Как указывалось ранее, особую группу собственно титановых россыпей составляют ископаемые ильменитовые россыпи (ильменитоносные песчаники), формирующиеся в районах развития древнего траппового вулканизма. Соответственно эти россыпи входят в состав россыпных формаций осадочного чехла древних платформ, переживших этап тектоно-магматичеекой активизации с трапповым-кимберлитовым магматизмом. В пределах России известно два района развития россыпей данного типа: на юге Сибирской платформы (Приангарье и Тулунский район в северо-западной части Иркутского мезозойского угленосного бассейна) и на юге Русской плиты (Павловский район на склоне Воронежского щита, испытавшего отголоски процесса девонской авлакогенизации). Сегодня перспективы указанных россыпей недостаточно определены. Россыпи Тулунской группы нуждаются в переоценке, россыпи же Павловского района пока могут рассматриваться только как потенциально перспективный тип россыпных месторождений титана.
Россыпная ильменитоносность юго-восточной периферии Сибирской платформы связана с продуктами выветривания и перемыва трапповых пород и ассоциирует с континентальными формациями. О том, что выветривание способствовало широкому высвобождению ильменита из коренных пород, свидетельствует пример Mадашанского месторождения ильменита в высокоглиноземистой (латеритной) коре выветривания мезозойского возраста, развитой по долеритам трастовой формации. Месторождение располагается на правом берегу р. Ангары в восточной части Красноярского края. Оно имеет площадь около 10 км2 при средней мощности пласта 10 м, пород вскрыши — 10 м и среднем содержании ильменита 42 кг/м3. Попутным компонентом руд является циркон, содержащийся в резко подчиненных количествах (0.6 кг/м3). В настоящее время АО «Богучаннефть» выдана лицензия на отработку месторождения.
Тулунское месторождение слабосцементированных ильменитоносных песчаников расположено вблизи одноименного населенного пункта в бассейне р. Ия. Оно залегает в толще континентальных образований трошковской свиты нижней юры и состоит, по существу, из нескольких невыдержанных по ширине и простиранию россыпей.
По мнению А.Ф. Китайника, ВА. Блинова и др., в составе продуктивной толщи выделяются два генетических типа залежей:
1. Прибрежно-озерные-дельтовые россыпи крупных озерных бассейнов, служивших коллекторами материала с близлежащих трапповых массивов (мугунский тип). Россыпи этого типа сложены относительно хорошо сортированными средне-мелкозернистыми песками, Площадь отдельных россыпных залежей составляет до нескольких квадратных километров, они имеют линзовидную форму и сравнительно бедны ильменитом, крупность которого составляет 0.08-0.2 м.
2, Концентрации ильменита в песчано-глинистых осадках сообщающихся между собой мелких заболоченных озер (казаковский тип). Характеризуются сложной в плане морфологией отдельных россыпных залежей с быстрым выклиниванием по простиранию и ширине. Для них свойственны невыдержанный литологический состав при значительной доле алевролитов, аргиллитов, присутствие сидерита и углистого вещества. Характерно, что содержания ильменита отмечаются как в песчаниках (20-40 кг/м3), так и в песчанистом аргиллите (38 кг/м3) и в аргиллите (22 кг/м3). Песчаники имеют полевошпатово-кварцевый состав (при соотношении кварц : полевой шпат = 7:2). Ильменит составляет до 93% тяжелой фракции, аутигенные минералы — сидерит и бурый железняк — от 20 до 90%: доля прочих тяжелых минералов не превышает первых процентов. Ильменит представлен преимущественно весьма мелкими зернами — более 70% его концентрируется в классе 0.1-0.01 мм; он присутствует в виде либо остроугольных обломков неправильной формы, либо мелких хорошо ограненных пластинчатых кристаллов, не окатан и слабо изменен — доля лейкоксенизированных зерен составляет не более 1-2%. Все это свидетельствует о низкоэнергетической среде, в которой происходило образование россыпных залежей.
Среднее содержание диоксида титана в рудных песках Тулунского месторождения составляет 3,1-3.4%. Ильменит практически неизменен, содержит около 50% TiO2 и отличается ничтожным содержанием Cr2O3 (0.034%), что делает его пригодным для получения пигментного диоксида титана по сернокислотной технологии.
Тулунское месторождение рассматривается как один из возможных первоочередных объектов освоения среди титаноносных россыпей на территории Восточной Сибири. Главной технологической проблемой при его освоении является слабая степень извлечения мелких фракций ильменита (менее 0.04 мм) традиционными гравитационными способами, при которых более 50% ильменита уходит в отвал. Это послужило причиной того, что запасы Тулунского месторождения не были утверждены ГКЗ СССР в 1965 г, В настоящее время дораэведка месторождения не требуется, а работы по его доиэучению должны быть направлены на совершенствование технологии получения концентратов с более высокими (более 50%) показателями извлечения ильменита. Разработка такой технологии будет способствовать быстрому вводу месторождения в эксплуатацию, тем более, что Иркутским заводом тяжелого машиностроения уже приобретена лицензия на его освоение.
Ильменитоносные средне-верхнедевонские песчаники юга Русской плиты имеют целый ряд отличительных черт. При формационной близости питающих источников, от описанных выше россыпей их отличает сама обстановка образования. Если ильменитоносные песчаники Тулунского района отделены во времени от образования трапповых покровов значительным этапом денудационного развития территории и принадлежат к олигомиктовой кварцевой угленосной формации континентального типа, то формирование ильменитсодержащих россыпей юга Воронежской области шло одновременно с вулканической деятельностью и в непосредственной близости от центров извержения, что определило их принадлежность к вулканогенно-осадочной формации платформенного типа. При этом проявления ильменитовой минерализации заключены как в самом пирокластическом материале (туфобрекчиях, туфах и туффитах), так и в продуктах их синхронного или последующего переотложения в прибрежной зоне мелководного бассейна.
Мономинеральный ильменитовый состав россыпей и специфический, вулканогенный, источник его поступления дали основание Н.Н. Иконникову рассматривать эти россыпи в рамках самостоятельной продуктивной формации павловского типа. Она тяготеет к южной, краевой части Русской платформы, подвергшейся в среднем девоне (в живетское время) интенсивному раскалыванию по разломам северо-западного и субмеридионального простирания, вдоль которых развивалась вулканическая деятельность и закладывались узкие грабенообразные прогибы, в которых происходило осадконакопление. Одним из таких разломов явился Лосевско-Мамоновский, проходящий по северо-восточному флангу Павловского выступа фундамента.
По данным И.Н. Быкова, Б.Н. Одокия и др., девонский вулканизм развивался в два этапа. На первом из них, на рубеже среднего — верхнего девона (начало франа, ястребовское время) вулканическая деятельность носила эксплозивный характер и сопровождалась образованием широкого спектра вулканогенно-осадочных пород — от туфобрекчий, туфов и туффитов околожерловых фаций до фаций дальнего переноса, отлагавшихся в прибрежной зоне бассейна (вулканомиктовых и полимиктовых песчаников и алевролитов с различной долей пирокластического материала). На втором этапе, в начале верхнего франа (петинское-евланское время) произошли излияния и очаговые взрывы базальтовых лав, которые по своему составу относятся к Трапповой формации. Предполагается также проявление кимберлитового магматизма, о чем свидетельствует широкое распространение в девонских осадочных и вулканогенно-осадочных породах, помимо ильменита, минералов кимбрелитового комплекса — пикроильменита, пиропа, хром-диопсида, хромшпинелидов.
Выделяется по крайней мере два наиболее отчетливых стратиграфических уровня ильменитоносных россыпей: низы франа (ястребовский горизонт, по другим авторам — муллинские слои живетского возраста) и рубеж франа-фамена (мамоновская свита, петинские слои).
Ильменитоносные вулканогенно-осадочные породы занимают полосу, ориентированную в северо-западном направлении в соответствии с положением склона Воронежского массива и ориентировкой Лосевско-Мамонского разлома. Ее протяженность составляет до 100 км при ширине 20-40 км. Глубина залегания продуктивных пород колеблется от первых метров — в долине р. Дон до 260 м на междуречьях, составляя в среднем 50-70 м. Ильменитоносны в основном грубообломочные туфы и туффиты с обломками пород основного состава, а также вулканомиктовые песчаники с наибольшим содержанием туфогенного материала, развитые в полосе протяженностью около 35 км. Обогащенные ильменитом прослои и пачки имеют мощность от 2-3 до 10-11 м. Тяжелая фракция туфов и туфопесчаников представлена свободным ильменитом (10-50%), обломками хлоритизированных эффузивов с включениями ильменита (от 1 до 80%), аутигенным сидеритом (от 3 до 85%); в виде незначительной примеси могут присутствовать хромит, гранаты, рутил, анатаз, лейкоксен, апатит, циркон.
В области развития вулканогенно-осадочных пород выявлено несколько рудоносных площадей: Павловская, Нижне- и Верхне-Мамоновская, Семилукская и др.. Однако потенциально промышленный интерес представляет только отдельные участки со средними содержаниями ильменита около 100 кг/м3. В.А. Блинов с соавторами указывают, что одна из выявленных россыпей имеет следующие параметры: средняя мощность пласта 6 м (до 10-11 м) и глубина залегания 40-50 м при коэффициенте вскрыши 1:6 — 1:3.
Примером может служит месторождение Нижний Мамон, наиболее богатая часть которого вскрывается в долине одноименной реки. Оно занимает площадь около 10 км2, характеризуется средней мощностью песков 6 м, торфов — 40 м и средними содержаниями ильменита около 100 кг/м3. Рудный пласт приурочен в основном к туфогенным крупнозернистым оолитовым песчаникам ястребовского горизонта, в меньшей мере — к ильменитсодержащим туфам, туффитам, аргиллитам и пелитоморфным породам (рис. 79).

Согласно данным изучения технологической пробы (ГИРЕДМЕТ), песчаники содержат в среднем 6.5% диоксида титана и около 35% оксидов железа, или в минеральном выражении — около 9.5% ильменита и 5.7% титаномагнетита, которые и являются основными носителями титана в породе (около 9% Ti связано также с хлоритом и сидеритом). Оба минерала характеризуются весьма малым размером выделений — основная масса титана (90%) сосредоточена в классе менее 1 мм и в среднем относительно равномерно распределена между классами в диапазоне 1-0.5+0.005 мм. При этом более 62% самого ильменита сосредоточено в классе —0.02 мм (что находится ниже нижнего предела извлечения — 0.03 мм, принятого при обогащении этой руды в Институте Стали, данные ГИРЕДМЕТ). Содержания TiO2 в ильмените колеблются в пределах 45-49%, FеO+Fe2O3 — 43-49%, Mg — 4-6% (в магнитных разностях). Условно различаются две разновидности ильменита — магнитный и слабомагнитный, отличающийся большей степенью вторичных изменений, аналогичных описанным выше для россыпей Иршинского района (см. стр.236).
Таким образом, руды месторождения являются труднообогатимыми. Обогащение руды, дробленой до класса — 1 мм, методами гравитационной и магнитной сепарации по развернутой схеме с многими перечистками, дало возможность получить концентраты с содержанием TiO2 всего 40%, при сквозном извлечении лишь 23%. Основные потери связаны со шламовой фракцией, а также с немагнитной фракцией чернового концентрата. Более перспективным представляется флотационная схема обогащения песчаников.

Несколько иной состав имеет Верхне-Мамоновское месторождение, расположенное вблизи долины р. Дона. Среди других участков оно отличается относительно малой долей вулканогенного материала и аркозовым составом песков и характеризует обстановки, достаточно удаленные от центров эксплозивной деятельности. Литологически это песчаники с прослоями конгломератов в темносером серицит-эпилотовом, часто железистом цементе (рис. 80). Единственным промышленным рудным минералом является ильменит, присутствующий в виде неокатанных и слабоокатанных зерен. Из других минералов в виде примеси присутствуют лейкоксен, рутил, циркон, лимонит, ставролит, пирит, Марказит. Средняя мощность рудного пласта по месторождению составляет 8,69 м, мощность вскрыши, которой являются меловые, палеогеновые отложения и аллювий р. Дон, — 19 м. Общая площадь выявленной россыпи составляет около 20 км2, а запасы TiO2 в россыпи — 28 млн т при его среднем содержании 6.55%. В россыпи подсчитывались также запасы ZrO2.
Следует отметить, что ильменитоносные песчаники павловской продуктивной формации могут рассматриваться в ряде случаев как возможный объект попутной добычи. Так, например, в контуре карьера Шкурлатовского месторождения гранитов, ильменитоносные туффиты и туфопесчаники ястребовского горизонта, входят в состав пород вскрыши (рис. 81). Титаноносные породы ястребовского горизонта (нижний фран) залегают здесь под четвертичным аллювием террасы р. Дон, верхнемеловыми (гуронскими) карбонатными породами и сеноманскими кварцевыми песками на глубине 25-35 м. Они представляют собой темно-серые и зеленовато-серые туфобрекчии, туфы, туффиты, туфопесчаники, алевролиты мощностью от 0 до 10 м. Литокласты ильменита в туфах и туфобрекчиях имеют характер густой тонкой (0.00п-0.68 мм) вкрапленности («сыпи») остроугольных зерен. Наряду с идиоморфными кристаллами, часты оскольчатые, иногда серповидные зерна, нередко корродированные и скелетные формы, свидетельствующие о перераспределении титана в процессе диагенеза и начальных стадий метаморфизма пород. На отдельных участках содержание ильменита в туфо-, лавобрекчиях и туфах достигает 10%. Другой тип концентраций ильменита — хорошо выраженные тонкие шлиховые прослои в средне-мелкозернистых песчаниках, указывающие на то, что вынос литокласт ильменита из туфов и его сепарация в прибрежной зоне бассейна были пространственно приближены и происходили сразу вслед за отложением пирокластического материала.

Верхняя часть титаноносной толщи ястребовского горизонта затронута латеритным выветриванием с образованием карманов яркого охристого цвета глубиной до 2 м. Подстилается титаноносная толща аргиллитами и алевролитами ардатовско-муллинских слоев среднего девона и кварцевыми песками и песчаниками воробьевского слоя среднего девона, которые в свою очередь ложатся на размытую поверхность протерозойских гранитов.
При разработке стратегии безотходного производства, учитывается возможность утилизации пород вскрыши карьера, в том числе и ильменитоносных песчаников ястребовского горизонта. Промышленный интерес, помимо них, могут представлять четвертичные пески как строительные материалы, туронский писчий мел, бентонит-каолинит-монтмориллонитовые глины ардатовско-мулинского горизонта.
В целом промышленные перспективы ильменитоносных туфов и туфогенных песчаников верхнего девона остаются недостаточно изученными, а их доля от суммарных ресурсов титана ненамного превышает 1%. Имеется и другая точка зрения. Н.Н. Иконников, выделяющий в составе павловской продуктивной формации два литолого-фациальных комплекса: нижний, ястребовский, островного типа, с содержанием ильменита в тяжелой фракции 90% и более (Павловская россыпь), и верхний, петинский, дельтового типа с содержанием ильменита около 70 % (Семилукская и др. россыпи), оценивает суммарные прогнозные ресурсы верхнедевонской ильменитоносной вулканогенно-осадочной формации Павловского района цифрой, в более чем 10 раз превышающей существующую оценку.
Отрицательным обстоятельством формации в целом является значительная глубина залегания продуктивных пород и сложность извлечения ильменита, большая часть которого присутствует в виде сростков в эффузивной массе.
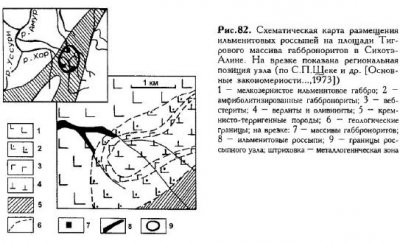
К числу новых потенциально промышленных типов титановых россыпей относятся выявленные в последние годы аллювиальные ильменитовые россыпи бассейна р. Катэн на юге Хабаровского края с попутным золотом (рис. 82). Россыпной узел расположен в северной части хр.Сихотэ-Алинь в районе Катэнской группы интрузий, приуроченной к узлу пересечения антиклинория зоной Надань-Хада-Бикинского разлома. По данным С.А. Щеки и др., на площади питания россыпей насчитывается около 10 тел пироксенит-верлитового и габброноритового состава. Наиболее крупные массивы, такие, как Тигровый, имеют концентрически-зональное строение. Обогащенные ильменитом мелкозернистые разности габброноритов (ильменитовые габбро) слагают северную и восточную часть массива. Они характеризуются весьма высокими содержаниями TiO2 (около 10-15%). Ильменит составляет 70-90% суммы рудных минералов. Он содержится в виде мелкой вкрапленности совместно с магнетитом либо образует шлировые выделения, а также участки сплошных сидерит-ильменитовых руд, Ильменит легко высвобождается из руд, давая начало многочисленным россыпям. Помимо него, из габброноритов в россыпи поступают также магнетит, пирротин, рутил, сфен.
Повышенные концентрации ильменита — от 10 до 130 кг/м3 — установлены в аллювии р. Кэдеми, ручьев Безымянный 1 и 2, Лиственный, Угундчи-2, Охотничий, Тигровый. Россыпи приурочены к аллювию современного днища и низкой террасы. Протяженность перспективных на ильменитовые россыпи участков долин составляет от 2 до 8 км при ширине залежей от 90 до 375 м. Средняя мощность пласта 1-3 м, торфов — 0.3-5,2 м при среднем содержании ильменита 13.8-95.1 кг/м3.
В пределах узла выявлены как собственно ильменитовые россыпи, так и россыпи с попутным золотом (при содержании золота 0.1-0.3 г/м3). Известны и собственно золотые россыпи с попутным ильменитом при содержании последнего 10-15 кг/м3. Так, например, при разведке золотых россыпей по ручьям Безымянный-2 и Охотничий высокие концентрации ильменита были выявлена как в пределах золотоносного контура, так и за его пределами. Подсчитанные запасы (по категории C2) отдельных долинных ильменитовых россыпей невелики и колеблются от 10-15 тыс.т (в золотоносных россыпях) до 70-100 тыс.т в собственно ильменитовых. Суммарные ресурсы ильменитовых россыпей Катэнского узла (по категории ) составляют 1.5 млн т ильменита при среднем его содержании в песках 10 кг/м3.
Лабораторные исследования ильменитовых песков показали, что путем гравитационной и магнитной сепарации из них возможно получение ильменитовых концентратов I сорта (с содержанием TiO2 45.5-46%), II сорта (с содержанием TiO2 — 43,6%), промпродуктов в соотношении 1:3:1 при сквозном извлечении ильменита из песков 54.2%. Полученные концентраты испытывались для получения опытной партии высококачественных электродов и черных эмалей.