Основы производства карбидов и сложных карбидов, необходимых для изготовления твердых сплавов, были подробно освещены ранее. Ниже упоминаются только некоторые детали.
Карбид вольфрама. При производстве карбида вольфрама исходят большей частью из порошка металлического вольфрама, который получают восстановлением трехокиси или других соединений вольфрама водородом или углеродом. Металлический порошок всухую смешивают с необходимым количеством сажи в смесительных барабанах или шаровых мельницах. Большей частью добавляют 5—10% избытка сажи сверх теоретически требуемого количества. Вследствие большой разности удельных весов вольфрама и сажи (в особенности при крупнозернистом вольфрамовом порошке) необходимо предупредить расслаивание при смешивании. Смесь металлического порошка с сажей загружают (с предварительным прессованием или без него) в графитовых лодочках в непрерывно действующие угольнотрубчатые печи сопротивления.
Диаметр угольной трубы колеблется между 70 и 130 мм при длине 1200—1600 мм; мощность печи составляет 50—200 квт. При массовом производстве карбида вольфрама, применяют также печи с диаметром трубы 150—300 мм и длиной 1600—2000 мм. Температура науглероживания колеблется между 1375—1600° в зависимости от требуемых размеров зерен карбида, которые, само собой понятно, увеличиваются с ростом температуры. Наряду с горизонтальными печами сопротивления в последнее время нашли применение также аналогичные непрерывно действующие вертикальные печи, а также трехфазные печи с вертикальными электродами. Большой загрузочной способностью обладают открытые высокочастотные печи. Материал для науглероживания находится в графитовом тигле, закрывающемся графитовой же крышкой с отверстиями. Графитовый тигель изолируют засыпкой из окиси циркония от окружающей его индукционной катушки. Более или менее прочно спекшиеся куски карбида дробят, размалывают в молотковых, вихревых или шаровых мельницах и просеивают через вибросита.
Цель науглероживания состоит в том, чтобы получить содержание связанного углерода возможно ближе к теоретическому, а содержание свободного углерода, кислорода и азота по возможности низким. Безупречный технический карбид вольфрама содержит 6,1—6,15% С, в том числе 0,05—0,1% свободного. Если карбид содержит слишком мало связанного углерода, необходимо повторить процесс науглероживания, добавляя недостающее количество сажи.
Карбид титана. При изготовлении карбида титана, так же как и при изготовлении карбидов циркония, ванадия и ниобия, редко применяют металлы из-за их высокой цены, а исходят исключительно из соответствующих дешевых окислов. Сажу с окислами металла (например, 68,5—69% двуокиси титана и 31,5—31% сажи) смешивают всухую (лучше путем мокрого размола с последующей сушкой) в соответствующих смесителях. Затем смесь брикетируют и науглероживают при температуре 2100—2300°. Для науглероживания окислов применяют, кроме горизонтальных и вертикальных угольнотрубчатых печей сопротивления или вертикальных трехфазных электродных печей, также высокочастотные вакуумные печи. Для массового производства Бальхаузен предложил непрерывно действующую установку. Блоки карбида титана, которые обычно тверже, чем вольфрамо-карбидные, дробят в щековых дробилках, размалывают в шаровых, молотковых или вихревых мельницах и затем просеивают.
В то время как при получении карбидов вольфрама, молибдена и тантала легко удается достигнуть теоретического содержания в них кислорода (с расхождением порядка 0,05%), это представляет значительные трудности при массовом производстве карбидов титана и ванадия. Технический карбид титана содержит большей частью 19,0—20,5% С, в том числе 0,5—2% в виде свободного графитизированного углерода. Недостаток связанного углерода «компенсируется» сравнительно высоким содержанием в карбиде титана кислорода и азота. Окончательную очистку карбида титана производят большей частью в процессе изготовления сложных карбидов.
Карбид тантала (ниобия). При получении карбида тантала (ниобия) из порошка металлического тантала (ниобия) поступают таким же образом, как и при производстве карбида вольфрама. Ввиду того что чистый танталовый порошок относительно дорог, целесообразно науглероживать смесь сажи с пятиокисью тантала. Так как примесь карбида ниобия в карбиде тантала большей частью не вредна, часто исходят из тонкоизмельченного ферротанталониобия и непосредственно науглероживают этот сплав, причем после обработки кислотой получают твердые растворы карбидов тантала и ниобия.
Карбид молибдена, так же как и карбид вольфрама, получают из молибденового металлического порошка в обычных печах. Температура науглероживания лежит приблизительно на 100—200° ниже.
Карбиды, ванадия, циркония, ниобия. Эти карбиды лучше всего готовить из соответствующих окислов, восстанавливая и науглероживая их сажей при условиях, указанных в табл. 12. Достижение теоретического содержания углерода особенно трудно при получении карбида ванадия (по причинам, отмеченным выше для карбида титана).
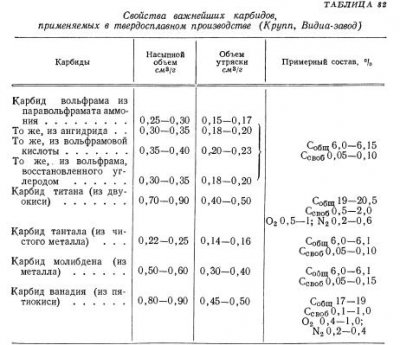
Характерные свойства карбидов металлов, используемых твердосплавной промышленностью, сопоставлены в табл. 82.
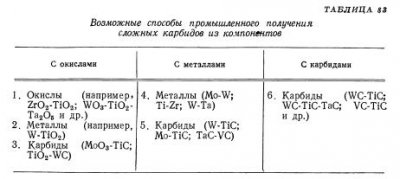
Сложные карбиды (твердые растворы). Существует шесть способов получения твердых растворов карбидов (табл. 83). Технически чаще всего применяют способы 1 и 6 (здесь не рассматривается возможность получения твердых растворов карбидов из расплава электролизом, осаждением из газовой фазы или отделением из ферросплавов).
Получение твердых растворов карбидов из смеси окислов (способ 1) позволяет снизить температуру образования этих растворов на 300—500°. Этот способ с успехом применяют для получения безвольфрамовых твердых сплавов, например, сплавов на основе карбидов молибдена и титана или на основе карбидов ванадия и титана. Бальхаузен применил этот способ также для изготовления твердого сплава на основе WC-TiC.
Способ 6 — образование твердых растворов совместным прокаливанием карбидов отдельных металлов — дает по составу наиболее устойчивые результаты. При этом твердые растворы образуются особенно хорошо, если для облегчения диффузии добавить в смесь 0,3-0,5% Co.
Способы 2 и 3 — введение одного компонента в виде окисла в другой в виде металла или карбида — менее распространены. Здесь также преследовалась цель снизить высокую температуру науглероживания при получении карбида титана приблизительно с 2100—2300° до 1700°.
Способ 3, так же как и способ 5, позволяет добавкой в карбид металлического вольфрама удалить избыточный свободный графит из высокоуглеродистого карбида титана.
В настоящее время способ 4 — науглероживание порошкообразной смеси металлов — представляет мало интереса. Он может приобрести большое значение при снижении стоимости металлических порошков титана и циркония (чего можно ожидать, учитывая интенсивное развитие металлургии титана и циркония).
Для облегчения диффузии исходных материалов и промежуточных продуктов, кроме добавки кобальта или соединений кобальта, необходимо очень интенсивное перемешивание компонентов смеси целесообразнее всего размолом. Часто применяют шаровые и вибрационные мельницы. Для получения сложных карбидов применяют те же печи, что и для изготовления отдельных карбидов. Продолжительность прокаливания при образовании твердых растворов (2—4 часа) должна обеспечивать полное рафинирование карбидов, что становится заметным по прекращению образования окиси углерода.
Обычно твердые растворы спекаются более прочно, чем чистые карбиды. Подготовка тонкого порошка твердого раствора карбидов аналогична подготовке тонкого порошка карбида титана. Трудно задать определенный состав твердых растворов карбидов по углероду. Если такой сложный карбид используется как готовый продукт, то свободный углерод должен составлять в нем менее 0,2%. Когда твердый раствор карбидов используют как основу состава, к которой позднее примешивают еще другие карбиды, можно допустить в нем значительно более высокое содержание свободного углерода.