С учетом отмеченных различий в поведении россыпеобразующих минералов в процессах седиментогенеза различаются две главные тенденции в формировании минеральных парагенезисов россыпей, отражающие соотношение процессов миграции и концентрации полезных минералов. Целесообразно напомнить, что эта важнейшая особенность процесса россыпеобразования впервые была отмечена более 40 лет назад И.П. Херасковым, К.В. Потемкиным и А.Н. Спицыным в 1959 г. именно при изучении обширного класса редкометалльных россыпей, которые включают весьма широкий спектр минералов, обладающих различной миграционной способностью.
Первая из этих тенденций — это постепенное разрушение, истирание минеральных зерен, уменьшение их крупности, рассеяние минералов и, как частный случай, выпадение из минеральных ассоциаций наименее прочных компонентов. На фоне этого рассеяния может иметь место относительная концентрация минералов, но в геологически значимые отрезки времени эти скопления все равно разрушаются, сохраняясь лишь в локальных структурно-седиментационных ловушках. К данной категории россыпей относятся россыпи золота, минералов платиновой группы, олова, редких металлов и многие другие. С.И. Гурвич на примере редкометалльных россыпей подчеркивал, что суммарная масса заключенных в таких россыпях полезных минералов всегда меньше их суммарной массы, заключенной в объеме удаленных пород коренного источника. Это — россыпи денудационного рельефа, они редко сохраняются в процессе геологической эволюции территорий и, как правило, редко встречаются в составе ископаемых россыпных формаций, хотя имеются и исключения (россыпь Томтор).
Вторая тенденция заключается в постепенном «очищении» минеральных ассоциаций от неустойчивых компонентов на пути переноса и переотложения и в формировании новых минеральных ассоциаций, которые складываются по признаку высокой устойчивости, невысокой плотности минералов (менее 4.5) и малой размерности их зерен, ограниченной узким диапазоном (0.04-0.16 мм). Это — россыпи конечных бассейнов седиментации, а именно комплексные редкометалльно-титановые россыпи, называемые также «россыпями тяжелых минералов» (heavy mineral placers), чем подчеркивается их полиминеральный состав. Концентрация полезных рудных минералов в них в десятки (до 100) раз превышает их исходные содержания в породах первоисточников, где они часто присутствуют в весьма малых количествах, часто в виде акцессорное. Эти россыпи представляют собой продукт абсолютной концентрации ценных минералов. Обычно они хорошо сохраняются в составе ископаемых осадочных формаций.
Обе тенденции отчетливо проявляются в процессе формирования и трансформации минеральных парагенезисов россыпей, которые складываются под влиянием многих факторов и соответственно представляют собой многофакторные системы.
Минеральные ассоциации россыпей первой группы (россыпей ближнего сноса, proximal placers) формируются, прежде всего, в процессе смешения исходных минеральных ассоциаций пород и руд области питания и лишь в последующую очередь под влиянием сортировки минералов и их концентрации на тех или иных структурных, фациальных и динамических барьерах. Даже если в подготовке материала участвовали процессы химического выветривания, способствующие «очищению» минеральных ассоциаций от неустойчивых минералов, эти ассоциации, как правило, крайне неупорядочены. Можно даже утверждать, что формирование минеральных ассоциаций россыпей ближнего сноса само по себе не имеет прямого отношения к россыпеобразующему процессу в долинах, эффективность которого определяется суммарным объемом (массой) поступившего в долины рудоносного материала и условиями остаточной концентрации рудных минералов на локальных барьерах.
Эта особенность минерального состава россыпей ближнего сноса отчетливо проявляется в статистических параметрах их минерального поля, которое является крайне неупорядоченным, например, находит отражение в значениях главных компонент. Первая главная компонента, доля которой указывает на степень упорядоченности минерального поля, в россыпях ближнего сноса обычно не превышает 10-18%. При этом главные рудные минералы, так же, как и их минералы-спутники, могут вообще не входить в состав этой компоненты. Например, в комплексной алмазо-редкометалльно-золотоносной россыпи Ичет-Ю на Среднем Тимане, представляющей собой образование континентальной дельты, полезные минералы и их спутники входят в состав разных главных компонент, ассоциируя с минералами, указывающими на состав пород первоисточников. С учетом сказанного выше, возможной мерой направленной изменчивости минеральных ассоциаций в россыпях ближнего сноса, например, в оловоносных, может служить также энтропия минерального поля, значения которой закономерно возрастают от минимальных (менее 15) — в долинах, расположенных в непосредственной близости от коренных источников в пределах рудно-россыпных узлов, к средним (15-30) — в контуре рудно-россыпных зон, до высоких (60-75) — за пределами последних. Фоновые («безрудные») площади характеризуются значениями энтропии более 70. Это позволяет рассматривать энтропию минерального поля в качестве одного из возможных прогнозно-поисковых показателей для оценки потенциально россыпеносных площадей.
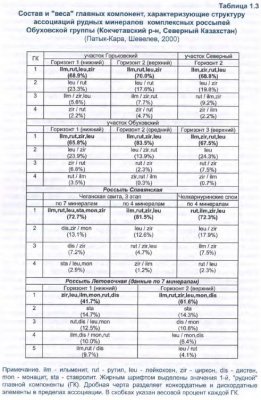
Противоположная тенденция формирования минеральных парагенезисов россыпей — по принципу подбора минералов, обладающих сходными миграционными свойствами, при менее заметном влиянии состава пород области питания, характерна для россыпей дальнего переноса (distal placers) и определяет достаточно высокую упорядоченность минеральных ассоциаций россыпей. Причем, чем совершеннее динамическая сортировка минералов по гидравлической крупности, тем более эффективным является собственно рудный процесс, и, если оценивать его эффективность статистическими методами, например, с помощью метода главных компонент, тем выше доля первой главной компоненты, в состав которой входят все полезные минералы — ильменит, циркон, рутил, лейкоксен, дистен, ставролит. Иными словами, в россыпях дальнего переноса упорядоченность минерального поля, отраженная в корреляционных связях главных минералов и в высокой доле 1-ой главной компоненты (1 ГК), является показателем эффективности рудного (в данном случае, россыпного) процесса (таблица 1.3). Поэтому, так же, как и в выше описанном случае, значения 1 ГК могут служить прогнозно-поисковым критерием при оконтуривании россыпных площадей: отдельные рудные залежи характеризуются значениями 1 ГК=65-70, россыпное поле в целом -значениями более 50-55, а потенциально-россыпной район — значениями 40-45. Безусловно, определенный вклад в структуру минеральных ассоциаций россыпей дальнего переноса вносит также влияние источников сноса, которое максимально в непосредственной близости от области развития пород-первоисточников (в частности, в районах развития комплексных титано-циркониевых россыпей I типа, по С.И. Гурвичу и А.М. Болотову) и резко снижается с удалением (в районах Il типа). Например, в Зауральской зоне Западно-Сибирской россыпной провинции, где влияние области сноса Урала проявляется в тесной корреляционной связи в паре минералов базитового происхождения «магнетит(титаномагнетит)-хромит» в противовес остальным минералам рудного парагенезиса. Точно так же в минеральных парагенезисах титано-циркониевых россыпей Ставропольского района проявляется влияние Кавказской суши, несмотря на то, что значительная доля минералов имеет транзитное происхождение.

Изменение внутренней структуры минеральных парагенезисов, в частности, нарушение корреляционных связей между минералами россыпей, происходит также под влиянием привходящих факторов, каковыми могут быть локальный размыв и ветровая деструкция рудоносных осадков или наложение эпигенетических процессов. Например, изменение структуры минеральных парагенезисов выражено в вертикальном разрезе рудоносных песков Центрального титано-циркониевого месторождения (Европейская территория России), верхняя часть которого представлена палеодюнным комплексом. В этой части пласта наблюдается вторичная «рассортированность» минеральных парагенезисов по сравнению с весьма упорядоченными ассоциациями подстилающей части россыпи. Это явление отражает различные условия транспортировки минералов в воздушной среде, менее плотной и менее вязкой по сравнению с водной средой, в которой происходила сортировка минералов подстилающей прибрежно-морской сублиторальной россыпи.