Для изготовления возможно более твердого и малопористого сплава в настоящее время применяют исключительно мокрый размол карбидов и сложных карбидов с кобальтом, превращая их в тонкодисперсную смесь. В качестве вспомогательных средств при мокром размоле применяют воду, дихлорэтилен, трихлорэтилен, четыреххлористый углерод, бензол, бензин, тетралин, спирт или ацетон и др. Мокрый размол, наряду с преимуществом получения высокодисперсной однородной смеси, обладает тем недостатком, что весьма тонкие частицы шихты, в особенности кобальт, реагируют со средствами размола и размольной средой с образованием окислов. При сушке, а также при последующей обработке в водородной атмосфере может происходить дальнейшее окисление с неизбежными потерями углерода. На практике этот недостаток устраняют вакуумной сушкой, а последующее восстановление — непосредственно после сушки — проводят в атмосфере абсолютно сухого водорода.
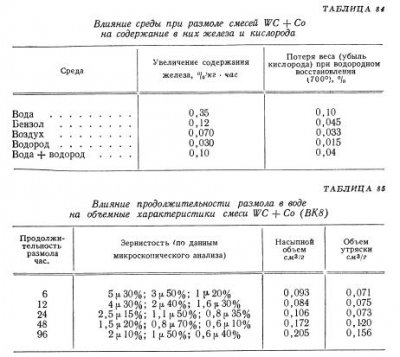
Влияние различных сред размола на поглощение кислорода смесями карбида вольфрама и кобальта показано в табл. 84 по данным Мейера и Эйдендера. Степень измельчения в зависимости от продолжительности размола и его влияние на насыпной объем смеси карбида вольфрама с кобальтом отражены по тем же данным в табл. 85. В то время как при сухом размоле металлов насыпной объем обычно уменьшается, при мокром размоле он увеличивается, т. е. многокомпонентная смесь становится более разрыхленной и объемистой.
Вследствие сильного износа мельниц и мельничных шаров при мокром размоле в настоящее время почти исключительно работают с мельницами из нержавеющей стали или на мельничных агрегатах со стеллитовой или твердосплавной футеровкой с использованием шаров из твердых сплавов. На рис. 106 показан мельничный агрегат с 8 шаровыми мельницами из нержавеющей стали. В эти мельницы обычно загружают 10—12 кг твердосплавных шаров (диаметром 10—30 мм), около 5 кг шихты для твердых сплавов и 1,5 л размольной жидкости. Скорость вращения 50—60 об/мин; продолжительность размола в зависимости от марки твердого сплава от 3 до 8 дней. На рис. 107 показан мельничный агрегат из трех больших шаровых мельниц с твердосплавной футеровкой. Емкость каждой мельницы 45 л; загрузка состоит приблизительно из 80 кг твердосплавных шаров, 50 кг шихты для твердых сплавов и 25 л жидкости. В последнее время для тонкого размола твердосплавной шихты широко применяются молотковые и вибрационные мельницы. На рис. 108 показана конструкция небольшой вибрационной мельницы. Мельничный агрегат состоит большей частью из 2 или 4 барабанных мельниц из нержавеющей стали емкостью около 5 л. Загрузка включает приблизительно 30 кг твердосплавных шаров (диаметром 10—15 мм), 5—7 кг шихты для твердых сплавов и около 1,5 л жидкости; размол на этих мельницах продолжается 1—2 дня. Применяют также большие вибрационные мельницы (см. рис. 109) со следующими техническими данными: загрузка твердосплавными шарами 300—500 кг; шихта в зависимости от содержания карбида титана 150—250 кг, продолжительность размола 1—2 дня. Кроме существенного сокращения продолжительности размола, эти мельницы характеризуются значительно меньшим износом твердосплавных шаров. Износостойкость твердосплавных шаров можно значительно улучшить горячим прессованием (повышая их прочность и плотность).

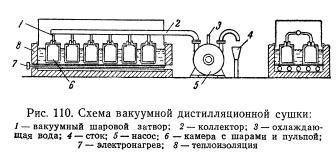
По окончании мокрого размола избыток жидкости сливают. Центрифугированием или отжатием производят дальнейшее отделение жидкости. Полученный таким образом влажный шлам загружают в лодочки и высушивают в печах или одновременно прокаливают в восстановительной атмосфере при температуре 650—750°. Небольшие мельничные барабаны можно также установить в песчаную или водяную баню и отогнать жидкость. В особенности экономична вакуумная дистилляция, которая протекает более быстро и при низких температурах. На рис. 110 показана схема подобной установки для сушки твердосплавной шихты непосредственно в размольных барабанах при температуре около 80°. Выгодно работать с вакуумной сушилкой, снабженной мешалкой (рис. 111).
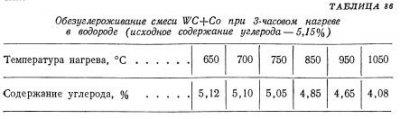
Высушенную в вакууме шихту можно непосредственно прессовать, но обычно рекомендуется дополнительное восстановление водородом, в особенности при высоком содержании кобальта. Результаты обезуглероживания шихты из карбида вольфрама и кобальта при прокаливании в водороде при температурах между 650 и 1050° отражены в табл. 86. Как видно, целесообразно применять более высокие температуры восстановления, чем 750°. Случайные чересчур высокие потери углерода можно позднее компенсировать спеканием в условиях сильного науглероживания.

После сушки или дополнительного восстановления обычно производят просеивание через тонкие металлические сита или шелковую сетку, благодаря чему могут быть удалены агломераты кобальта с карбидом, кобальтовые чешуйки и другого вида загрязнения. Несколько просеянных партий объединяют в смесительных барабанах с загрузкой от 200 до 1000 кг. Взятая отсюда проба исследуется обычными методами.