Конструкция стыков. Соединять элементы сваркой можно в стык, внахлестку, тавром и углом (рис. III—9).
Для удобства передачи силовых потоков наиболее совершенными являются соединения в стык, так как в них меньше отклоняются силовые потоки, а следовательно, возникают наименьшие концентрации напряжений. Поэтому из всех сварных соединений под динамической нагрузкой лучше работают соединения в стык. Кроме того, эти соединения наиболее экономичны по затрате материалов. Их недостатки — необходимость весьма точно резать соединяемые элементы, а часто и разделывать кромки.

Ручную сварку в стык можно вести без специальной обработки кромок (рис. III—10) при толщине δ соединяемых элементов до 8 мм, а при автоматической до δ=20 мм. При большей толщине элементов кромки их скашивают под углом для удобства сварки и для обеспечения полного провара. Размеры углов скоса даны на рисунке III—10; их можно найти в ГОСТах 5264—58, 8713—58, 11533—65 и в заводских нормалях. Скосы можно делать только с одной стороны — V-образныйшов или при большой толщине соединяемых элементов с обеих сторон — Х-образный шов (рис. III—10,в, е). У Х-образного шва меньше объем, а следовательно, и меньше расход наплавленного металла.

Эти факторы, а также симметричность расположения шва благоприятно отражаются на усадочных деформациях (уменьшая их) и на других проявлениях температурного эффекта. Недостаток Х-образного шва — трудность контроля за качеством провара средней части, повышенная трудоемкость изготовления и необходимость работать с двух сторон изделия, для чего последнее приходится перевертывать (кантовать). Односторонняя сварка V-образным швом проще в отношении производства работ, допускает контроль за проваром корня шва (узкой его части) и последующее усиление со стороны корня (обратная подварка, рис. III—11). Скос кромок можно делать только в одном из стыкуемых элементов (рис. III—10,б, д), что удобно, например, в горизонтальных стыках вертикальных элементов.

Кромку скашивают у верхнего элемента, а кромка нижнего образует горизонтальную площадку.
Для уменьшения объема наплавленного металла при соединении толстых элементов на заводах, имеющих специальное оборудование, применяют U-образный шов с криволинейной обработкой кромок и малым углом наклона их (рис. III—10, г, ж).
Зазор между элементами, соединяемыми без скоса кромок, зависит от их толщины и составляет 1—2 мм. При разделке кромок оставляют зазор 2 мм. Ширину нескошенной части кромок — притупления обычно назначают равной 2 мм. Скос кромки не доводят до ее конца для того, чтобы устранить возможность сквозного прожога острой и тонкой части элемента.
При автоматической и полуавтоматической сварке толщины соединяемых элементов могут быть значительно больше, чем при ручной (на рисунке III—10, в скобках). Размеры разделки кромок при автоматической и полуавтоматической сварках зависят от способа их выполнения: без применения подкладок и подушек и с применением их, без ручной подварки или с нею и т. п. Углы раскрытия швов несколько меньше, чем при ручной сварке, или такие же; глубина скосов кромок распространяется на меньшую часть толщины.

В случае соединения стыковым швом листов разной толщины переходить от большой толщины δ’ к меньшей δ можно за счет соответствующего оформления наружной поверхности шва (рис. III—12,а). Такой к прием допустим при статических нагрузках и при малой разнице в толщинах соединяемых элементов, СНиП требует δ’—δ<4 (2,5 мм) и δ’—δ≤1/8(1/12)δ (в скобках — для сталей высокой прочности). При большей разнице в толщинах (δ’—δ), а также зависимо от δ’—δ при непосредственном воздействии на конструкцию динамических или вибрационных воздействий и при резких колебаниях температуры необходимо перед сваркой сострогать (косо) более толстый лист. Заложение скоса назначают 1:5 (см. рис. III—12, б), а в мостах для растянутых стыков 1:8 и для сжатых 1:4. В конструкциях из высокопрочных сталей соответственно 1:8 и 1:5.
При большой толщине швы следует укладывать в несколько слоев (см. рис. III—11), при этом каждый последующий слой должен по ширине перекрывать предыдущий. Длинные и многослойные швы для уменьшения термического эффекта укладывают обратноступенчатым способом (рис. III—13, а) участками длиной 200—400 мм, каскадным и др.

В начале и конце шва наплавленный металл получается низкого качества. Для устранения этого следует начинать и заканчивать сварку на специальных подкладках — выводных планках, временно удлиняющих канал для наложения шва (рис. III—14). По окончании сварки эти подкладки вместе с начальным и конечными участками шва срезают, а торцы швов и прилегающие участки тщательно зачищают. Швы укладывают с небольшим наплавом высотой от 0 до 5 мм, который компенсирует неровности наружной поверхности шва. Наплавы большой высоты вредны (особенно при динамических нагрузках), так как создают значительные отклонения силовых потоков и способствуют концентрации местных напряжений.
В конструкциях, работающих под динамической нагрузкой на растяжение, изгиб и на растяжение со сжатием (при σp≥1/3σc), следует утолщения швов удалять фрезерованием, шлифовальным камнем и т. п., следя при этом за чистотой (гладкостью) получаемой поверхности.
Расчет стыков. Несущую способность стыкового шва определяют по площади его сечения без учета наплавов, то есть за расчетную высоту шва принимают толщину соединяемых элементов (hш=δ). Если толщина их различна, то за расчетную высоту шва принимают толщину более тонкого элемента. Расчетной длиной шва lш считают фактическую его длину за вычетом непровара в начале и конце шва.
Если сварка была начата и закончена за пределами рабочей части шва (на выводных планках, что и следует делать во всех случаях — СНиП III-B.5-62, п. 2.39), то уменьшение длины шва на непровар не производят. Таким образом, несущую способность шва определяют по формуле:

Сварные швы в стык, которые имеют расчетное сопротивление наплавленного металла, равное расчетному сопротивлению металла свариваемых элементов, следует выполнять прямыми (с подваркой корня), начиная и заканчивая их за пределами соединяемых элементов. Такие швы считают равнопрочными соединяемым элементам и проверку их прочности расчетом не делают.
Если расчетное сопротивление или допускаемое напряжение растянутого шва ниже, чем у соединяемых элементов, прямой стыковой шов неравнопрочен этим элементам. Для увеличения несущей способности стыкового шва целесообразно расположить его под некоторым углом а к продольной оси соединяемых элементов (рис. III—15,а). Такие швы называют косыми; начало и конец их всегда следует выносить за пределы соединяемых элементов.
Площадь поперечного сечения косого шва (рис. III—15,б):

где b и δ — ширина и толщина соединяемых листов;
α — угол между направлением шва и продольной осью соединяемых листов (направлением усилия).
Обозначим усилие, приходящееся на 1 см2 этой площади, N1, а все усилие, действующее в стыке, N.
Тогда
Разложим N1 на составляющие, направленные вдоль оси шва и перпендикулярно к ней. Первая составляющая будет скалывающим напряжением — τш, а вторая — нормальным δщ:
Найденные напряжения должны быть меньше соответствующих расчетных сопротивлений или допускаемых напряжений.
Из полученных неравенств легко определить значение угла а, при котором несущая способность косого шва будет не менее несущей способности свариваемых листов. Положим, что сечение соединяемых листов использовано полностью, т. е. σ=R, тогда
При сварке электродами типа Э42 и выше в нормах принято Rр св:R=0,85. При этом получается <a≤67°50′, или отношение катетов среза не более b:0,426=1:0,42 (см. рис. III—15). Расчетные сопротивления Rcp св=Rcp=0,6R поэтому второе неравенство 0,5R sin 2α≤Rср=0,6R (формула III—3) удовлетворяется всегда, когда применены электроды типа, соответствующего марке стали свариваемых элементов.
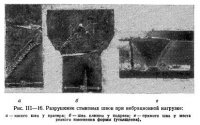
Аналогичным путем следует находить угол α при других соотношениях прочностных характеристик сварного шва и свариваемой стали. На рисунке III—16, a показано типичное разрушение соединений косыми швами, начинающееся обычно у начала шва, где встречаются непровары или пережоги.
Усиление растянутых стыковых швов накладками или косыми вставками трудоемко и поэтому не рекомендуется. Кроме того, накладки концентрируют напряжения и в соединениях, работающих при динамических нагрузках, могут принести вред, снижая предел выносливости всего соединения.