Станции, сооружаемые открытым способом, т. е. в открытых котлованах, и имеющие относительно мелкое заложение от земной поверхности, в конструктивном отношении представляют собой совершенна иной тип по сравнению со станциями, сооружаемыми закрытым способом.
В начальный период советского метростроения станции мелкого заложения принимались состоящими из платформенного зала (с одной островной платформой), примыкающих к нему по торцам лестниц, соединяющих платформу с аванзалом, подходных коридоров, идущих от аванзала к вестибюлю и, наконец, наземного вестибюля.
Аванзал, как правило, располагался на одном уровне с подходными коридорами.
В практике последующего строительства торцы станционных платформ соединяются эскалаторами (взамен лестниц) непосредственно с наземными вестибюлями.
В случае необходимости устройства промежуточного (подземного) вестибюля последний должен быть соединен с патформой станции и с наземным вестибюлем лестницами или эскалаторами.
Согласно СНиП П-Д.3-68 станции должны быть оборудованы эскалаторами: при высоте лестницы 5—7 м — только для подъема, при высоте более 7 м — для подъема и спуска пассажиров.
Основную конструкцию, т. е. платформенный зал станции мелкого заложения, следует располагать возможно ближе к поверхности земли с учетом геологических и гидрогеологических условий, расположения городского подземного хозяйства и примыкающих к станции тоннелей. Минимальная толщина слоя породы от земной поверхности до верха перекрытия должна быть не менее 1,5 м. Положение станции в плане определяется, помимо увязки ее с планом трассы метрополитена, также и планировкой города, его архитектурой и другими особенностями района станции.
Учитывая необходимость соблюдения всех конструктивных требований и получения наиболее выгодного в экономическом отношении решения, заложение верха станции от земной поверхности принимается обычно в пределах от 1,5 до 3 м. Такое заглубление позволяет обеспечить прокладку над перекрытием станции подземного хозяйства города, обеспечить необходимые условия для пропуска трамвайных путей, устройства проезжей части уличных магистралей и т. п.
Кроме того, незначительное заглубление станции от поверхности и придание станционным помещениям минимальной высоты, позволяет избежать устройства эскалаторных тоннелей и заменить их лестницами. Такое решение принято на Калужском радиусе метрополитена в Москве. В этом случае оказалось возможным отказаться от наземных вестибюлей и примыкание лестниц осуществить непосредственно к тротуарам в уширенных участках улицы.
Конструкция станций мелкого заложения, как правило, в поперечном разрезе имеет прямоугольную форму и в первые годы строительства метрополитенов состояла из сплошного бетонного или железобетонных лотка, сплошных, постоянной толщины стен, выполненных из бетона или железобетона, и плоского железобетонного перекрытия, опирающегося на стены станции и промежуточные железобетонные колонны, расположенные в один или два ряда в пределах островной платформы.
Постановка двух рядов колонн диктуется главным образом соображениями архитектуры станции и не во всех случаях оправдывается экономически.
Свободная высота станции от уровня платформы до низа конструкции перекрытия должна быть не менее 4—5 м, хотя эта высота во многих случаях обычно принимается около 5—6 м и даже 7 м.
Ширина станции в свету зависит от ширины платформ и при различных величинах пассажирооборота станции бывает в пределах от 16 до 23 м и даже до 29 м.
Ширина островных платформ устанавливается в зависимости от величины пассажирооборота и принимается 8—10 м. Наиболее часто ширина платформ принимается равной 10 а на некоторых станциях доходит до 15 м. В редких случаях на станциях располагаются две островные платформы.
Расстояние между осями колонн по длине станции принимается обычно не менее 6 а расстояние от наружной грани колонн до края платформы должно быть не менее 2 м.
Широкое распространение получили такого типа станции на Берлинском метрополитене, тоннели которого имеют мелкое заложение. Эти станции островного типа, платформа которых имеет ширину 7—8 м и длину, рассчитанную на восьмивагонный состав. Конструкция станции прямоугольного сечения с перекрытием, поддерживаемым одним рядом колонн.
Подобного типа станции мелкого заложения встречаются и на Лондонском метрополитене.
С наружной стороны но всему периметру конструкции станции устраивают оклеечную гидроизоляцию толщиной около 1,5 см, предохраняемую по всему контуру защитным слоем.
Для организации лучшего стока воды с поверхности перекрытия последней придают поперечный уклон от середины к бокам, равный 2 %.
Чтобы исключить неравномерные осадки конструкции и обеспечить возможность перемещении от температурных и усадочных деформации, через каждые 40—60 м подлине станции устраивают деформационные швы по колоннам или посередине пролета между колоннами. Деформационный шов в середине пролета (рис. 110) представляет собой сквозной разрез лотка и стен посередине пролета; перекрытие же разрезается двумя швами, между которыми устанавливают так называемый «вкладыш».

Вкладыш, опираясь на консоли продольных балок перекрытия, получает возможность свободного перемещения в вертикальном направлении и обеспечивает прочность конструкции станции при неравномерных осадках соседних ее участков.
Деформационный шов в плоскости колонн осуществляется путем разрезки лотка, стен и перекрытия с установкой сдвоенных колонн.
Архитектура станций, которой придается большое значение в метростроении наших городов, в ряде случаев оказывает решающее влияние на выбор конструкции станции.
В этом отношении представляет интерес станция мелкого заложения первой очереди Московского метрополитена, расположенная в районе вокзальной площади и обслуживающая значительное число пригородных пассажиров. Эта станция, имеющая пассажирооборот до 400 тыс. чел. в сутки, потребовала более сложных конструктивных решений.
Конструкция станции, общий вид которой представлен на рис. 111, состоит из сплошного лотка в виде железобетонной плиты, опирающихся на лоток бетонных стен переменной толщины и железобетонного ребристого перекрытия, опирающегося на четыре ряда железобетонных колонн.

Средние два ряда колонн квадратного сечения расположены в пределах островной платформы и опираются на две продольные железобетонные балки лотка станции. Эти колонны поддерживают две средние главные продольные балки перекрытия или ригеля основных продольных рам конструкции станции. Крайние два ряда колонн имеют круглое сечение диаметром 0,5 м, расположены через 3,5 м вдоль оси станции и опираются на бетонные выступы в ее стенах.
Для ускоренной разгрузки островной платформы станции по бокам на высоте 4,22 м от головки рельсов вдоль всей станции с обеих сторон устроены специальные проходы-коридоры, соединяющиеся с островной платформой переходными мостиками. Это позволяет также систематизировать движение пассажиров в пределах станции и избежать пересечения пассажиропотоков различного направления. Свободная высота от уровня пола переходных мостиков до низа конструкции перекрытия должна быть не менее 2,5 м; в данном примере эта высота принята равной 2,75 м.
Для улучшения внешнего вида балочного перекрытия перронного зала на ряде станций применена отделка потолка по сетке или подвесная лепка. Подобные решения нельзя считать удачными как в конструктивном отношении, так и в эксплуатационном из-за необходимости в частых ремонтах. Поэтому следует отдавать предпочтение такой конструкции перекрытия, формы которой не требуют специальной архитектурной отделки.
Полностью отвечает поставленным выше требованиям станция с безбалочным перекрытием. Поперечный разрез первой такой станции Московского метрополитена представлен на рис. 112. В этой станции общей шириной 22,1 м безбалочное железобетонное перекрытие поддерживается двумя рядами колонн с шагом в 7 м, опирающимися на ленточный железобетонный фундамент. Высота станции от низа перекрытия до уровня платформы составляет 6 м. Стены и лоток станции выполнены из бетона.

Следующим примером может служить конструкция станции с без-балочным перекрытием, изображенная на рис. 113. Эта станция в конструктивном отношении имеет ряд преимуществ по сравнению с предыдущими станциями подобного типа.
Основной особенностью этой станции является отсутствие обычных лестниц, соединяющих пассажирские платформы с земной поверхностью. Взамен лестниц приняты эскалаторы.


Конструкция станции выполнена в виде замкнутой, железобетонной трехпролетной рамы с двумя рядами колонн, поддерживающих безбалочное перекрытие станции и опирающихся на две предельные балки, входящие в тело лотка станции (рис. 114).
Шаг колонн как вдоль, так и поперек станции принят равным 6,23 м.
Колонны выполнены из бетона с высоким процентом армирования и усилены сетками. Высота станции от платформы до перекрытия составляет 7 м. Ширина платформы принята 11 м.
По длине станция разделена на отдельные участки деформационными швами, расположенными в середине пролета между колоннами. Для усиления плиты безбалочного перекрытия по ее краям в месте шва даны бортовые балки, идущие поперек станции.
Непосредственно к концам платформенного зала примыкают эскалаторы, доставляющие пассажиров в наземный вестибюль станции. Благодаря тому что перекрытие над частью наклонного хода вырезано, из вестибюля открывается вид на наклонный ход и часть станции.
Архитектурное оформление станции представлено на рис. 113.
Другим характерным примером станции мелкого заложения, возведенной открытым способом, является конструкция, изображенная на pис. 115.
Эта станция рассчитана на прием восьмивагонных составов и имеет длину платформы 156 м и ширину 10,9 м.
В конструктивном отношении станция представляет собой замкнутую трехпролетную железобетонную конструкцию со сплошным безбалочным перекрытием, поддерживаемым двумя рядами колонн. Шаг колонн в продольном и поперечном направлениях принят 6 м. Поперечное сечение колонн принято круглым с диаметром 0,7 м. Колонны опираются па две продольные опорные балки, являющиеся также средними спорами платформы станции. Крайними опорами платформ служат железобетонные стенки.


Высота станции над уровнем платформы принята 5,35 ,и, а ширина в свету — 17,8 м.
Средняя часть станции разделена на три секции, две крайние секции имеют длину 47,45 м, а средняя секция — 42 м. Секции отделяются одна от другой деформационными швами. К средней части станции в торцах примыкают секции длиной 30,65 м, в которых размещаются лестничные марши и подземные вестибюли. Эти секции имеют увеличенную высоту, позволяющую над путями метрополитена расположить вестибюли высотой 3,77 м. В первом этаже, помимо путей метрополитена, размещаются служебные помещения станции.
Двумя дверными проемами шириной по 4,3 м вестибюли соединяются с подходными коридорами, которые в свою очередь заканчиваются наземными вестибюлями.
Гидроизоляция станций состоит из двух слоев металлоизола и защитного слоя необходимой толщины.
В средней секции станции с одной ее стороны расположен вентиляционный канал, соединяемый с помещением станции вентиляционными отверстиями 0,7х2 м через 1,5 м друг от друга.
Характерным для этой станции является архитектурное оформление ее колонн, выполненное из художественного стекла.
В качестве наиболее сложного в конструктивном отношении типа станции мелкого заложения приводим описание конструкции станции с большим пассажирооборотом, определившим необходимость укладки на станции трех путей и устройства двух островных платформ шириной по 9,6 м (рис. 116).

В отличие от рассмотренных ранее станций метрополитенов мелкого заложения эта конструкция имеет большие размеры пролетов как в поперечном, так и в продольном направлении.
Средняя часть станции (без примыкающих к ней по торцам аванзалов) представляет собой систему замкнутых железобетонных трехпролетных в поперечном направлении рам с двумя колоннами. Эти рамы с двумя крайними пролетами по 7,13 м и средним 14,95 м расположены по длине станции через 10,4 м одна от другой.
В продольном направлении средняя часть станции имеет деформационные швы, расположенные по оси сдвоенных колонн. Этими деформационными швами средняя часть конструкции станции делится на три самостоятельных участка длиной по 41,6 м, соответствующей четырем пролетам продольных балок, равным 10,4 м. Каждая рама основной несущей конструкции имеет ригель высотой в середине пролета 0,9 м и шириной по всей длине пролета 3,4 м. Такое невыгодное в статическом отношении соотношение между высотой и шириной сечения дано в целях получения увеличенной полезной высоты станции. Сечение колонн принято 0,7х1,4 м.
В соответствии со значительной нагрузкой, передающейся на колонны, помимо их продольной арматуры и хомутов, через каждые 20 см по высоте уложена сетка из 6-мм железа. Бетон в колоннах принят повышенной марки — 300.
Стены и лоток станции приняты прямоугольного сечения. Толщина стен 0,85 м, а лотка в середине пролета 1 м. Плита перекрытия, опирающаяся на ригели основных рам, продольные балки и путевые стены, имеет довольно сложное очертание с внутренней стороны станции. Это обстоятельство, вызванное требованием архитектурного оформления станции, хотя и усложнило опалубочные работы, но упразднило нежелательную штукатурку. Высота станции по ее оси от уровня платформы принята 7,25 м. Общая наружная ширина станции 30,91 м.
Непосредственно к средней части станции примыкает аванзал (см. рис. 116), отделенный от средней части станции деформационным швом. Аванзал соединяется посредством примыкающего к нему наклонного хода (в настоящее время лестницы) с вестибюлем и образует единый архитектурный объем.
Сопряжение аванзала с наклонным ходом осуществляется при помощи трехпролетной портальной рамы с двумя крайними пролетами по 4,505 м и одним средним пролетом 20,2 м. Столь необычная разбивка на пролеты вызывается необходимостью высвобождения свободного пространства в месте примыкания к торцам двух островных платформ станции лестничных маршей. В этом случае ригель портальной рамы выполнен из бетона марки 300 и имеет высоту 3,15 м и ширину 1,7 м. Перекрытие аванзала состоит из плиты переменного сечения в виде купола со стрелкой подъема 1 м, опертой по контуру на ригели рам и продольные балки, отделяющие аванзал от боковых частей станции. По бокам станции с двух ее сторон даны вентиляционные каналы внутренним сечением по 1,4х2,35 м, из которых через отверстия в стенках станции поступает чистый воздух.
По внешнему контуру конструкции станции дана оклеечная гидроизоляция с необходимым защитным слоем.
К числу станций с двумя островными платформами относится также станция мелкого заложения четырехпутной линии Нью-Йоркского метрополитена. Эта станция общей шириной в свету 28,3 м имеет плоское перекрытие, поддерживаемое пятью рядами колонн. Каждая платформа шириной по 6,85 м предназначена для одного направления, причем к одному ее борту подходят экспрессные, а к другому — местные поезда метрополитена. Благодаря такому расположению платформ и путей на станции пассажиры в экспресс-поезде проезжают большую часть своего пути без остановок, а затем, пересаживаясь на местные поезда, могут заканчивать свой путь на тех станциях, которые экспресс проходит без остановок.
Над станцией расположен подземный вестибюль, соединяющийся непосредственно с земной поверхностью.
В последнее время в связи с широким внедрением в строительство сборного железобетона, применением широкой механизации основных работ и резким повышением производительности труда начинают применять новые прогрессивные конструкции станций метрополитена, возводимых открытым способом работ. Примером таких новых конструкций могут служить станции на строящихся и проектируемых линиях Московского метрополитена. Разработанные Метрогипротрансом проекты таких унифицированных конструкций станций из сборного железобетона предназначаются не только для линий Московского метрополитена, но и для других городов.

Этот тип станции представляет собой сборную прямоугольного сечения конструкцию (рис. 117), которая в поперечном направлении разбита на три равных пролета по 5,9 м. В качестве крайних опор служат ребристые стены, а средними опорами являются два ряда колонн с шагом 4 м в продольном направлении (на станциях Краснопресненского радиуса шаг колонн увеличен до 6 м).
Наружная ширина станции принята 18,52 м и высота 6,59 м. Ширина островной платформы составляет 10 м и междупутье — 12,9 м. По длине станция имеет через каждые 48 м деформационные швы.
Конструкция станции (рис. 118) состоит из монолитной железобетонной нижней плиты толщиной 30 см и сборных железобетонных элементов заводского изготовления. Боковые стены, состоящие из ребристых блоков (ОС-4) весом 6,68 т, башмаки колонн (ОС-5) весом 4,18 т и колонны (ОС-3) весом 2,1 т в целях уменьшения веса и расхода арматуры изготовляют из бетона повышенной марки — 400. Прогоны (ОС-2) весом 6,8 т и блоки верхнего перекрытия (OC-1) весом 7,1 т, работающие на изгиб, изготовляют из предварительно напряженного железобетона марки 500 с арматурой диаметром 32 мм из стали марки 30ХГ2С, которую закладывают в ребра этих элементов.

Блоки перекрытия имеют корытообразное поперечное сечение и длину 5,5 м. Прогоны приняты однопролетными двухконсольными таврового сечения общей длиной 8 м. Предварительное напряжение конструкции осуществляется натяжением стержней арматуры на готовый элемент с применением электронагрева. Стержни арматуры, нагретые до температуры +280/310° С, закладывают в специальные каналы и закрепляют по концам в специальные упорные плиты, а затем после натяжения эти каналы и анкерные гнезда заливают цементным раствором.
В узлах конструкции станции предусмотрена закладка монтажных связей; для выравнивания стыков сопряжений применяются металлические клинья, фибробетон и цементный раствор.
По наружной поверхности конструкции обделки станции устраивают оклеечную гидроизоляцию (рис. 119). На 1 пог. м конструкции станции расходуется: монолитного железобетона 3,8 м3; сборного железобетона 9,9 м3.

К обоим торцам станционного помещения с островной пассажирской платформой длиной 156 м примыкают вестибюли, совмещенные с уличными переходами.
Основные несущие конструкции вестибюлей впервые решены также в сборном железобетоне (рис. 120). В вестибюлях располагаются кассовые залы площадью 154 м2 (рис. 120, а), служебные помещения, вентиляционная камера, санитарный узел и другие необходимые для нормальной эксплуатации станции помещения общей площадью 750 м2.
Строительная высота вестибюля принята 8,07 м, наружная ширина 18,8 м и длина 32 м (рис. 120, б). Высота кассового зала принята равной 2,5 м, а лестничного марша с платформы станции по условиям пропуска поездов под переходом — 3,12 м.

Конструкция вестибюля в поперечном направлении (рис. 120, в) представляет собой трехпролетную раму, средний пролет которой равен 7,8 м, с двумя рядами колонн (МВ-3), расположенными через 4 м друг от друга. На эти колонны опирается однопролетный двухконсольный прогон (МВ-6) общей длиной 8 м, на который опираются ребристые блоки верхнего перекрытия среднего (MB-1) и крайних (МВ-2) пролетов. Блоки крайних пролетов опираются с другой стороны на стеновые блоки (МВ-4). Ширина блоков верхнего перекрытия принята равной 1,31 м. Стеновые блоки и башмаки колонн (МВ-5) опираются на монолитную плиту лотка, толщина которой принята равной 0,2-0,3 м. В пределах уличных переходов блоки перекрытия повернуты под прямым углом к станции. Блоки перекрытия MB-1 и НВ-6 выполнены из преднапряженного железобетона.
Расход железобетона на 1 пог. м вестибюля составляет: сборного 13,8, монолитного 6,1 м3.
К вестибюлям примыкают уличные переходы шириной 6 м и высотой в свету 2,3 м с лестничными спусками.
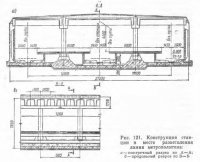
Интересна в инженерном отношении станция, расположенная в месте разветвления линии метрополитена, имеющая три пути и две островные платформы. Конструкция станции (рис. 121) выполнена из сборных крупноразмерных железобетонных элементов и представляет собой в поперечном разрезе трехпролетную раму с монолитным железобетонным основанием. Крайние пролеты станции перекрыты балками (CX-1A) таврового сечения длиной 7,425 м, а средний пролет перекрыт балками (CX-1) того же сечения длиной 10,35 м. Опорами балок перекрытия являются стеновые блоки (МС-4У) швеллерного сечения шириной 2 м и толщиной 0,5 м и два ряда колонн (СХ-3) сечением 0,65х0,65 м, установленные в гнезда в монолитной плите основания, расположенные через 6 м друг от друга в продольном направлении и поддерживающие мощные опорные продольные двухконсольные прогоны (CX-2) таврового сечения высотой 1,75 м и длиной 12 м с монтажным стыком в средине пролета.

В некоторых условиях открытого способа производства работ по сооружению станций мелкого заложения могут применяться не только рассмотренные выше типы конструкций, но и другие. В этом отношении представляет интерес односводчатая станция мелкого заложения, возведенная из монолитного железобетона на одной из станций Московского метрополитена. В статическом отношении станция представляет собой двухшарнирную однопролетную раму с криволинейным ригелем. В настоящее время разработана новая конструкция односводчатой станции в виде трехшарнирного свода, которая, не считая монолитного лотка, состоит из двух типов элементов — опорного башмака и полуарки. При ширине платформы 10 м общая ширина станции составляет 24,4 м, а высота — 8,83 м.
Односводчатые станции сборной или сборно-монолитной конструкции в определенных условиях выгодно отличаются от существующих станций с колоннами и позволяют широко применить новые архитектурные и планировочные решения всего станционного комплекса. Особо благоприятные условия создаются для возведения таких односводчатых станций из сборного железобетона в районах новостроек, где имеется свободная территория, незанятая зданиями и подземным городским хозяйством.
Совершенствуя способы производства работ по сооружению станций мелкого заложения и применяя конструкции таких станций из крупных панелей, строители достигли значительных темпов работ, сокращения трудозатрат и себестоимости сооружения. В сложных гидрогеологических условиях широко применяется искусственное водопонижение при помощи эжекторных и легких иглофильтровых установок.
Для забивки шпунтовых стенок крепления котлована и его рытья применяют мощные высокопроизводительные механизмы (дизель-молоты, вибраторы, экскаваторы и др.). Экскаваторы с емкостью ковша около 1 м3 погружают породу в автосамосвалы, которые вывозят ее по пандусам, расположенным в торцах станции.
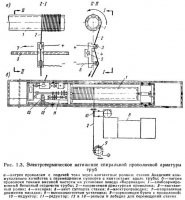
Для выполнения погрузочных работ при строительстве станций открытым способом в последнее время широко используют мощные козловые краны (ККТС-20). Такими кранами успешно ведут работы по монтажу обделок станции. Краны имеют грузоподъемность 20 T, пролет у различных кранов принимается от 25 до 40 м; высота подъема от поверхности земли — 9 м, глубина опускания груза в котлован — 16 м. Общий вес крана составляет 74 т. Конструкция моста и опорных стоек крана позволяет использовать его в котлованах с откосами, со свайным ограждением и в других условиях строительства.