся одной из предпосылок возможности их размыва подземными водами, вообще широко проявлена на Никитовском месторождении, особенно по жиле 10-бис в Софиевском рудном пласте.
Наиболее благоприятным для формирования инфлювиальных вторичных залежей явился участок пересечения разломом зоны «Секущая» пласта чегарникских песчаников вблизи его контакта с подстилающими сланцами. Именно здесь были обнаружены наиболее богатые залежи с содержанием киновари в среднем от 0.5% До 8%, представляющие собой несортированную обломочную породу щебнисто-дресвяно-песчаного состава в глинистом заполнителе, содержащую киноварь как в сростках с породой, так и в высвобожденном виде.
Инфлювиальные россыпи киновари Никитовского месторождения могут рассматриваться как новый тип вторичных руд, присутствие которых должно учитываться при оценке тех или иных частей и горизонтов месторождения. Водная среда, в которой они образовались, и гравитационный механизм сепарации рудного вещества, позволяет относить их к россыпным скоплениям, а условия залегания (вне связи с поверхностью) более всего сближает их с глубокозалегающими подземными карстовыми россыпями, например, оловоносными карстовыми Юго-Восточного Китая (рудный район Пингуи), которые успешно отрабатываются подземными выработками.
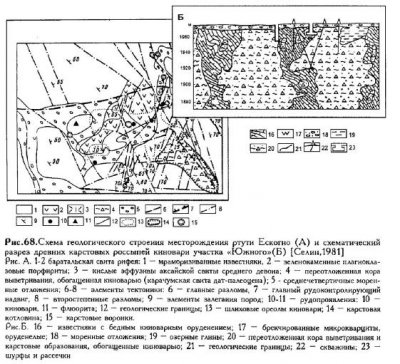
Следует отметить, что киноварные россыпи карстового комплекса, видимо, еще недостаточно изучены на территории России и других стран СНГ. Об этом свидетельствует, в частности, описанные П.Ф. Селиным остаточно-карстовые киноварные месторождения в пределах Курайской ртутной зоны в Горном Алтае. В указанном районе развитие погребенного карста установлено в пределах многих ртутных рудных полей. В частности, на месторождении Есконго находящемся в 30 км от эксплуатировавшегося Акташского месторождения, погребенный карст, выполненный содержащими киноварь рыхлыми осадками, развит на мраморизованных известняках рифея, преимущественно в юго-восточной части месторождения, занимая площадь чашеобразной ложбины диаметром 2.5-3 км. Глубина отдельных карстовых полостей колеблется от 5 до 60 м и, вероятно до 100-150 м (рис. 68,А).
Наиболее древние осадки, выполняющие карстовые полости, щебнистые суглинки карачумской свиты дат-палеоценового возраста, представляют собой продукты мезозойской коры выветривания рудоносных пород, переотложенные в делювиально-пролювиальных шлейфах и мелких водоемах. Наряду с щебнем рудоносных и вмещающих пород, суглинки содержат глинисто-марганцево-железистые окаташи диаметром до 2-10 см — продукт разрушения образований типа «железных шляп» из верхних горизонтов коры выветривания. В осадках также широко проявлена пигментация окислами марганца и железа. Киноварь в описанных отложениях встречается в значительном количестве как в виде угловатых или слабоокатанных зерен размером 1-5 мм и их обломков до 1-1.5 мм, так и в щебне метасоматических кварцитов, реже — в обломках известняков и кальцита. Максимальные концентрации киновари в древнем карсте — первые кг/м3 — наблюдаются среди грубообломочных образований вблизи бортов карстовых полостей, в существенно глинистых осадках центральной части воронок ее концентрации падают. В сравнительно небольших карстовых полостях присутствуют также собственно карстовые киноварные россыпи, приуроченные к карманам песчанистых глин с включением обломков оруденелых известняков и микрокварцитов (см. рис. 68,Б). Киноварь встречается и в покровных образованиях среднечетвертичной морене, которая в целом отличается фоновыми содержданиями киновари. Сохранившиеся под ней четвертичные карстовые воронки имеют глубину до 5-6 м и характеризуются содержаниями киновари на порядок ниже тех, что наблюдаются в древнем карсте, причем всегда только непосредственно над рудными телами.

Россыпи киновари в древнем карсте, как следует из описания, весьма близки «красным глинам» Южно-Китайской провинции. Они рассматриваются П.Ф. Селиным как самостоятельный тип мономинеральных ртутных руд рудного поля Есконго.
Следует заметить, что признаки рудоносного карста с аналогичными по генезису остаточно-гравитационными концентрациями киновари известны и на промышленном Акташском месторождении, где они были вскрыты эксплуатационными выработками в рудоносных известняках поднадвиговой толщи на глубинах 150-450 м от поверхности. Одна из таких камер представляет собой полость объемом более 3000 м3, которая выполнена желтовато-бурыми песчанистыми глинами с включением частично окатанных (!) обломков песчаника, кальцита и кварцитов. Такой состав обломков и их окатанность свидетельствуют о значительном переносе материала, Киноварь встречена в виде зерен размером до 0.5 см, также слабо окатана; на поверхности выветрелых и ожелезненных обломков присутствует самородная ртуть. Встречаются и более крупные подземные полости площадью 100х25 м, также выполненные рудоносным материалом с признаками значительного перемещения. Нетрудно видеть, что эти образования во многом близки описанным Р.В. Багатаевым подземным «инфлювиальным» россыпям Никитовского месторождения, с той только разницей, что формировавшие их подземные воды циркулировали в полостях, созданных карстом, в то время как на Никитовском месторождении последние обусловлены трещиноватостью пород.
Рассмотренные особенности строения известных киноварных россыпей позволяют сделать следующие выводы.
1. Несмотря на то, что киноварные россыпи занимают весьма незначительное место среди других промышленных типов ртутных месторождений, они могут вносить весомый вклад в структуру запасов отдельных ртутных рудных полей и районов, формируя легко обогатимые залежи с содержаниями киновари первые кг/м3.
2. Среди различных типов киноварных месторождений преимущественными россыпеобразующими свойствами обладают месторождения кварц-диккитового карбонатно-аргиллитового типа. Однако, в силу специфических миграционных свойств киновари (относительная химическая устойчивость и весьма низкая абразивная прочность), главным критерием при оценке перспектив возможных киноварных россыпей является локальный фактор — тесная пространственная связь оцениваемых форм-коллекторов (логов, долин, карстово-эрозиоиных ловушек и др.) с коренным оруденением. Любое нарушение этих связей резко снижает возможность появления промышленно ценных россыпных концентраций киновари.
3. Выявленные сравнительно недавно на территории России (Горный Алтай) погребенные остаточные элювиально-делювиально-карстовые россыпи «южно-китайского» типа, заставляют серьезно пересмотреть перспективы формаций древних кор выветривания в отношении выявления промышленных объектов данного типа.
4. Гравитационная сепарация киновари может осуществляться не только в поверхностных условиях. В карстующихся породах и в сильно трещиноватых массивах металлоносных пород, подвергавшихся интенсивной пострудной деформации, возможно образование глубинных вторичных скоплений киновари водно-гравитацинного происхождения. Эти вторичные образования — «инфлювиальные россыпи» Никитовского месторождения, подземные карстово-флювиальные концентрации Алтайских месторождений локализованы непосредственно в пределах ртутных месторождений и представляют особый тип киноварных руд, обогащаемых гравитационными методами; в определенных условиях они могут отрабатываться подземным способом.